Изобретение относится к технологии производства изделий из волокнистой массы литьем и может быть использовано при изготовлении изоляции обмоток трансформаторов.
Целью изобретения является увеличение производительности процесса за счет ускорения приготовления песчаной фо рмы.
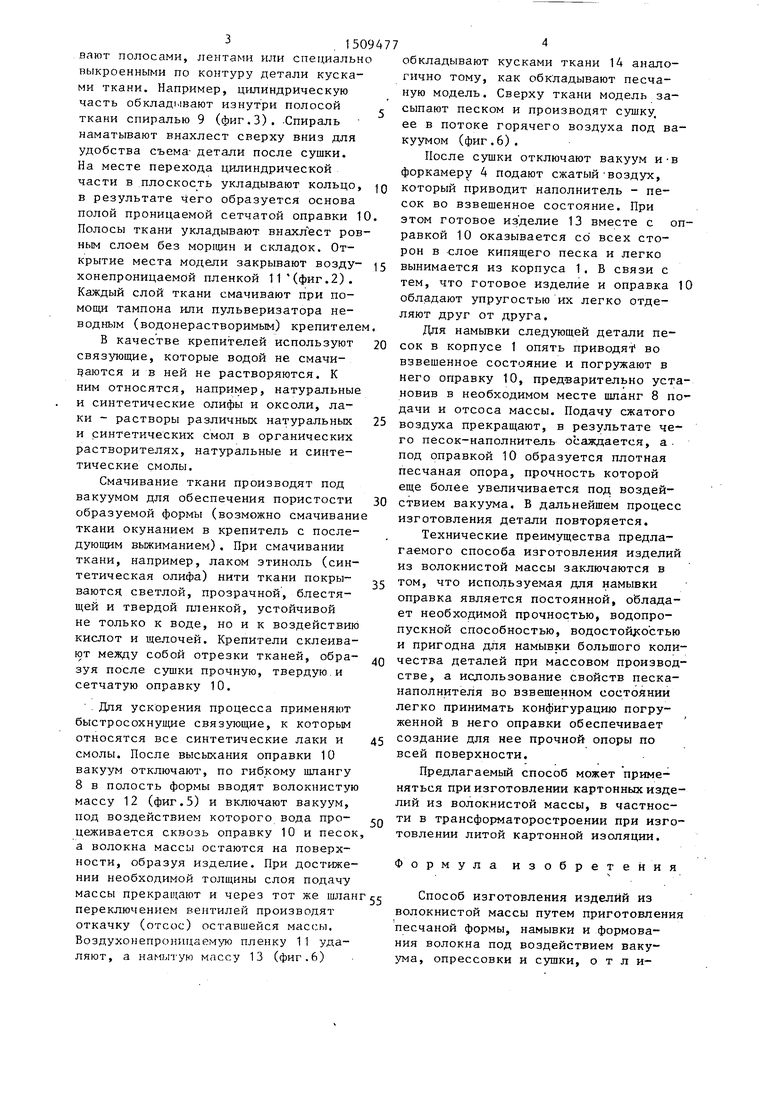
На фиг.1 изображено изделие - воротниковая шайбаi на фиг. 2-6 - схематически технологический процесс изготовления изделий из волокнистой массы.
В корпус 1 (фиг.2), в нижней час- ;ти которого находится дно 2 из по- ристого материала, установленное через резиновую прокладку 3 на форка- мере 4, соединенный через вентили с системами разряжения 5 и нагнетания сжатого воздуха 6, засыпается /определенный объем наполнителя 7 (кварцевого песка). Лри открытом вентиле системы 5 наполнитель - песок смачивают водой. Из влажного песка известными методами изготавливают модель, соответствующую конфигурации и размерам будущей детали. В самой низкой части модели устанавливают гибкий шланг 8, соединенный с системой подачи и отсоса массы. Размеры модели выполняют с учетом последующего наложения на модель одного или нескольких слоев ткани. Песчаную модель обкладыО1
о
QD 41 1
31509
вают полосами, лентами или специально выкроенными по контуру детали кусками ткани. Например, цилиндрическую часть обклад| 1вают изнутри полосой ткани спиралью 9 (фиг.З). -Спираль наматывают внахлест сверху вниз для удобства съема- детали после сушки. На месте перехода цилиндрической части в плоскость укладывают кольцо, в результате чего образуется основа полой проницаемой сетчатой оправки 10 Полосы ткани укладывают внахлест ровным слоем без моршлн и складок. Открытие места модели закрывают возду- хонепроницаемой пленкой 11(фиг.2). Каждый слой ткани смачивают при по- моЕци тампона или пульверизатора неводным (водонерастворимым) крепителем
В качестве крепителей используют связующие, которые водой не смачи- 1 аются и в ней не растворяются. К ним относятся, например, натуральные и синтетические олифы и оксоли, лаки - растворы различных натуральных и синтетических смол в органических растворителях, натуральные и синтетические смолы.
Смачивание ткани производят под вакуумом для обеспечения пористости образуемой формы (возможно смачивание ткани окунанием в крепитель с последующим выжиманием). При смачивании ткани, например, лаком этиноль (синтетическая олифа) нити ткани покры
ваются светлой, прозрачной, блестящей и твердой пленкой, устойчивой не только к воде, но и к воздействию кислот и щелочей. Крепители склеивают между собой отрезки тканей, обра- зуя после сушки прочную, твердую,и сетчатую оправку 10.
. Дпя ускорения процесса применяют быстросохнущие связующие, к которым относятся все синтетические лаки и смолы. После высыхания оправки 10 вакуум отключают, по гибкому шлангу 8 в полость формы вводят волокнистую массу 12 (фиг.З) и включают вакуум, под воздействием которого вода про- цеживается сквозь оправку 10 и песок а волокна массы остаются на поверхности, образуя изделие. При достижении необходимой толщины слоя подачу массы прекращают и через тот же шлан переключением вентилей производят откачку (отсос) оставшейся масс-ы. Воздухонепроницаемук1 пленку 1 1 удаляют, а намытую массу 13 (фиг.6)
Q 5
0 5
О
5
Q
5 д 5
обкладывают кусками ткани 14 аналогично тому, как обкладывают песчаную модель. Сверху ткани модель засыпают песком и производят сушку, ее в потоке горячего воздуха под вакуумом (фиг.6) .
После сушки отключают вакуум и-в форкамеру 4 подают сжатый воздух, который приводит наполнитель - песок во взвешенное состояние. При этом готовое изделие 13 вместе с оправкой 10 оказывается со всех сторон в слое кипящего песка и легко вынимается из корпуса 1, В связи с тем, что готовое изделие и оправка 10 обладают упругостью их легко отделяют друг от друга.
Для намьшки следующей детали песок в корпусе 1 опять приводят во взвешенное состояние и погружают в него оправку 10, предварительно установив в необходимом месте шланг 8 подачи и отсоса массы. Подачу сжатого воздуха прекращают, в результате чего песок-наполнитель осаждается, а - под оправкой 10 образуется плотная песчаная опора, прочность которой еще более увеличивается под воздействием вакуума. В дальнейшем процесс изготовления детали повторяется.
Технические преимущества предлагаемого способа изготовления изделий из волокнистой массы заключаются в том, что используемая для намывки оправка является постоянной, обладает необходимой прочностью, водопропускной способностью, водостой;состью и пригодна для намывки большого количества деталей при массовом производстве, а использование свойств песка- наполнителя во взвешенном состоянии легко принимать конфигурацию погруженной в него оправки обеспечивает создание для нее прочной опоры по всей поверхности.
Предлагаемый способ может применяться при изготовлении картонных изделий из волокнистой массы, в частности в трансформаторостроении при изготовлении литой картонной изоляции.
Формула изобретения
Способ изготовления изделий из волокнистой массы путем приготовления песчаной формы, намывки и формования волокна под воздействием вакуума, опрессовки и сушки, о т л иФце.
Фи8.2
ФигЛ
Изобретение относится к технологии производства изделий из волокнистой массы литьем и может быть использовано для изготовления изоляции обмоток трансформаторов. Цель изобретения - увеличение производительности процесса за счет ускорения приготовления песчаной формы. При осуществлении способа песок переводят во взвешенное состояние, и помещают в него полую проницаемую сетчатую оправку, внутренняя поверхность которой соответствует наружной поверхности формуемого изделия. Затем осаждают песок вакуумированием, а намывку и формование производят на проницаемой оправке. Благодаря возможности многократного использования оправки и ускорения приготовления песчаной формы увеличивается производительность процесса. 6 ил.
Фиг.З
| Герасимова Л.С | |||
| и Майорец А.И | |||
| Обмотка и изоляция силовых трансформаторов | |||
| - М.: Энергия, 1969, с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| Способ изготовления полых объемныхэлЕКТРОизОляциОННыХ издЕлий | 1978 |
|
SU842994A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР | |||
| Способ изготовления изделий из волокнистой массы и устройство для его осуществления | 1982 |
|
SU1048015A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
