Известны способы точечной и роликовой сварки тугоплавких металлов, при которых между свариваемым металлом и электродом размещен разделительный элемент.
Известно, что объем металла в контакте деталь--деталь должен нагреваться выше температуры плавления металлов (2600-3600°). При этом в контакте электрод - деталь, для обычно применяемых электродов из медных сплавов температура не должна превышать 800-900°.
Допустимая температура в контакте электрод - деталь может быть значительно выше и, соответственно, градиент температуры по оси электродов может быть несколько снижен, если применять электроды из вольфрама или молибдена. Однако подобный способ не может быть применен, так как в контакте электрод - деталь создаются условия для сварки более благоприятные, чем в контакте деталь - деталь, и при режимах, обеспечивающих сварку деталей между Собой, неизбежно происходит сварка электродов с деталями.
Описываемый способ отличается тем, что в качестве разделительного элемента используют покрытие из дисилицида молибдена с добавками Zr2O2; Сг20з; W; Zr.
Выполнение таким способом точечной и роликовой сварки снижает градиент температур в теле свариваемых деталей по оси электродов и предотвращает приваривание электрода к металлам.
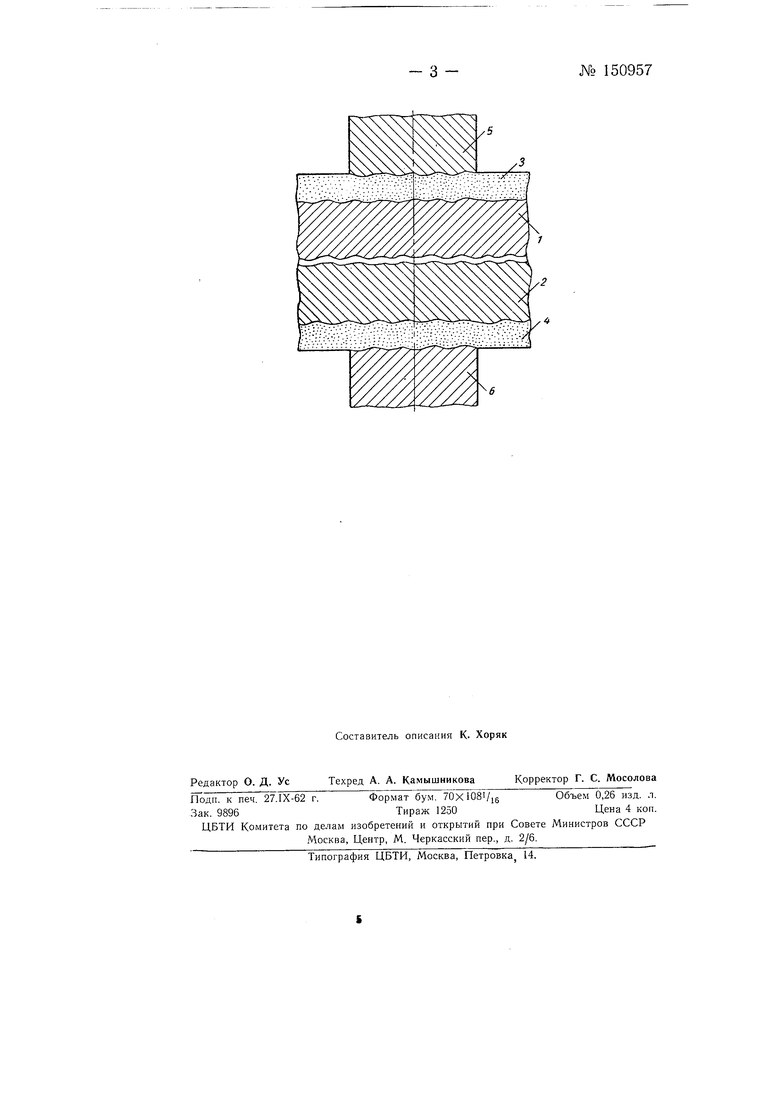
Для осуш,ествления способа на нарулсную поверхность деталей I/ и 2 (см. чертеж) наносят разделительный элемент в виде покрытия 3 ц 4 толщиной 0,12-0,15 мм, состоящего из 93-95% MdSiO2 (дисилицид молибдена) и добавок А12Оз; Zr2O2; Сг20з; W; Zr.
Более точно состав покрытия и толщину наносимого слоя выбирают в зависимости от толщины и электротеплопроводности свариваемых металлов.
№ 150957- 2 Например, при сварке низколегированных сплавов на основе пиобия целесообразно применять покрытие из дисилицида с А12Оз и и 4-5%W.
При сварке низколегированных сплавов на основе молибдена применяется покрытие из дисилицида молибдена с 3-4% Zr2O2 и 2-3% Zr.
Введенный порошок Zr при высоких температурах переходит в и ZrOs, температура плавления которых порядка 2900-2950°.
Эти превращения в процессе сварки повышают жаростойкость покрытия и предотвращают приминание его к электродам 5 и 6.
Покрытие наносится путем плазменного напыления либо какимнибудь другим способом (например, с использованием связующего вещества).
При наличии слоя покрытия с высокой температурой плавления практическим отсутствием какой-либо свариваемости с металлами в твердом и жидком состоянии допустима более высокая температура в контакте электрод-деталь, что позволяет резко понизить градиенты температур в теле свариваемых деталей в направлении оси электродов.
Существенно также обеспечить условия, при которых вдавливание материала электродов в покрытие не приведет в процессе сварки к непосредственному металлическому контакту электродов и деталей.
Это достигается соответствующим подбором состава, грануляции компонентов и толщины покрытия.
Предмет изобретения
Способ точечной и роликовой сварки тугоплавких металлов, при котором между свариваемым металлом и электродом размещен разделительный элемент, отличающийся тем, что, с целью снижения градиента температур в теле свариваемых деталей по оси электродов и предотвращения приваривания электрода к металлу, в качестве разделительного элемента используют покрытие из дисилицида молибдена с добавками Zr2O2; Сг20з; W; Zr.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ, СПОСОБ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ЭТОГО УСТРОЙСТВА И ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ЭТИМ СПОСОБОМ СВАРКИ | 2007 |
|
RU2421313C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ КОНСТРУКЦИЙ | 2007 |
|
RU2357845C1 |
| Электрод для контактной сварки | 2018 |
|
RU2709878C1 |
| КОНСТРУКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МОЛИБДЕНА И/ИЛИ ВОЛЬФРАМА ИЛИ ИХ СПЛАВОВ С ЗАЩИТНЫМ ЖАРОСТОЙКИМ ПОКРЫТИЕМ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2018 |
|
RU2702254C1 |
| ЖАРОСТОЙКИЙ МАТЕРИАЛ | 2000 |
|
RU2178958C2 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ МЕДИ И МЕДНЫХ СПЛАВОВ | 2014 |
|
RU2558322C1 |
| Способ изготовления тепловоспринимающего элемента датчика теплового потока с поперечным градиентом температуры и устройство для его осуществления | 2023 |
|
RU2820954C1 |
| Способ контактной точечной сварки деталей разной толщины | 1990 |
|
SU1764892A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ (ВАРИАНТЫ) | 2007 |
|
RU2354518C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И СОЕДИНЕНИЕ ДВУХ ДЕТАЛЕЙ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2007 |
|
RU2441735C2 |