Изобретение относится к автоматическому управлению и предназначено для программного управления металлорежущими станками.
Целью изобретения является повы- шение чувствительности устройства к изменению полезной мощности резания при управлении скоростью главного привода в процессе металлообработки.
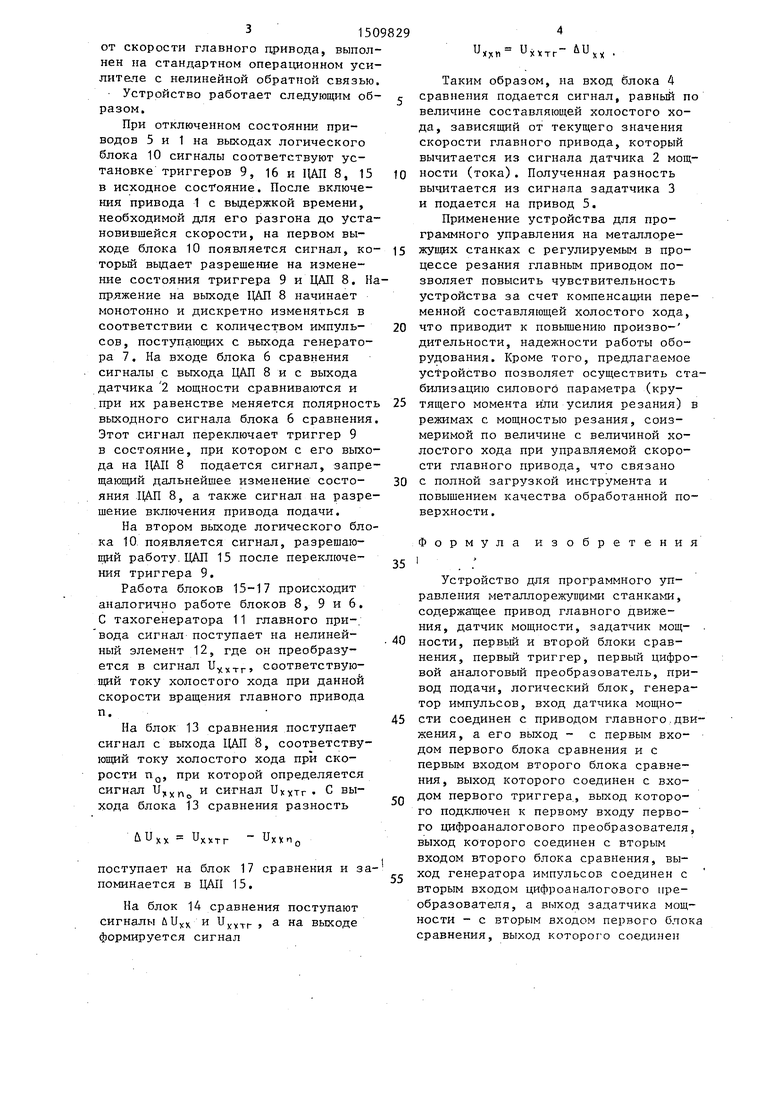
На чертеже дана структурная схема . устройства.;
Устройство содержит привод 1 главного движения, датчик 2 мощности, задатчик 3 мощности, блок 4 сравне- ния, привод 5 подачи, блок 6 сравнения, генератор 7 импульсов, цифроаналоговый преобразователь (ЦАП) 8, триггер 9, логический блок 10, тахогенератор 11 привода главного движения, нелинейный элемент 12, блок 13 сравнения, блок 14 сравнения, ЦАП 15, триггер 16, блок 17 сравнеIНИЯ..
Датчик 2 мощности представляет собой шунт в цепи якоря двигателя главного привода с усилителем и фильтром, задатчик 3 мощности - управляемый делитель напряжения (потенциометр) , логический блок 10 - стандартный ждущий мультивибратор. Нелинейный элемент 12, реализующий зависимость величины холостого хода
3150
от скорости главного привода, выполнен па стандартном операодонном усилителе с нелинейной обратной связью
Устройство работает следующим об- разом.
При отключенном состоянии приводов 5 и 1 на выходах логического блока 10 сигналы соответствуют установке триггеров 9, 16 и ПАП 8, 15 в исходное состояние. После включения привода 1 с вьщержкой времени, необходимой для его разгона до установившейся скорости, на первом выходе блока 10 появляется сигнал, ко- торый вьщает разрешение на изменение состояния триггера 9 и ЦАП 8. Напряжение на выходе ЦАП 8 начинает монотонно и дискретно изменяться в соответствии с количеством импуль- сов, поступающих с выхода генератора 7. На входе блока 6 сравнения сигналы с выхода ПДП 8 и с выхода датчика 2 мощности сравниваются и при их равенстве меняется полярность выходного сигнала блока 6 сравнения. Этот сигнал переключает триггер 9 в состояние, при котором с его выхода на ПАП 8 подается сигнал, запре- дальнейшее изменение состо- яния ЦАП 8, а также сигнал на разрешение включения привода подачи.
На втором выходе логического блока 10 появляется сигнал, разрешающий работу. ЦАП 15 после переключе- НИН триггера 9,
Работа блоков 15-17 происходит аналогично работе блоков 8, 9 и 6. С тахогенератора 11 главного при-, вода сигнал поступает на нелиней- ный элемент 12, где он преобразуется в сигнал U.j., соответствующий току холостого хода при данной скорости вращения главного привода п.
На блок 13 сравнения поступает сигнал с выхода ЦАП 8, соответствующий току холостого хода при скорости Пд, при которой определяется сигнал и,)(„ и сигнал UXXTT С выхода блока 13 сравнения разность
UU)(y и,схтг Uxxng
поступает на блок 17 сравнения и запоминается в ЦАП 15.
На блок 14 сравнения поступают сигналы uU и , а на выходе формируется сигнал
и
Uxxrr- ли,,
0 5 0 5 0
Q
5
Таким образом, на вход блока 4 сравнения подается сигнал, равный по величине составляющей холостого хода, зависящий от текущего значения скорости главного привода, который вычитается из сигнала датчика 2 мощности (тока). Полученная разность вычитается из сигнала задатчика 3 и подается на привод 5.
Применение устройства для программного управления на металлорежущих станках с регулируемым в процессе резания главным приводом позволяет повысить чувствительность устройства за счет компенсации переменной составляющей холостого хода, что приводит к повьшению произво- дительности, надежности работы оборудования. Кроме того, предлагаемое устройство позволяет осуществить стабилизацию силового параметра (крутящего момента или усилия резания) в режимах с мощностью резания, соизмеримой по величине с величиной холостого хода при управляемой скорости главного привода, что связано с полной загрузкой инструмента и повышением качества обработанной поверхности.
Формула изобретения
I
Устройство для программного управления металлорежупр ми станками, содержащее привод главного движения, датчик мощности, задатчик мощ- . ности, первьй и второй блоки сравнения, первый триггер, первый цифровой аналоговый преобразователь, привод подачи, логический блок, генератор импульсов, вход датчика мощности соединен с приводом главного.движения, а его выход - с первым входом первого блока сравнения и с первым входом второго блока сравнения, выход которого соединен с входом первого триггера, выход которого подключен к первому входу первого цифроаналогового преобразователя, выход которого соединен с вторым входом второго блока сравнения, выход генератора импульсов соединен с вторым входом цифроанапогового преобразователя, а выход задатчика мощности - с вторым входом первого блока сравнения, выход которог о соединен
с приводом подачи, первый вьгход логического блока соединен с третьим входом первого цифроаналогового преобразователя и .с первым входом первого триггера, отличающееся тем, что, с целью повьппения чувствительности устройства к изменению полезной мощности резания путем компенсации переменной составляющей мощности холостого хода при управлении скоростью главного движения в процессе металлообработки, введены тахогенератор, нелинейный элемент, третий, четвертый и пятьй блоки сравнения, второй триггер и второй цифроаналоговый преобразователь, причем выход тахогенератора соединен через нелинейный элемент с первым входом третьего блока сравнения, второй вход которого соединен с выходом первого цифроаналогового
преобразователя, а выход - с первым входом четвертого блока сравнения, второй вход которого соединен с выходом второго цифроаналогового преобразователя, а выход - с первым входом второго триггера, второй вход которого соединен с вторым выходом логического блока, выход - с первым
входом второго цифроаналогового преобразователя, вход которого соединен с выходом генератора импульсов, а третий вход - с выходом второго триггера, первый вход пятого блока
сравнения соединен с выходом нелинейного блока,.второй вход - с выходом второго цифроаналогового преобразователя, а выход - с третьим входом первого блока сравнения, первый
вход логического блока - с выходом первого триггера, а второй вход - с входом устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления металлорежущими станками | 1977 |
|
SU641405A1 |
| Устройство для адаптивного управления станком | 1987 |
|
SU1618584A1 |
| Устройство программного управления металлорежущими станками | 1984 |
|
SU1165671A1 |
| Способ управления резанием | 1990 |
|
SU1796412A1 |
| Устройство программного управления металлорежущими станками | 1985 |
|
SU1259215A1 |
| Устройство для управления дроблением стружки на токарных станках с программным управлением | 1983 |
|
SU1111132A1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ СОСТОЯНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА НА СТАНКЕ С ЧПУ | 1991 |
|
RU2030981C1 |
| УСТРСЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ ' | 1979 |
|
SU826281A2 |
| Способ получения активированного угля | 1992 |
|
SU1838235A3 |
| Устройство для управления шлифовальным станком | 1984 |
|
SU1223207A1 |

Изобретение относится к автоматическому управлению. Цель изобретения - повышение чувствительности устройства к изменению полезной мощности резания путем компенсации переменной составляющей мощности холостого хода при управлении скоростью главного движения в процессе металлообработки. Для этого устройство содержит тахогенератор, нелинейный элемент, блок сравнения, цифроаналоговые преобразователи и триггер. Предлагаемое устройство позволяет осуществить стабилизацию силового параметра (крутящего момента или усилия резания) в режимах с мощностью резания, соизмеримой по величине с величиной холостого хода при управляемой скорости главного привода, что связано с полной загрузкой инструмента и повышением качества обработанной поверхности. 1 ил.
Редактор С.Пекарь
Составитель И.Швец
Техред Л.Сердюкова Корректор О.Кравцова
Заказ 5809/43
Тираж 788
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Материалы семинара Автоматическое управление и оптимизация технологических процессов | |||
| Л.: ЛДНТП, 1975 | |||
| Устройство для программного управления металлорежущими станками | 1977 |
|
SU641405A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
