Изобретение относится к станкостроению и предназначено для использования в станках с системами адаптивного управления, включающих в себя измерение мощности, потребляемой приводом в процессе обработки..
Цель изобретения - повышение точности за счет компенсации мощности холостого хода привода главного движения.
Сущность изобретения заключается в том, что в процессе цикла обработки непрерывно сравнивают текущее значение мощности, потребляемой двигателем привода главного движения, с предварительно записанным в блоке компенсации значением мощности холостого хода и при снижении потребляемой мощности ниже записанного выдают сигнал разрешения записи нового значения в блок компенсации.
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - временные диаграммы выходных сигналов блоков.
Устройство содержит привод 1 главного движения, датчик 2 мощности, сумматор 3, задатчик 4 мощности, элемент 5 сравнения , привод 6 подачи, блок 7 компенсации, блок 8 управления. Блок компенсации содержит генератор 9, счетчик 10, цифроаналоговый преобразователь(ЦАП) 11. Сумматор выполнен на операционном усилителе (ОУ) 12, резисторах 13-15 (Rex, Roc, RH). стабилитроне 16, диодах 17 и 18.
Устройство работает следующим образом.
При отключенном состоянии приводов 1 и 6 выходной сигнал Ui блока управления 8 равен логическому О. При этом ЦАП 11 находится в начальном состоянии, характеризуемом тем, что формируемый преобразователем ток цап максимален по величине и противоположен по направлению току м (Триггеры счетчика 10 находятся в состоянии логической 1). Поэтому выходной сигел
с
о
00
ел
00
N
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК
(19)
SU.,.. 1618584 А1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения активированного угля | 1992 |
|
SU1838235A3 |
| Устройство для струйной промывки деталей | 1991 |
|
SU1838001A3 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для программного управления металлорежущими станками | 1987 |
|
SU1509829A1 |
| Устройство для управления дроблением стружки на токарных станках с программным управлением | 1983 |
|
SU1111132A1 |
| Способ определения силы резания | 1991 |
|
SU1814975A1 |
| Адаптивный регулятор компенсатора реактивной мощности | 1989 |
|
SU1647764A1 |
| УСТРОЙСТВО АДАПТИВНОГО УПРАВЛЕНИЯ СТАНКОМ | 2015 |
|
RU2594049C1 |
| Устройство для регулирования компенсатора реактивной мощности | 1986 |
|
SU1372466A1 |
| Способ управления резанием | 1990 |
|
SU1796412A1 |
Изобретение относится к станкостроению и предназначено для станков с адаптивным управлением подачей по мощности резания. Целью изобретения является повышение точности за счет новых связей в устройстве, обеспечивающем режим автоматической компенсации изменения мощности холостого хода (МХх) в процессе цикла обработки. Устройство содержит блок компенсации Мхх, в который перед началом обработки записывается значением Мхх с датчика Мхх. В процессе обработки текущее значение мощности резания и значение МХх сравниваются сумматором и при достижении текущего значения мощности значения, меньшего Мхх, сигнал на входе схемы компенсации изменяет знак, что приводит к записи нового значения Мхх. Компенсация происходит в моменты выхода инструмента из контакта с заготовкой независимо от наличия внешнего управляющего сигнала. 1 з.п.ф-лы, 2 ил.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
1
(21)4230823/08
(22) 14.04.87
(46) 07.01.91.Бюл. Ms 1
(72)А.С, Балобанов
(53)621.9.06-229(088.8)
(56) Патент США № 3.626.262,
кл. B23Q 15/00, 1971.
(54)УСТРОЙСТВО ДЛЯ АДАПТИВНОГО УПРАВЛЕНИЯ СТАНКОМ (57) Изобретение относится к станкостроению и предназначено для станков с адаптивным управлением подачей по мощности резания. Целью изобретения является повышение точности за счет новых связей в устройстве, обеспечивающем режим автоИзобретение относится к станкостроению и предназначено для использования в станках с системами адаптивного управления, включающих в себя измерение мощности, потребляемой приводом в процессе обработки.
Цель изобретения - повышение точности за счет компенсации мощности холостого хода привода главного движения.
Сущность изобретения заключается в том, что в процессе цикла обработки непрерывно сравнивают текущее значение мощности, потребляемой двигателем привода главного движения, с предварительно записанным в блоке компенсации значением мощности холостого хода и при снижении потребляемой мощности ниже записанного выдают сигнал разрешения записи нового значения в блок компенсации.
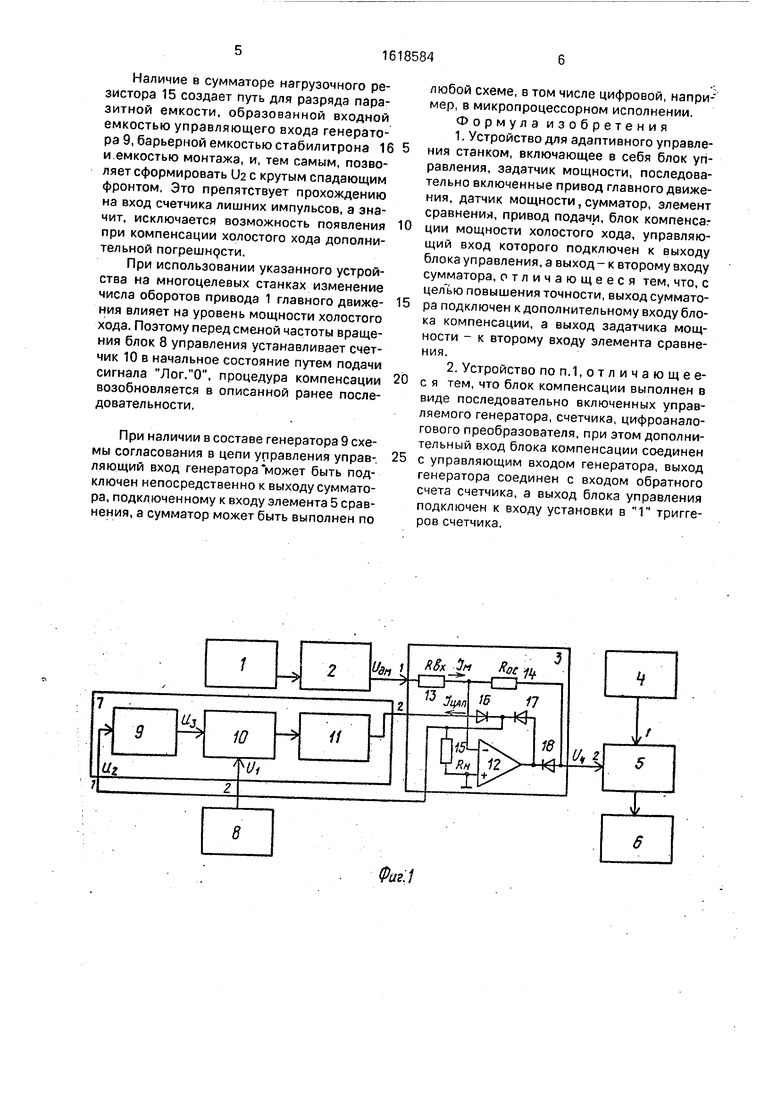
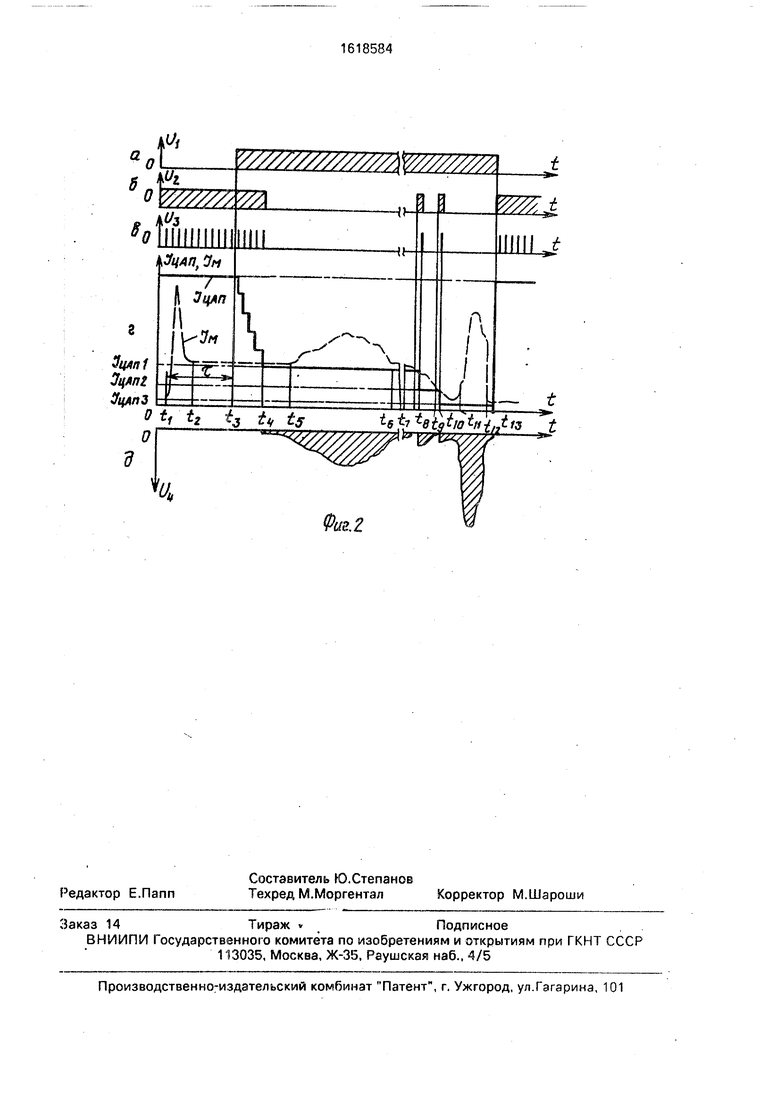
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - временные диаграммы выходных сигналов блоков.
(51)5 В 23 Q 15/00
КЕСОЮШ
ЯШШ-ШМВШ
Е.-.А
матической компенсации изменения мощности холостого хода (МХх) в процессе цикла обработки. Устройство содержит блок компенсации Мхх, в который перед началом обработки записывается значением МХх с датчика МХх. В процессе обработки текущее значение мощности резания и значение МХх сравниваются сумматором и при достижении текущего значения мощности значения, меньшего Мхх, сигнал на входе схемы компенсации изменяет знак, что приводит к записи нового значения Мхх. Компенсация происходит в моменты выхода инструмента из контакта с заготовкой независимо от наличия внешнего управляющего сигнала. 1 з.п.ф-лы, 2 ил.
Устройство содержит привод 1 главного движения, датчик 2 мощности, сумматор 3, задатчик 4 мощности, элемент 5 сравнения, привод 6 подачи, блок 7 компенсации, блок 8 управления. Блок компенсации содержит генератор 9, счетчик 10, цифроаналоговый преобразователь(ЦАП) 11. Сумматор выполнен на операционном усилителе (ОУ) 12, резисторах 13-15 (Rex. Roc, RH), стабилитроне 16, диодах 17 и 18.
Устройство работает следующим образом.
При отключенном состоянии приводов 1 и 6 выходной сигнал Ui блока управления 8 равен логическому О. При этом ЦАП 11 находится в начальном состоянии, характеризуемом тем, что формируемый преобразователем ток цап максимален по величине и противоположен по направлению току м (Триггеры счетчика 10 находятся в состоянии логической 1). Поэтому выходной сиг
нал U2, выделяющийся на нагрузочном резисторе 15 сумматора 3, равен логической 1 и его напряжение определяется напряжением стабилизации стабилитрона 16, выбираемого из условия обеспечения требу- емого уровня напряжения логической 1. При этом диод 18 заперт выходным напряжением ОУ 12, в силу чего на второй вход элемента 5 сравнения поступает напряжение U4 0. Импульсы с генератора 9 Уз поступают на счетный вход счетчика 10, но последний не изменяет своего состояния, так как блокирован логическим О блока 8 управления.
После нажатия на кнопку Пуск срабатывают магнитные пускатели (не показаны), в результате чего включаются приводы 1 и 6 (момент ti, фиг. 2, произведен пуск шпиндельного двигателя, что проявилось на временной диаграмме 1м характерным всплеском).
В момент t2 сигнал датчика 2 достигает своего установившегося значения (это можно наблюдать и на диаграмме тока 1М, пропорционального мощности холостого хода. С задержкой г (з - ti) (и -ti) по отношению к произведенному пуску блок 8 управления (фиг. 2) выдает на второй вход блока 7 компенсации сигнал Лог. 1, вследствие чего из-за поступающих с генератора 9 импульсов на реверсивный вход счетчика 10 выходной ток цап начинает дискретно уменьшатся по абсолютной величине до тех пор, пока не станет меньше тока м (фиг, 2, момент т.4). Как только это произойдет, выходное напряжение ОУ 12 уменьшится и станет отрицательным. При этом величина ilUl (I цап - I IM I) Roc 0, так как при практической реализации квант тока цап имеет весьма малую величину, вследствие чего разность (I цап I - Им I ) также пренебрежимо мала. А так как из-за смены полярности выходного напряжения ОУ 12 диод 17 оказывается запертым, то U2 становится равным логическому О, из-за чего генера- дия импульсов прекращается, следовательно, прекращается и дальнейшее уменьшение тока цап. На этом операция компенсации мощности холостого хода завершается.
В момент ts инструмент, совершивший перемещение посредством привода подачи, достигает поверхности обрабатываемой заготовки и врезается в нее. Вследствие этого выходной сигнал датчика 2 мощ- ности увеличивается на величину, пропорциональную мощности резания, что в ызо- Ei6T и приращение тока IM- В результате на еторой вход элемента 5 сравнения будет
поступать напряжение,пропорциональное мощности резания и равное
I U4 I - 1цап1 - IM I Roc I 1цап1 . р
р I .
Коэффициент усиления выделенного таким образом полезного сигала U4 мощности реп
зания определяется выражением К -р.
Квх
В момент te контакт инструмента с заготовкой прекращается: возникает состояние холостого хода привода шпинделя, которое продолжается в данном случае до момента tn.
Если в интервале времени, начиная отт.6 и кончая tn, выходной сигнал идм датчика 2 мощности уменьшится (например, или из-за прогрева масла в редукторе шпинделя, или
из-за приработки его шестерен), то это проявится и в уменьшении тока IM. А как только 1м становится меньше по абсолютной величине компенсирующего тока цап, ОУ 12 изменяет свое выходное напряжение,
формируя тем самым на управляющем входе генератора 9 логическую 1. Импульсы с выхода генератора 9 поступают на вход счетчика 10, уменьшают относительное значение кода на выходе счетчика, дискретно уменьшая тем самым и ток 1цап. Как и при первоначальной компенсации, уменьшение тока 1Цап прекращается, как только он станет по абсолютной величине меньше тока 1М. В данном примере указанный автоматический учет дрейфа мощности холостого хода производился дважды: один раз в интервале (t - ts), другой раз в интервале (tg - tto). При этом и в первом и во втором случае потребовалось прохождение на вход вычитающего счетчика по одному импульсу (фиг. 2, моменты te, tio).
Таким образом, при очередном вреза- нии инструмента в заготовку (момент tn) будет иметь место новое значение компенсирующего тока 1цап 1цапЗ. При этом выходЦцм ,
ной сигнал LMI 11цапЗ
RE
-I Roc. Скомпенсированная погрешность A LU, в результате наличия которой на интервале (tn - tia) мог бы измениться полезный сигнал Уз мощности резания, равна
ДЦ (1цап1 - цапз) Кос.
В момент ti2 контакт инструмента с заготовкой вновь прекращается и опять возникает состояние холостого хода.
В момент ti3 работа завершается, на выходе управления блока 8 появляется логический О, в результате чего ЦАП 11 возвращается в исходное состояние.
Наличие в сумматоре нагрузочного резистора 15 создает путь для разряда паразитной емкости, образованной входной емкостью управляющего входа генератора 9, барьерной емкостью стабилитрона 16 и.емкостью монтажа, и, тем самым, позволяет сформировать IJ2 с крутым спадающим фронтом. Это препятствует прохождению на вход счетчика лишних импульсов, а значит, исключается возможность появления при компенсации холостого хода дополнительной погрешности.
При использовании указанного устройства на многоцелевых станках изменение числа оборотов привода 1 главного движе- ния влияет на уровень мощности холостого хода. Поэтому перед смелой частоты вращения блок 8 управления устанавливает счетчик 10 в начальное состояние путем подачи сигнала Лог.0, процедура компенсации возобновляется в описанной ранее последовательности.
При наличии в составе генератора 9 схемы согласования в цепи управления управляющий вход генератора может быть подключен непосредственно к выходу сумматора, подключенному к входу элемента 5 сравнения, а сумматор может быть выполнен по
5 0
5 0
5
любой схеме, в том числе цифровой, напри- мер,в микропроцессорном исполнении. Формула изобретения
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
