Изобретение относится к обработке металлов давлением, в частности к способам формования тонкостенных изделий из нержавеющей стали.
Цель изобретения повышение геометрической точности изделий.
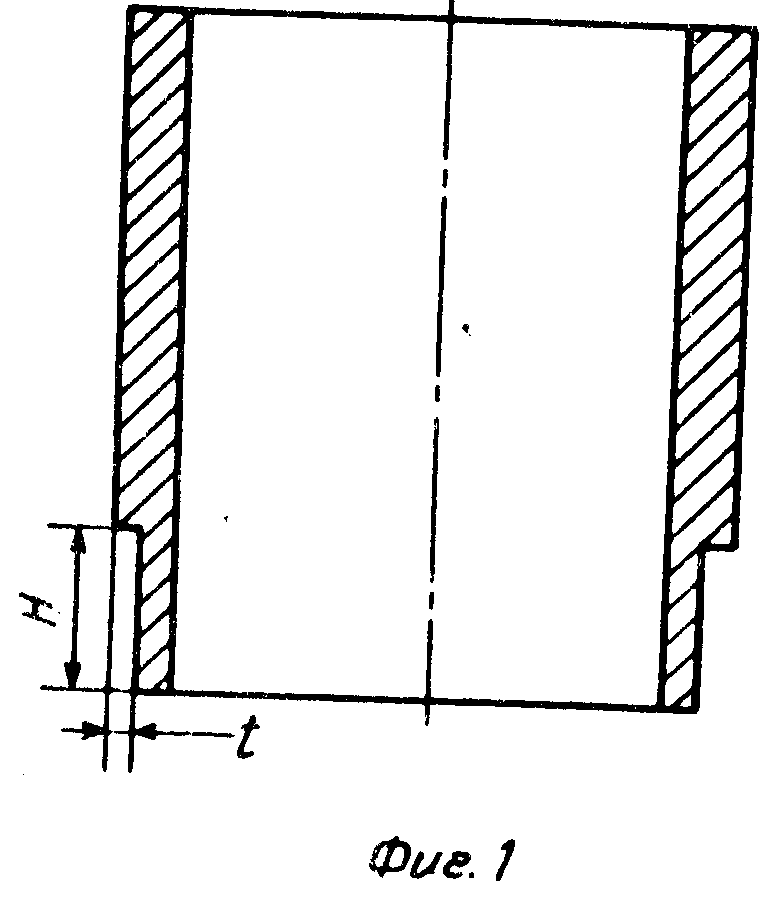
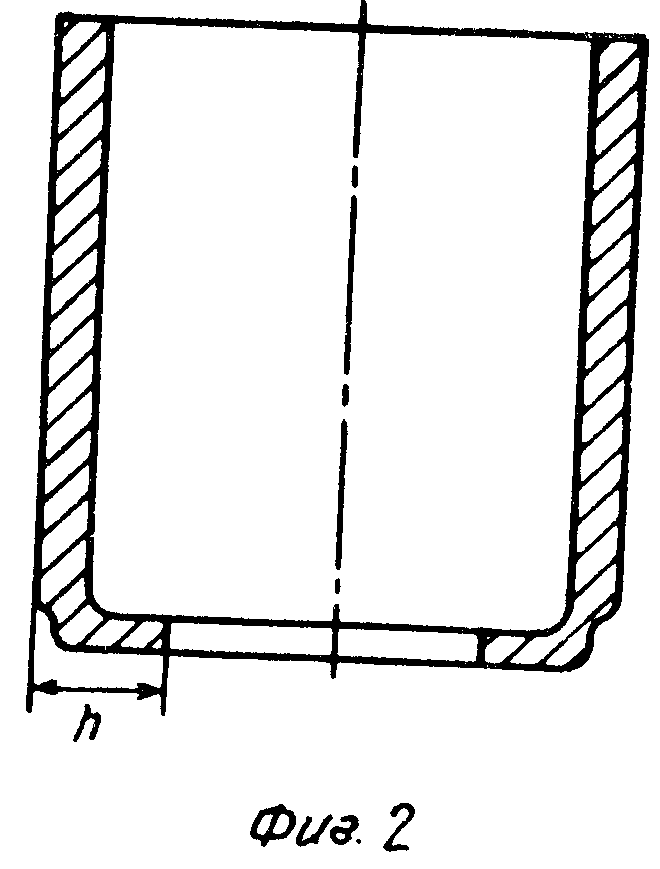
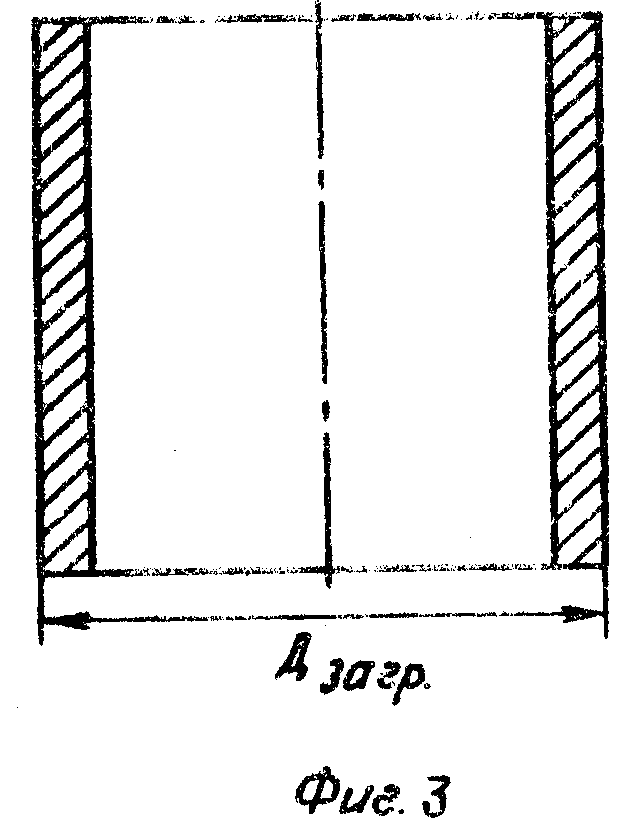
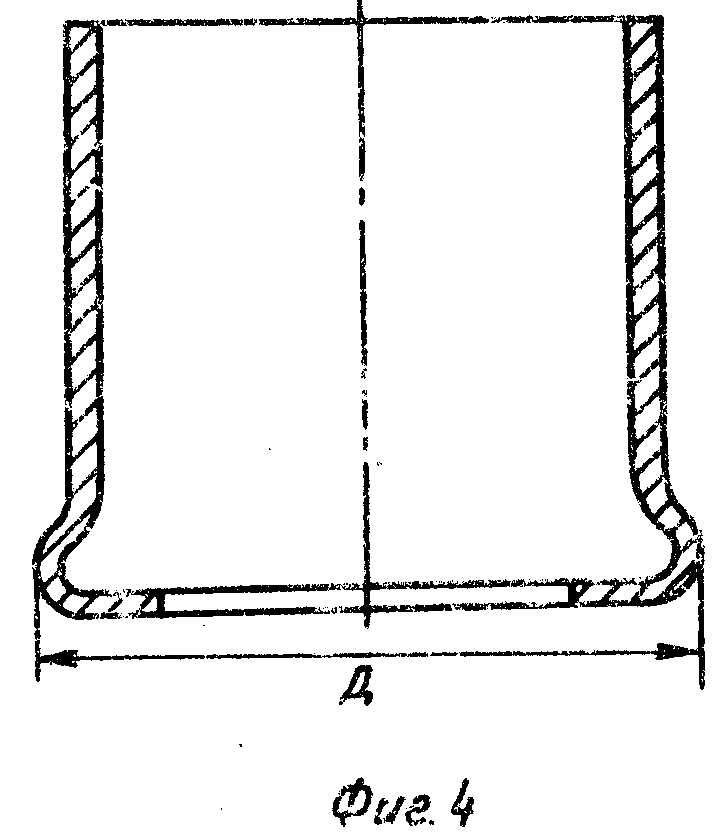
На фиг. 1 показана формуемая заготовка; на фиг. 2 полученное изделие; на фиг. 3 заготовка для пробного экземпляра изделия; на фиг. 4 пробный экземпляр.
Способ содержит уточнение цилиндрической заготовки по наружному диаметру на величину t по высоте Н и закатку утоненной кромки. Величины Н и t рассчитываются из следующих соотношений:
0,9 ≅ t ≅ 1,1
≅ t ≅ 1,1
H= (1-1,2)h где D наружный диаметр изделия в зоне закатанной кромки, полученного без уточнения стенки заготовки (пробный экземпляр изделия);
Dзаг наружный диаметр заготовки;
h ширина закатанной кромки.
При величине t, превышающей значе- ния  1,1
1,1 образуются гофрированные складки при закатке, неустранимые при последующей обработке. При ве- личине t, меньшей значения
образуются гофрированные складки при закатке, неустранимые при последующей обработке. При ве- личине t, меньшей значения  0,9
0,9 снижается точность полученных изделий, с выходом его размерных характеристик за пределы установленного допуска (0,05 мм). При высоте Н, на которую утоняют заготовку выше максимально допустимого значения 1,2h и ниже минимального допустимого значения h также резко возрастает количество изделий с размерными характеристиками, выходящими за пределы установленного допуска. При осуществлении утонения заготовки не по наружному, а по внутреннему диаметру, наблюдается увеличение наружного диаметра изделия в зоне закатанной кромки у всех изделий.
снижается точность полученных изделий, с выходом его размерных характеристик за пределы установленного допуска (0,05 мм). При высоте Н, на которую утоняют заготовку выше максимально допустимого значения 1,2h и ниже минимального допустимого значения h также резко возрастает количество изделий с размерными характеристиками, выходящими за пределы установленного допуска. При осуществлении утонения заготовки не по наружному, а по внутреннему диаметру, наблюдается увеличение наружного диаметра изделия в зоне закатанной кромки у всех изделий.
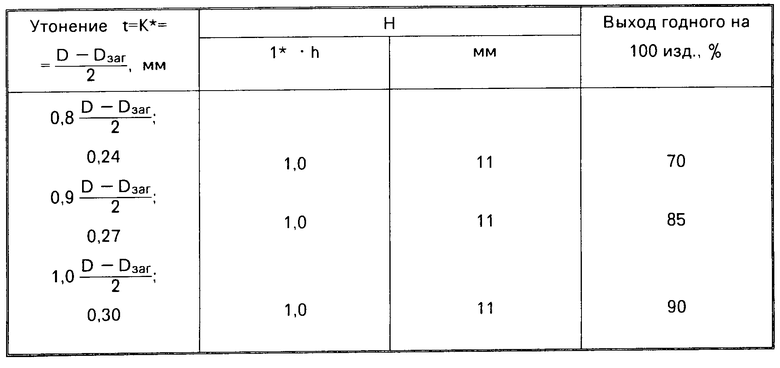
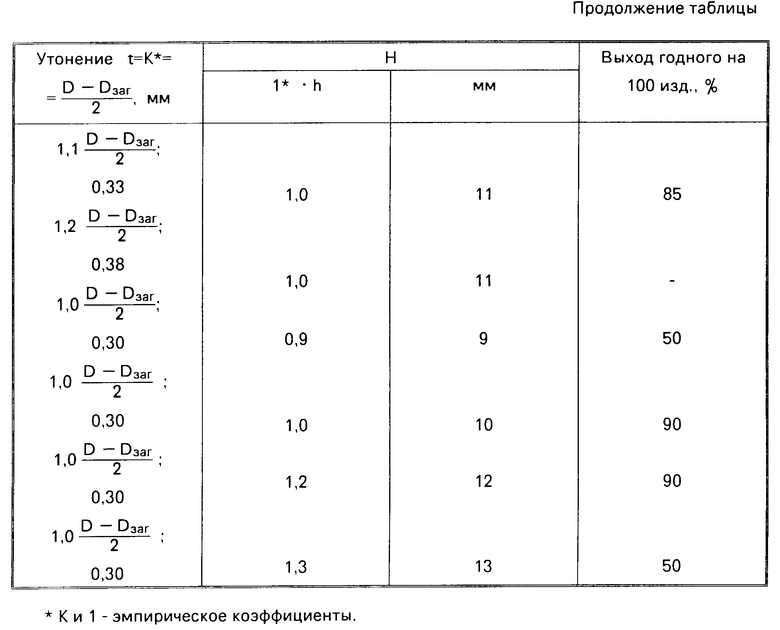
П р и м е р выполнения способа. Проводят формование цилиндрических изделий из нержавеющей стали типа стакан из заготовок с толщиной стенки 1 мм. Для определения величины утонения t используют цилиндрические заготовки без утонения. После формования наружный диаметр изделия в зоне закатанной кромки увеличивается на величину (D-Dизд)=0,6 мм. Таким образом толщина t, на которую утоняют наружный диаметр заготовки оказывается равной t  0,3 мм. Шири- на закатанной кромки h по чертежу изделия составляет 10 мм, оптимальное значение высоты Н, на которую утоняют заготовку, определенная экспериментальным путем, составляет 11 мм. Были изготовлены изделия с оптимальными значениями величины t и Н и выходящими за эти пределы.
0,3 мм. Шири- на закатанной кромки h по чертежу изделия составляет 10 мм, оптимальное значение высоты Н, на которую утоняют заготовку, определенная экспериментальным путем, составляет 11 мм. Были изготовлены изделия с оптимальными значениями величины t и Н и выходящими за эти пределы.
Данные сведены в таблицу.
Использование данного способа позволяет повысить выход годных изделий за счет увеличения количества изделия с изменением наружного диаметра в месте закатки в пределах допуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| ВОГНУТАЯ ТОРЦЕВАЯ КРЫШКА БАНКИ | 2017 |
|
RU2731858C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННОЙ КРУПНОГАБАРИТНОЙ ОБОЛОЧКИ ОЖИВАЛЬНОЙ ФОРМЫ ИЗ МАТЕРИАЛОВ С ИНТЕНСИВНЫМ УПРОЧНЕНИЕМ | 2013 |
|
RU2550477C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
| СПОСОБ КАЛИБРОВКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2255991C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЭЛЕМЕНТОВ ИЗ МАТЕРИАЛА МЕТАЛЛОРЕЗИНЫ И ПРЕСС-ФОРМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2582169C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |
| Способ изготовления баллонов высокого давления | 2018 |
|
RU2699701C1 |
| Способ производства электросварных труб на непрерывных станах | 1983 |
|
SU1136864A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288057C1 |
Изобретение относится к обработке металлов давлением, в частности к способам формования тонкостенных изделий из нержавеющей стали. Цель изобретения повышение геометрической точности изделий. Способ включает утонение цилиндрической заготовки по наружному диаметру на величину t по высоте H и закатку утоненной кромки. Величина H и t рассчитываются из следующих соотношений: 0,9((D-Dзаг)/2) ≅ t ≅ 1,1((D-Dзаг)/2)H = (1-1,2)h, где D наружный диаметр пробного экземпляра изделия в зоне закатанной кромки, полученного без уточнения стенки заготовки; Dзаг наружный диаметр заготовки; h ширина закатанной кромки. Способ позволяет повысить выход годных изделий за счет увеличения количества изделий с изменением наружного диаметра в месте закатки в пределах допуска. 4 ил.
СПОСОБ ФОРМОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ТОНКОСТЕННЫХ, включающий закатку кромки цилиндрической заготовки, отличающийся тем, что, с целью повышения геометрической точности изделий, предварительно формуют пробный экземпляр изделия, по которому определяют его наружный диаметр D в зоне закатанной кромки, а затем перед закаткой заготовки утоняют по наружному диаметру изделия на толщину t, определяемую из соотношения:
и на высоту Н (1 1,2),
где D наружный диаметр заготовки;
h ширина закатанной кромки.
| Способ формовки цилиндрических заготовок | 1974 |
|
SU475189A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
