Изобретение относится к обработке металлов давлением, в частности к способу изготовления толстостенной крупногабаритной оболочки оживальной формы выдавливанием обкаткой без преднамеренного утонения из листовой заготовки.
Известен способ изготовления толстостенных оживальных деталей путем многопереходной давильной обработки всей заготовки на нескольких оправках с постепенным приближением профиля полуфабриката к требуемому профилю детали (М.А. Гредитор «Давильные работы и ротационное выдавливание» М., Машиностроение, 1971 г., стр.22-23, 27), включая межоперационный отпуск остаточного напряжения полуфабриката между переходами.
Недостатком данного способа является длительный и дорогостоящий процесс подготовки производства, в т.ч. изготовление нескольких оправках. Кроме того, процесс расчета профилей промежуточных оправок не имеет расчетной методики, что приводит на практике к переточке готовых оправок в процессе внедрения деталей, а в серии дает различное качество готовых деталей в плане точности геометрических размеров и может приводить к разрывам или короблению фланца.
Техническим результатом, на достижение которого направлено данное изобретение, является изготовление толстостенной крупногабаритной оболочки оживальной формы из материалов с интенсивным упрочнением, не зависящее от профиля детали, используемое при достаточно больших величинах деформации на одной оправке. Способ значительно увеличивает эффективность внедрения новых изделий и серийного производства деталей, а также позволяет осуществить расчет промежуточных операций.
Данный технический результат достигается с помощью способа изготовления толстостенной крупногабаритной оболочки оживальной формы из материалов с интенсивным упрочнением, включающий выдавливание листовой заготовки без преднамеренного утонения на вращающейся оправке давильным инструментом, установленным с зазором относительно оправки, за несколько проходов инструмента обкаткой по одной оправке, с промежуточными отжигами. Давильную обработку оболочки выполняют, используя одну оправку для получения окончательного профиля оболочки, причем за первый проход осуществляют обкатку заготовки по оправке, имеющей полный профиль конечной оболочки с расчетным зазором Zp до высоты h1 полуфабриката, с получением части профиля конечной оболочки, а за последующие проходы производят обкатку полученной части профиля с зазорами Zo>Zp и Zp до следующей высоты hi с отводом давильного инструмента, при этом количество проходов, необходимое для предварительного оптимального разбиения высоты получаемого обкаткой профиля оболочки, рассчитывают по формуле
n=H/h1,
где
H - общая высота оболочки, мм;
h1<hкр1 - высота детали, выбираемая для обкатки за 1-й проход, мм;
hкр1=H/(kвыт×k1) - первая критическая высота обкатки детали, мм;
kвыт=Dзаг/d, где Dзаг - больший диаметр заготовки, мм; d - малый диаметр детали, мм;
hi=H/N,
где N - количество проходов, полученное округлением n до большего целого;
hi - высота профиля i-го прохода, мм;
1≤k1≤1,2 - числовой коэффициент для материалов с σВ/σО2=0,75;
σВ, σО2 - табличные характеристики механических свойств материалов.
Перед изготовлением детали производится расчет критических высот обработки, количество установок, требующееся для изготовления конкретной детали, и оптимальный выбор деформации для получения профиля полуфабриката для каждого постанова в соответствии с их количеством с целью разбить величину общей деформации на части. Так как при проходе от донышка к фланцу обкатываемой детали в процессе обработки напряжение не должно превышать предела текучести, то теоретическая величина предельного коэффициента вытяжки определяется по формуле
kвыт=Dзаг/d,
где Dзаг - больший диаметр заготовки, мм;
d - малый диаметр детали, мм.
Далее выбираем допустимую величину высоты профиля h1<hкp1 на первой установке в зависимости от hкp1:
hкp1=H/(kвыт×k1),
где Н - общая высота детали, мм.
За первую установку производится обкатка части профиля с расчетным зазором Zp на высоту h1 профиля оболочки без потери устойчивости формы фланца и отвод инструмента от полуфабриката. После каждой обработки производится снятие остаточного напряжения промежуточным отжигом полуфабриката для восстановления пластических свойств металла. Минимальное количество установок определяем по формуле
n=H/h1,
путем округления n до большего целого получаем количество установок N и определяем максимальную высоту профиля на i-й установке:
hi=H/N.
За следующую (i-ю) установку производится проход вдоль полученной части профиля с зазором Zo>Zp и обкатка без преднамеренного утонения с зазором Zp на высоту hi профиля оболочки, что обеспечивает процесс деформации без складкообразования и коробления заготовки. На последнем проходе производится обкатка оставшейся части профиля оболочки из полуфабриката.
Способ поясняется чертежом. На чертеже показана схема обкатки без преднамеренного утонения из листовой заготовки.
Процесс изготовления оболочки по предлагаемому способу легко контролируется и поддается коррекции посредством изменения зазоров в ходе обработки или уменьшением hi в случае необходимости, в частности, для этого на практике выбирали hi>hi+1. Способ позволяет экономить дорогостоящую оснастку за счет использования одной оправы и гибко варьировать величины деформации на промежуточных операциях с целью получения стабильного процесса обкатки без брака при повышении точности геометрических размеров и улучшении прочности полуфабрикатов, а также избежать переточку готовых оправ для изготовления ранее внедренных серийных изделий при изменении механических свойств материала оболочки.
Пример осуществления способа
Заготовку из стали 12Х18Н10Т-Ш толщиной 12 мм в форме диска закрепляют на торце оправки. Устанавливают два давильных инструмента с радиусом рабочей поверхности 150 мм с зазором относительно оправки, диаметрально противоположно.
Параметры новой детали имеют угол образующей к оси вращения от 90° до 32°:
Dзаг=1150 мм, d=507 мм, H=197 мм, k1=1.
Вычисляем kвыт=Dзаг/d=2,27 и
hкр1=H/(kвыт×k1)=197/2,27×1=86,78 мм и при h1=80 мм < hкр1
n=H/h1=2,46 и принимаем количество установок N=3
H-h1=197-80=117 мм
hi=H/N=197/3=66 мм
Из расчета видно, что раскатка будет проходить за 3 установки. В соответствии с этим за первую установку обкатывалась часть профиля до h1=80 мм, а за следующие две обкатывались примерно равные части профиля, меньшие hкр1, величины деформации по предложенному принципу hi>hi+1 делят оставшуюся высоту профиля оболочки 117 мм по h2=60 мм и h3=57 мм соответственно. Процесс обкатки первой оболочки проходил устойчиво и не потребовал уточнения hi. Полученные оболочки отвечали требованиям точности к профилю и качеству внутренней и внешней поверхности, разрывов по основному материалу и фланцу не наблюдалось.
Таким образом, получили толстостенную крупногабаритную оболочку оживальной формы с высокой степенью точности геометрических размеров, лучшего качества поверхности со значительным сокращением и удешевлением цикла подготовки производства, а также с сокращенным циклом изготовления самой оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПАРТИЙ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И НЕРЖАВЕЮЩИХ СТАЛЕЙ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ ОДНО ИЛИ НЕСКОЛЬКО ПЕРЕХОДНОЙ ОБРАБОТКОЙ ЛИСТОВОЙ ЗАГОТОВКИ | 2010 |
|
RU2454288C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ИЗ ПАРТИИ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И НЕРЖАВЕЮЩИХ СТАЛЕЙ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ ОДНО ИЛИ НЕСКОЛЬКО ПЕРЕХОДНОЙ ОБРАБОТКОЙ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2380184C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЖИВАЛЬНОЙ ОБОЛОЧКИ СО ЗНАЧИТЕЛЬНЫМ ПЕРЕПАДОМ ПРОФИЛЯ ОБЖАТИЕМ ЗА ОДИН ИЛИ НЕСКОЛЬКО ПРОХОДОВ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ | 2009 |
|
RU2434704C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОЖИВАЛЬНЫХ И КОНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465976C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КРУПНОГАБАРИТНЫХ НЕЖЕСТКИХ ОЖИВАЛЬНЫХ ОБОЛОЧЕК СОПЕЛ ЖИДКОСТНЫХ РАКЕТНЫХ ДВИГАТЕЛЕЙ (ЖРД) | 2012 |
|
RU2518214C2 |
| Способ изготовления полых изделий | 2015 |
|
RU2684332C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ НЕСИММЕТРИЧНЫХ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ С ФЛАНЦЕМ | 2011 |
|
RU2471585C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ | 2011 |
|
RU2490085C1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
Изобретение относится к обработке металлов давлением, в частности к способу изготовления толстостенной крупногабаритной оболочки оживальной формы выдавливанием обкаткой без преднамеренного утонения из листовой заготовки. Используя одну оправку для получения окончательного профиля оболочки, за первый проход осуществляют обкатку заготовки по оправке, имеющей полный профиль конечной оболочки, с расчетным зазором до определенной высоты полуфабриката и получением части профиля конечной оболочки. На последующих проходах производят обкатку полученной части профиля с расчетным зазором или с зазором, превышающим расчетный зазор до следующей высоты. При этом количество проходов, необходимое для предварительного оптимального разбивания высоты получаемого обкаткой профиля оболочки, предварительно рассчитывают. Повышается точность геометрических размеров оболочки и улучшается качество поверхности. 1 ил.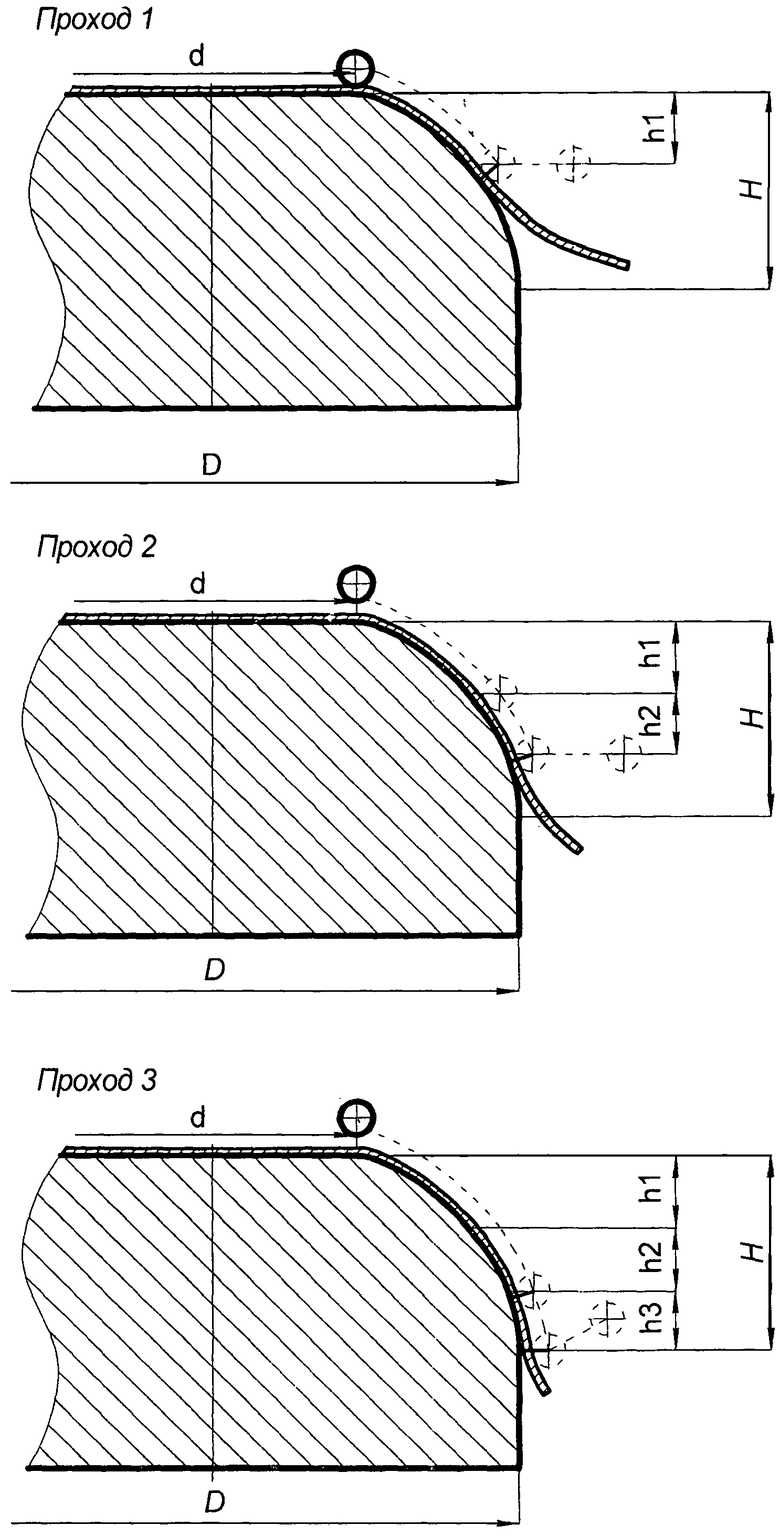
Способ изготовления толстостенной крупногабаритной оболочки оживальной формы из материалов с интенсивным упрочнением, включающий выдавливание листовой заготовки без преднамеренного утонения на вращающейся оправке давильным инструментом, установленным с зазором относительно оправки, за несколько проходов обкаткой с промежуточными отжигами, отличающийся тем, что используют одну оправку для получения окончательного профиля оболочки, причем за первый проход осуществляют обкатку заготовки с расчетным зазором Zp до высоты h1 полуфабриката, с получением части профиля конечной оболочки, а за последующие проходы производят обкатку полученной части профиля с зазорами Zo>Zp и Zp до следующей высоты hi с отводом давильного инструмента, при этом количество проходов, необходимое для предварительного оптимального разбивания высоты получаемого обкаткой профиля оболочки, рассчитывают по формуле
n=H/h1,
где
H - общая высота оболочки, мм;
h1<hкр1 - высота детали, выбираемая для обкатки за 1-й проход, мм,
причем
hкр1=Н/(kвыт×k1) - первая критическая высота обкатки детали, мм;
kвыт - коффициент вытяжки, равный Dзаг/d,
hi=H/N,
1≤k1≤1,2 - числовой коэффициент для материалов с σВ/σ02 =0,75;
где
kвыт - предельный коэффициент вытяжки;
d - меньший диаметр детали, мм;
Dзаг - больший диаметр заготовки, мм;
N - количество проходов, полученное округлением n до большего целого;
hi - высота профиля i-го прохода, мм;
σВ, σ02 - табличные характеристики механических свойств материалов.
| ГРЕДИТОР М.А | |||
| "Давильные работы и ротационное выдавливание", М., Машиностроение, 1971, с.с.22,23,27 | |||
| СПОСОБ ПОЛУЧЕНИЯ ОЖИВАЛЬНОЙ ОБОЛОЧКИ СО ЗНАЧИТЕЛЬНЫМ ПЕРЕПАДОМ ПРОФИЛЯ ОБЖАТИЕМ ЗА ОДИН ИЛИ НЕСКОЛЬКО ПРОХОДОВ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ | 2009 |
|
RU2434704C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ | 2003 |
|
RU2255827C1 |
| US 4055976 A, 01.11.1977 | |||

