Изобретение относится к прокатному производству, в частности к. адъюстажному оборудованию.
Цель изобретения - повьппение качества полосы.
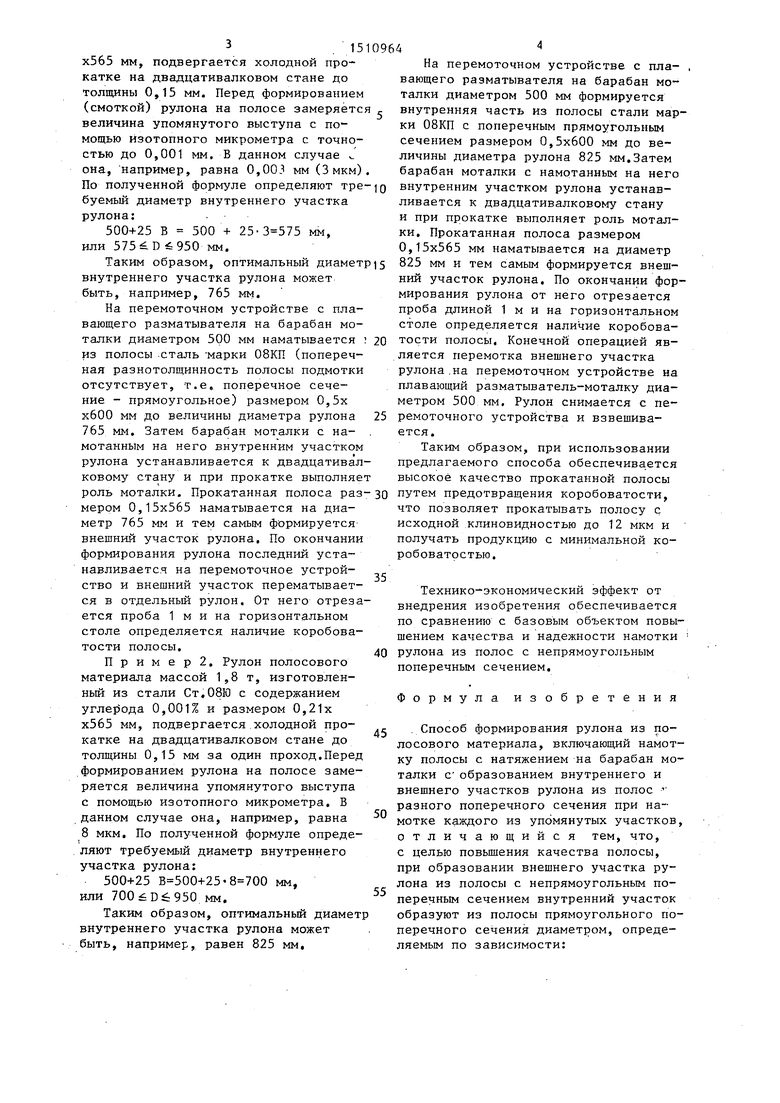
На фиг.1 показана схема намотки полосы; на фиг.2-5 - примеры расположения выступа полосы в ее поперечном сечении на внешнем участке рулона.
Способ формирования рулона из полосового материала заключается в том, что намотку полосы 1 производят с натяжением на барабан 2 моталки с образованием внутреннего и внешнего участков рулона из полос разного поперечного сечения при намотке каждого из упомянутых участков. При образовании внешнего участка рулона из полосы, имеющей выступы в поперечном сечении, а такие полосы, как правило, именно и выходят из прокатного стана
внутренний участок рулона образуют из полосы прямоугольного поперечного сечения диаметром, определяемым по зависимости:
(500 Ъ} D 950 мм, где D - диаметр внутреннего участка
рулона, мм;
В - разность между максимальным габаритным размером в направлении толщины и минимальной толщиной полосы внешнего участка рулона, мкм,
Выступ в поперечном сечении полосы может быть охарактеризован поперечной разнотолщинностью (фиг.2 и 3) или неплоскностью (коробоватостью) полосы (фиг,4 и 5),
Пример 1, Рулон полосового материала массой 2 т, изготовленный из стали марки Ст.08Ю с содержанием углерода 0,002% и размером 0,22.x
сд
со
О)
J5
3. 1510964
х565 мм, подвергается холодной прокатке на двадцативалковом стане до толщины 0,15 мм. Перед формированием (смоткой) рулона на полосе замеряется величина упомянутого выступа с помощью изотопного микрометра с точностью до 0,001 мм. В данном случае
она, например, равна 0,003 мм (Змкм).
На перемоточном устройстве с пла- вающего разматывателя на барабан моталки диаметром 500 мм формируется внутренняя часть из полосы стали марки 08КП с поперечным прямоугольным сечением размером 0,5x600 мм до величины диаметра рулона 825 мм.Затем барабан моталки с намотанным на него
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ СМОТАННОЙ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2008 |
|
RU2377495C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ФОЛЬГИ И ШПУЛЯ ДЛЯ ЕЕ НАМОТКИ | 2009 |
|
RU2424075C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Способ формирования многослойного рулона | 1977 |
|
SU673341A1 |
| Агрегат непрерывного нанесения покрытий | 1980 |
|
SU1082861A1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2264876C1 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| Способ формирования рулона | 1979 |
|
SU833338A1 |
Изобретение относится к прокатному производству, в частности к адъюстажному оборудованию. Цель изобретения - повышение качества рулона полосы. Намотку полосы с натяжением на барабан моталки производят с образованием внутреннего и внешнего участков из полос разного поперечного сечения при намотке каждого из упомянутых участков, т.е. при образовании внешнего участка рулона из полосы с непрямоугольным поперечным сечением. Внутренний участок образуют из полосы прямоугольного поперечного сечения диаметром, определяемым по зависимости: (500+25В)≤D≤950, где B - разность между максимальным габаритным размером в направлении толщины и минимальной толщиной, мкм. 5 ил.
По полученной формуле определяют тре-)о внутренним участком рулона устанавбуемый диаметр внутреннего участка рулона:
500+25 В 500 + мм, или 575 D 950 мм.
Таким образом, оптимальный диаметр 15 825 мм и тем самым формируется внешвнутреннего участка рулона может быть, HanpiiMep, 765 мм.
На перемоточном устройстве с плавающего разматывателя на барабан моталки диаметром 500 мм наматывается : из полосы .сталь марки 08КП (поперечная разнотолщинность полосы подмотки отсутствует, т.е. поперечное сечение - прямоугольное) размером 0,5х хбОО мм до величины диаметра рулона 765 мм. Затем барабан моталки с на- . мотанным на него внутренним участком рулона устанавливается к дваддативал- ковому стану и при прокатке выполняет
роль моталки. Прокатанная полоса раз-ЗО путем предотвращения коробоватости.
мером 0,15x565 наматывается на диаметр 765 мм и тем самым формируется внешний участок рулона. По окончании формирования рулона последний устанавливается на перемоточное устройство и внешний участок перематывается в отдельный рулон. От него отрезается проба 1 м и на горизонтальном столе определяется наличие коробоватости полосы.
П р и м е р 2. Рулон полосового материала массой 1,8 т, изготовлен- ньй из стали Ст,08Ю с содержанием углерода 0,001% и размером 0,21х х565 мм, подвергается холодной прокатке на дваддативалковом стане до толщины 0,15 мм за один проход.Перед формированием рулона на полосе замеряется величина упомянутого выступа с помощью изотопного микрометра. В данном случае она, например, равна 8 мкм. По полученной формуле определяют требуемый диаметр внутреннего участка рулона:
500+25 В 500+25 8 700 мм, или 700 06950 мм,
Таким образом, оптимальный диаметр внутреннего участка рулона может быть, например, равен 825 мм.
35
40
45
50
55
что позволяет прокатывать полосу с исходной клиновидностью до 12 мкм и получать продукцию с минимальной ко- робоватостью.
Технико-экономический эффект от внедрения изобретения обеспечивается по сравнению с базовым объектом повы щением качества и надежности намотки рулона из полос с непрямоугольным поперечным сечением.
Формула изобретения
.Способ формирования рулона из полосового материала, включающий намот ку полосы с натяжением на барабан мо талки С образованием внутреннего и внещнего участков рулона из полос разного поперечного сечения при намотке каждого из упомянутых участков отличающийся тем, что, с целью повьщхения качества полосы, при образовании внещнего участка рулона из полосы с непрямоугольным поперечным сечением внутренний участок образуют из полосы прямоугольного по перечного сечения диаметром, определяемым по зависимости:
ливается к двадцативалковому стану и при прокатке выполняет роль моталки. Прокатанная полоса размером 0,15x565 мм наматывается на диаметр
НИИ участок рулона. По окончании формирования рулона от него отрезается проба длиной 1 м и на горизонтальном столе определяется наличие коробоватости полосы. Конечной операцией является перемотка внешнего участка рулона .на перемоточном устройстве на плавающий разматыватель-моталку диаметром 500 мм. Рулон снимается с перемоточного устройства и взвещива- ется.
Таким образом, при использовании предлагаемого способа обеспечива.ется высокое качество прокатанной полосы
5
0
5
0
5
что позволяет прокатывать полосу с исходной клиновидностью до 12 мкм и получать продукцию с минимальной ко- робоватостью.
Технико-экономический эффект от внедрения изобретения обеспечивается по сравнению с базовым объектом повы- щением качества и надежности намотки рулона из полос с непрямоугольным поперечным сечением.
Формула изобретения
.Способ формирования рулона из полосового материала, включающий намотку полосы с натяжением на барабан моталки С образованием внутреннего и внещнего участков рулона из полос разного поперечного сечения при намотке каждого из упомянутых участков, отличающийся тем, что, с целью повьщхения качества полосы, при образовании внещнего участка рулона из полосы с непрямоугольным поперечным сечением внутренний участок образуют из полосы прямоугольного поперечного сечения диаметром, определяемым по зависимости:
51510964
(500 + 25 В) 6 D 6950, где D - диаметр внутреннего участка
рулона, мм; В - разность между максимальным
vz y////////,
Фиг. h
фиг.5
Составитель В.Гринберг Редактор Н.Горват Техред М.Дидык
габаритным размером в направлении толщины и минимальной толщиной полосы внешнего участка рулона, мкм.
Фив.1
Корректор С.Шекмар
| Способ формирования рулона | 1979 |
|
SU833338A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
