Изобретение относится к металлообработке, а именно к нарезанию резьбы плашками.
Целью изобретения является расширение функциональных возможностей инструмента за счет нарезания полукруглых резьб в деталях из древесины и пластмасс.
Для этого резьбообразующие элементы имеют гофры, на выступах которых в точке наибольшего их приближения к оси корпуса выполнены вырезы, образующие зубья.
Такое выполнение круглой плашки расширяет ее функциональные возможности, т.к. позволяет нарезать полукруглые резьбы в изделиях из древесины и пластмасс про: изводительно и качественно за счет уменьшения силы трения сходящей стружки и рабочих поверхностей инструмента, и следовательно, уменьшения усилия резания.
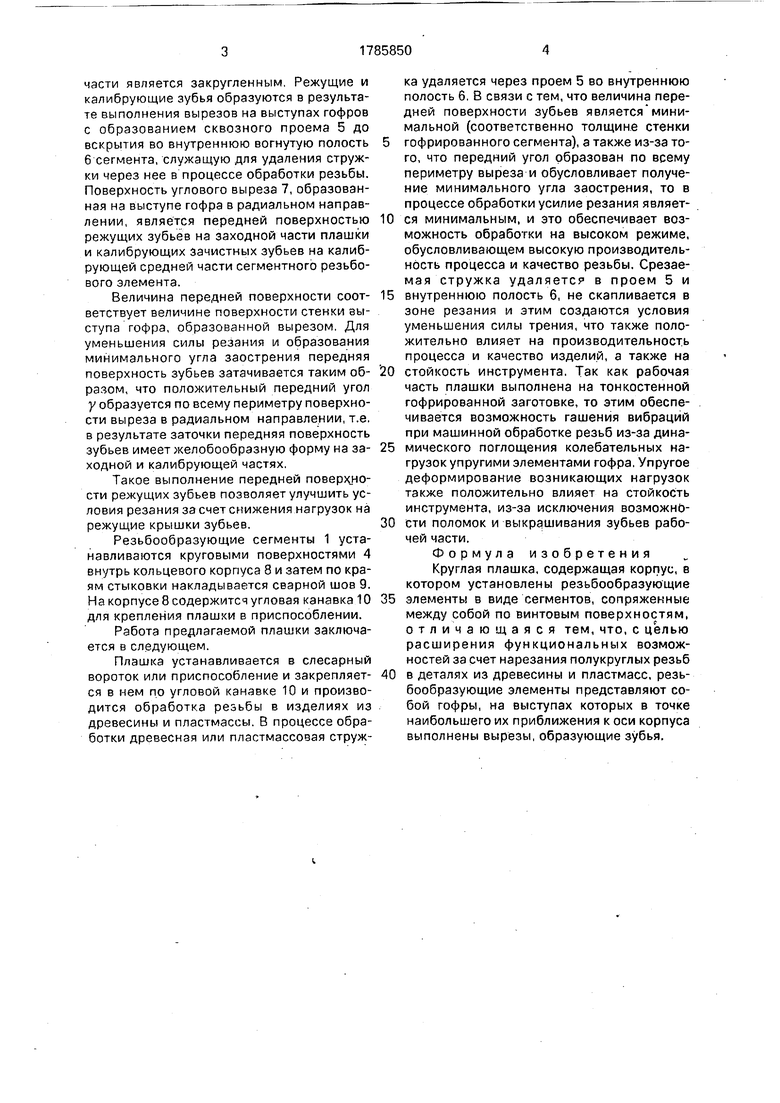
На фиг.1 показано сечение предлагае- мой плашки по винтовой линии выступов гофров; на фиг.2 - сечение А-А на фиг.1; на фиг.З - заготовка резьбовых сегментов в виде гофрированного кольца; на фиг.4 - разрез Б-Б нафигЗ.
Плашка состоит из гофрированных по винтовой линии резьбообразующих сегментов 1, выполненных из кольцевой тонкостенной заготовки 2, гофрированной по .винтовой линии с шагом, соответствующим шагу резьбы. На винтовых гофрах 3 образованы режущие,Vi калибрующие зубья, а торцовые поверхности 4 сегментов 1 выполнены круговыми, что позволяет устанавливать сегменты в корпусе плашки с минимальными зазорами, а также улучшает условия базирования сегментов.
Профиль гофра как на заходной части с двух сторон, так и на средней калибрующей
41
оэ ел
00 СП
о
части является закругленным. Режущие и калибрующие зубья образуются в результате выполнения вырезов на выступах гофров с образованием сквозного проема 5 до вскрытия во внутреннюю вогнутую полость 6 сегмента, служащую для удаления стружки через нее в процессе обработки резьбы. Поверхность углового выреза 7, образованная на выступе гофра в радиальном направлении, является передней поверхностью режущих зубьев на заходной части плашки и калибрующих зачистных зубьев на калибрующей средней части сегментного резьбового элемента.
Величина передней поверхности соот- ветствует величине поверхности стенки выступа гофра, образованной вырезом. Для уменьшения силы резания и образования минимального угла заострения передняя поверхность зубьев затачивается таким об- разом, что положительный передний угол у образуется по всему периметру поверхности выреза в радиальном направлении, т.е. в результате заточки передняя поверхность зубьев имеет желобообразную форму на за- ходной и калибрующей частях.
Такое выполнение передней noeepxjio- сти режущих зубьев позволяет улучшить условия резания за счет снижения нагрузок на режущие крышки зубьев.
Резьбообразующие сегменты 1 устанавливаются круговыми поверхностями 4 внутрь кольцевого корпуса 8 и затем по краям стыковки накладывается сварной шов 9. На корпусе 8 содержится угловая канавка 10 для крепления плашки в приспособлении.
Работа предлагаемой плашки заключается в следующем.
Плашка устанавливается в слесарный вороток или приспособление и закрепляет- ся в нем по угловой канавке 10 и производится обработка резьбы в изделиях из древесины и пластмассы. В процессе обработки древесная или пластмассовая стружка удаляется через проем 5 во внутреннюю полость 6, В связи с тем, что величина передней поверхности зубьев является минимальной (соответственно толщине стенки гофрированного сегмента), а также из-за того, что передний угол образован по всему периметру выреза и обусловливает получение минимального угла заострения, то в процессе обработки усилие резания является минимальным, и это обеспечивает возможность обработки на высоком режиме, обусловливающем высокую производительность процесса и качество резьбы. Срезаемая стружка удаляется в проем 5 и внутреннюю полость б, не скапливается в зоне резания и этим создаются условия уменьшения силы трения, что также положительно влияет на производительность процесса и качество изделий, а также на стойкость инструмента. Так как рабочая часть плашки выполнена на тонкостенной гофрированной заготовке, то этим обеспечивается возможность гашения вибраций при машинной обработке резьб из-за динамического поглощения колебательных нагрузок упругими элементами гофра. Упругое деформирование возникающих нагрузок также положительно влияет на стойкость инструмента, из-за исключения возможности поломок и выкра.шивания зубьев рабочей части.
Формула изобретения Круглая плашка, содержащая корпус, в котором установлены резьбообразующие элементы в виде сегментов, сопряженные между собой по винтовым поверхностям, отличающаяся тем, что, с целью расширения функциональных возможностей за счет нарезания полукруглых резьб в деталях из древесины и пластмасс, резьбообразующие элементы представляют собой гофры, на выступах которых в точке наибольшего их приближения к оси корпуса выполнены вырезы, образующие зубья.
Фаг. 2
Фиё. 4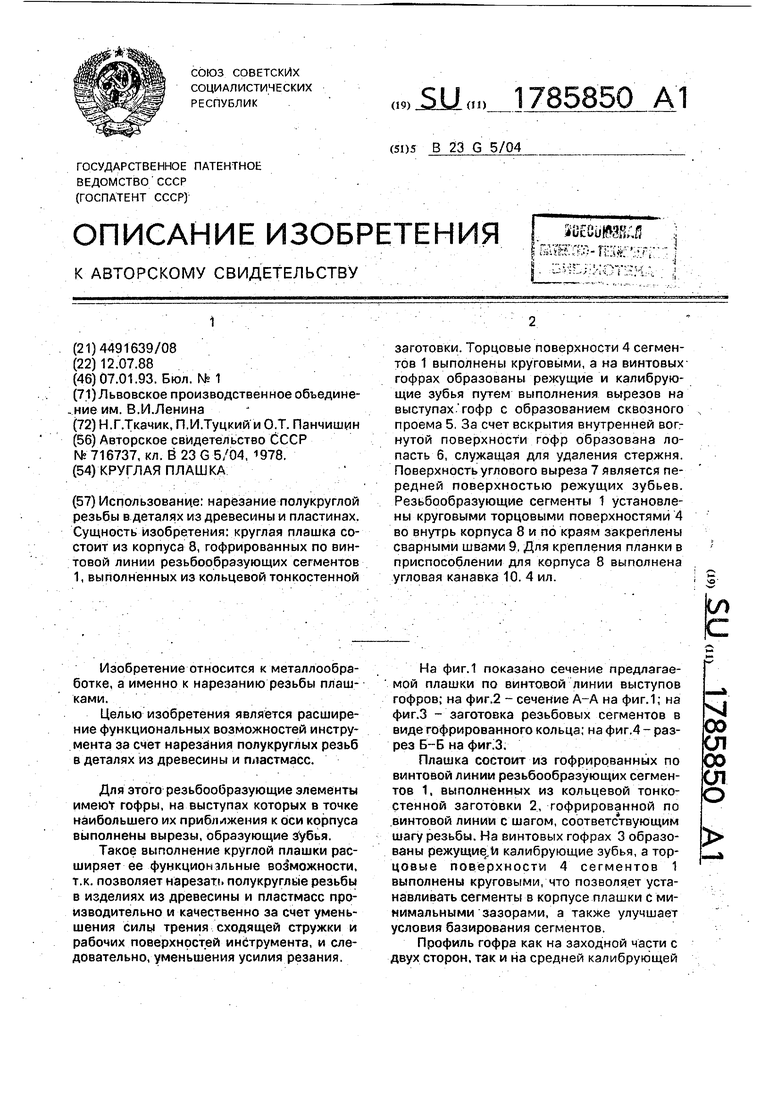
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАШКА | 2004 |
|
RU2258585C1 |
| Метчик | 1988 |
|
SU1585162A1 |
| Устройство для нарезания наружной резьбы | 2015 |
|
RU2622070C1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| Круглая плашка и способ ее изготовления | 1979 |
|
SU841824A1 |
| Круглая плашка и способ ее изготовления | 1985 |
|
SU1296331A1 |
| ПЛАШКА | 1994 |
|
RU2089359C1 |
| Гребенка к сборной плашке | 1987 |
|
SU1511028A1 |
| Метчик для обработки волоконно-армированных композитных материалов | 2019 |
|
RU2725582C1 |
| Плашка | 1987 |
|
SU1465204A1 |
Использование: нарезание полукруглой резьбы в деталях из древесины и пластинах. Сущность изобретения: круглая плашка состоит из корпуса 8, гофрированных по винтовой линии резьбообразующих сегментов 1, выполненных из кольцевой тонкостенной заготовки. Торцовые поверхности 4 сегментов 1 выполнены круговыми, а на винтовых гофрах образованы режущие и калибрующие зубья путем выполнения вырезов на выступах гофр с образованием сквозного проема 5, За счет вскрытия внутренней вогнутой поверхности гофр образована лопасть б, служащая для удаления стержня. Поверхность углового выреза 7 является передней поверхностью режущих зубьев. Резьбообразующие сегменты 1 установлены круговыми торцовыми поверхностями 4 во внутрь корпуса 8 и по краям закреплены сварными швами 9, Для крепления планки в приспособлении для корпуса 8 выполнена угловая канавка 10. 4 ил.
| Способ изготовления плашек | 1978 |
|
SU716737A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
