(Л
сд
00 00
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧИЙ ЭЛЕКТРОД ЭЛЕКТРОДИНАМИЧЕСКОЙ ДРОБИЛЬНОЙ УСТАНОВКИ | 2006 |
|
RU2393922C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Зажимной патрон | 1990 |
|
SU1787702A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1996 |
|
RU2106227C1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ МОДУЛЕЙ | 1991 |
|
RU2016736C1 |
| Регулируемая опора прибора | 1984 |
|
SU1299959A1 |
| ВИБРОИЗОЛЯТОР КАССЕТНЫЙ НИЗКОЧАСТОТНЫЙ БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ (ВКНБГ) | 2012 |
|
RU2496034C2 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2013 |
|
RU2524518C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РАЗЖИМНАЯ ЦАНГА | 2012 |
|
RU2521567C2 |
Изобретение относится к области машиностроения и позволяет расширить технологические возможности притира. Притир выполнен в виде полого корпуса 1 с рабочей частью 2. Внутри корпуса 1 установлена коническая цанга 6, состоящая из упругой части 8 и жесткой части 9 в виде стержня с резьбой для ввинчивания в корпус 1, относительно которого цанга 6 закрепляется винтом 7. На корпусе 1 выполнены сквозные пазы, разделяющие его на упругие лепестки, и закреплена ограничительная втулка 11, фиксируемая относительно корпуса винтом 12. 3 ил.
фиг.З
Изобретение относится к машиностроению, а именно к инструментам для доводки и калибровки внутренних цилиндрических резьб.
Целью изобретения является расширение технологических возможностей притира путем увеличения номентклатуры диаметров обрабатываемых отверстий.
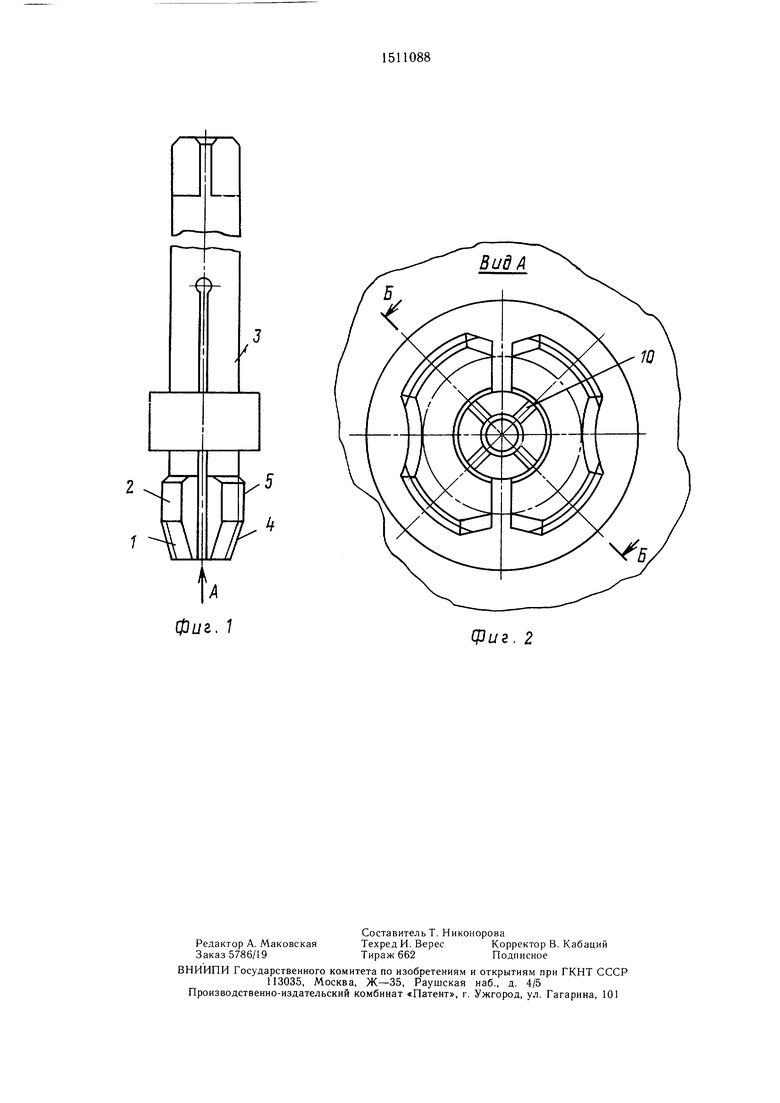
На фиг. 1 представлен притир, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2.
Притир представляет собой полый корпус 1, содержащий рабочую часть 2 и хвостовик 3. Рабочая часть 2 включает в себя заборный участок 4 и калибрующий участок 5. Внутри полого корпуса 1 установлена коническая цанга б, закрепляемая относительно корпуса 1 винтом 7. Цанга 6 состоит из упругой части 8, представляющей собой регулировочный винт, и из жесткой части 9 в виде стержня с резьбой для ввинчивания в корпус 1. На корпусе 1 выполнены сквозные пазы 10, разделяющие корпус 1 на упругие лепестки. На упругой части хвостовика 3 закреплена ограничительная втулка 11, фиксируемая относительно корпуса 1 винтом 12.
На заборном конусе 4 притир с углом в плане 5-8° имеет 2-3 нитки. Коническая часть цанги 8 с углом 1-2° может иметь перемещение в коническом отверстии корпуса 1 на длину 6Р, где Р - шаг резьбы, а угол наклона конуса назначается таким что при осевом перемещении цанги 6 относительно корпуса 1 диаметр рабочей части 2 притира может изменяться на 0,2- 0,3 мм. Ограничительная втулка 11 также может иметь перемещения относительно хвостовика 3 инструмента.
Притир работает следующим образом.
Цанга 6 своим резьбовым концом ввинчивается в резьбовое отверстие корпуса 1 до заданного размера по среднему диаметру притира. Этот размер устанавливается в зависимости от размера резьбы отверстия заготовки и обычно на 0,1 мм больше, чем у обрабатываемого отверстия, что обеспечивает натяг и радиальную нагрузку при работе притира. Величина натяга может
0
5
0
5
0
5
0
5
регулироваться настройкой инструмента на размер. По мере износа инструмента натяг уменьшается, и тогда инструмент настраивается по диаметру на увеличенный размер. При необходимости увеличения диаметра притира цангу б ввинчивают в корпус 1 на большую глубину. После наладки корпуса 1 на необходимый размер цангу б закрепляют в корпусе 1 с помощью винта 7.
При необходимости уменьшения размера резьбы притира используется ограничительная втулка 11 с винтом 12.
Перед этим цангу б вывинчивают из корпуса 1, затем настраивают притир на необходимый размер с помощью винта 12 и вновь ввинчивают цангу б в корпус 1, выбирая получивщийся зазор. Возможность осевого перемещения втулки 11 относительно хвостовика 3 и резьбовой части инструмента позволяет повысить его жесткость.
Притир мол.ет применяться как для доводочных, так и для калибровочных операций при обработке стандартных крепежных резьб за счет того, что он выполнен разжимным с регулировкой на требуемый диаметр, а также имеет возможность создания оптимального натяга при обработке. Благодаря увеличению диаметра резьбы по мере износа рабочих поверхностей притир обладает повышенной стойкостью.
Формула изобретения
Притир для обработки резьбовых отверстий, выполненный в виде корпуса с рабочей частью и с равномерно расположенными пазами, отличающийся тем, что, с целью расширения технологических возможностей инструмента путем увеличения номенклатуры диаметров обрабатываемых отверстий, в корпусе соосно с ним выполнено глухое отверстие, а притир снабжен конической разжимной цангой, установленной в указанном отверстии с возможностью осевого перемещения и фиксации, при этом продольные пазы выполнены сквозными в радиальном направлении, а притир дополнительно снабжен ограничительной втулкой, установленной на корпусе с возможностью осевого перемещения и фиксации.
л
/г
А фиг, 1
Cpus. 2
| Притир для доводки резьбовых отверстий | 1981 |
|
SU982879A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
