Изобретение относится к машиностроению, а именно к средствам контроля резьбы.
Цель изобретения - упрощение и ускорение процесса контроля путем обеспечения возможности замены абсолютного метода измерения на относительный метод измерения.
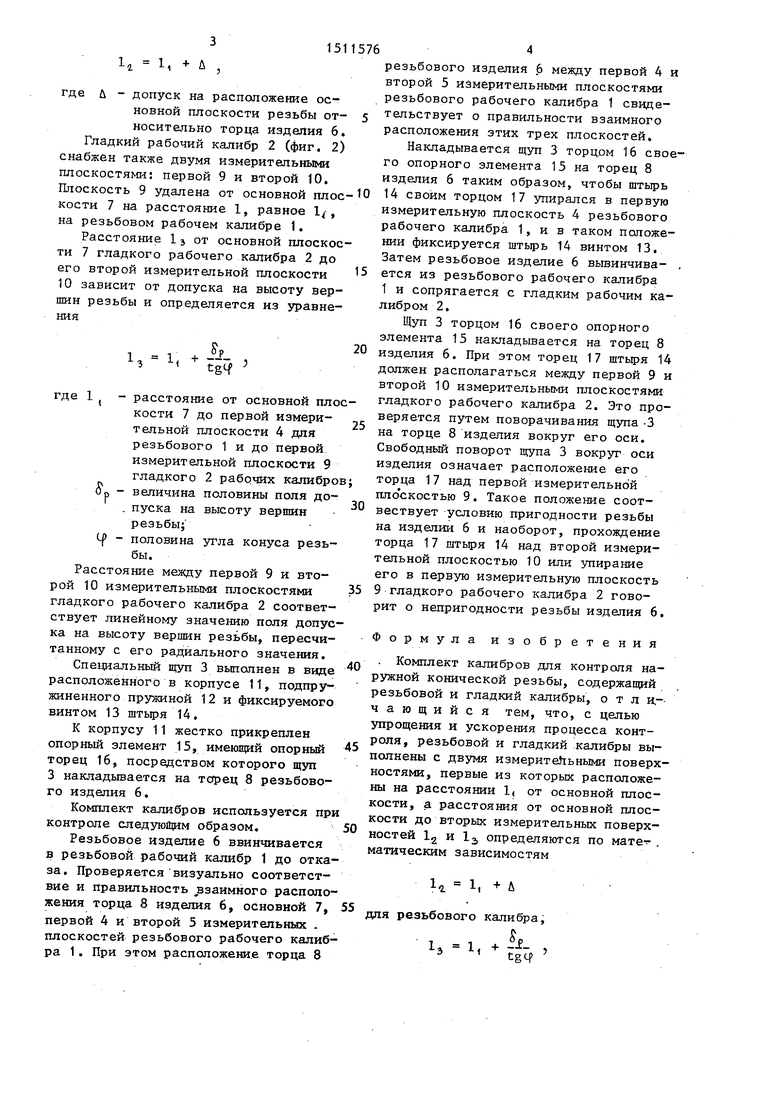
На фиг. 1 изображена конструктивная схема резьбового рабочего калибра со щупом; на фиг, 2 - конструктивная схема гладкого рабочего калибра со щупом.
Комплект калибров включает в -себя резьбовой 1 и гладкий 2 рабочие кйлиб- ры и щуп 3.
Резьбовый рабочий калибр 1 (фиг.1) снабжен двумя измерительными плоскостями: первой 4 и второй 5, расстояние между которыми равно допуску на расположение основной плоскости резьбы на резьбовом изделии 6.
t
Расстояние 1 от основной плоскости 7 до первой измерительной плоскости 4 резьбового рабочего калибра 1 равно минимально допустимому значению удаления основной плоскости резьбы от торца 8 резьбового изделия 6, 12 - расстояние от основной плоскости 7 до второй измерительной штос- кости 5 резьбового рабочего калибра 1,
D1
сд
ffi
1, 1, + Д
где U - допуск на расположение основной плоскости резьбы от- Носительно торца изделия 6.
Гладкий рабочий калибр 2 (фиг, 2) снабжен также двумя измерительными плоскостями: первой 9 и второй 10, Плоскость 9 удалена от основной плоскости 7 на расстояние 1, равное 1|, на резьбовом рабочем калибре 1,
Расстояние 1з от основной плоскости 7 гладкого рабочего калибра 2 до его второй измерительной плоскости 10 зависит от допуска на высоту вершин резьбы и определяется из уравнения
1 -1 J. f
Ч- 1 ti
где 1 - расстояние от основной плоскости 7 до первой измери
тельной плоскости 4 для резьбового 1 и до первой измерительной плоскости 9 гладкого 2 рабочих калибров 8п - величина половины поля допуска на высоту вершин резьбы;
( - половина зтла конуса резьбы.
Расстояние между первой 9 и второй 10 измерительными плоскостями гладкого рабочего калибра 2 соответствует линейному значению поля допуска на высоту вершин резьбы, пересчитанному с его радиального значения.
Специальный щуп 3 выполнен в виде расположенного в корпусе 11, подпружиненного пружиной 12 и фиксируемого винтом 13 штыря 14,
К корпусу 11 жестко прикреплен опорный элемент 15, имеющий опорный торец 16, посредством которого щуп 3 накладьтается на торец 8 резьбового изделия 6,
Комплект калибров используется при контроле следзтоар м образом,
Резьбовое изделие 6 ввинчивается в резьбовой рабочий калибр 1 до отказа. Проверяется визуально соответствие и правильность взаимного расположения торца 8 изделия 6, основной 7, первой 4 и второй 5 измерительных . плоскостей резьбового рабочего калибра 1, При этом расположение торца 8
5
0
0
5
5
5
50
55
резьбового изделия 6 между первой 4 и второй 5 измерительными плоскостями резьбового рабочего калибра 1 свидетельствует о правильности взаимного расположения этих трех плоскостей.
Накладывается щуп 3 торцом 16 своего опорного элемента 15 на торец 8 изделия 6 таким образом, чтобы пггьфь 14 своим торцом 17 упирался в первую измерительную плоскость 4 резьбового рабочего калибра 1, и в таком положении фиксируется штырь 14 винтом 13, Затем резьбовое изделие 6 вьгоинчива- , ется из резьбового рабочего калибра 1 и сопрягается с гладким рабочим калибром 2,
Щуп 3 торцом 16 своего опорного элемента 15 накладывается на торец 8 изделия 6, При этом торец 17 штыря 14 должен располагаться между первой 9 и второй 10 измерительными плоскостями гладкого рабочего калибра 2, Это проверяется путем поворачивания щупа -3 на торце 8 изделия вокруг его оси. Свободный поворот щупа 3 вокруг оси изделия означает расположение его торца 17 над первой измерительной пло скостью 9, Такое положение соот- вествует условию пригодности резьбы на изделии 6 и наоборот, прохождение торца 17 штьфя 14 над второй измерительной плоскостью 10 или З пирание его в первую измерительную плоскость 9 гладкого рабочего калибра 2 говорит о непригодности резьбы изделия 6,
Формула изобретения
. Комплект калибров для контроля наружной конической резьбы, содержащий резьбовой и гладкий калибры, о т л и.-- чающийся тем, что, с целью упрощения и ускорения процесса контроля, резьбовой и гладкий калибры выполнены с двумя измерительными поверхностями, первые из которых расположены на расстоянии 1, от основной плоскости, а расстояния от основной плоскости до вторых измерительных поверхностей Ig и 1,, определяются по мате-;- . магическим зависимостям
l-i 1, + Л дпя резьбового калибра,
1з 1, - ill,
Первая изпери- N
тельная плоскость
Оснодная
плоскость
Вторая измерительная плоскость
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ПАРАМЕТРОВ ТРУБ И МУФТ К НИМ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭЛЕМЕНТОВ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, А ТАКЖЕ КАЛИБР-КОЛЬЦО И КАЛИБР-ПРОБКА | 2010 |
|
RU2434200C1 |
| СПОСОБ ИЗМЕРЕНИЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272986C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| СПОСОБ ПРИПАСОВКИ РАБОЧИХ РЕЗЬБОВЫХ КАЛИБРОВ | 2010 |
|
RU2450116C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПЕРПЕНДИКУЛЯРНОСТИ ТОРЦА ДЕТАЛИ ОТНОСИТЕЛЬНО ЕЕ БОКОВОЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ | 1991 |
|
RU2016372C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБ ТРУБНЫХ МУФТ | 2001 |
|
RU2214320C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065132C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 2007 |
|
RU2357204C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |

Изобретение относится к машиностроению, а именно к средствам контроля резьб. Цель изобретения - упрощение и ускорение процесса контроля путем обеспечения возможности замены абсолютного метода измерения на относительный. Это достигается тем, что каждый из рабочих калибров выполнен с двумя измерительными плоскостями, первая из которых для обоих калибров равноудалена от основной плоскости, а вторая удалена от нее на различное расстояние, зависящее для резьбового рабочего калибра от поля допуска на расположение основной плоскости резьбы относительно торца изделия, а для гладкого рабочего калибра - от поля допуска на высоту вершин резьбы. Укомплектованы калибры специальным щупом, выполненным в виде подпружиненного фиксируемого штыря и корпуса с базовой поверхностью. При измерениях штырь вводится в контакт с первой измерительной плоскостью резьбового калибра и фиксируется. По положению штыря на гладком калибре определяют пригодность резьбы. 2 ил.
Первая измери тельния плоскость
tf
плоскость
Wf
/7 /
Вторая измеритель/(
| ПРИСПОСОБЛЕНИЕ К АВТОМАТИЧЕСКОМУ ТКАЦКОМУ СТАНКУ ДЛЯ ПОДДЕРЖКИ ШПУЛИ | 1926 |
|
SU6485A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
