to
со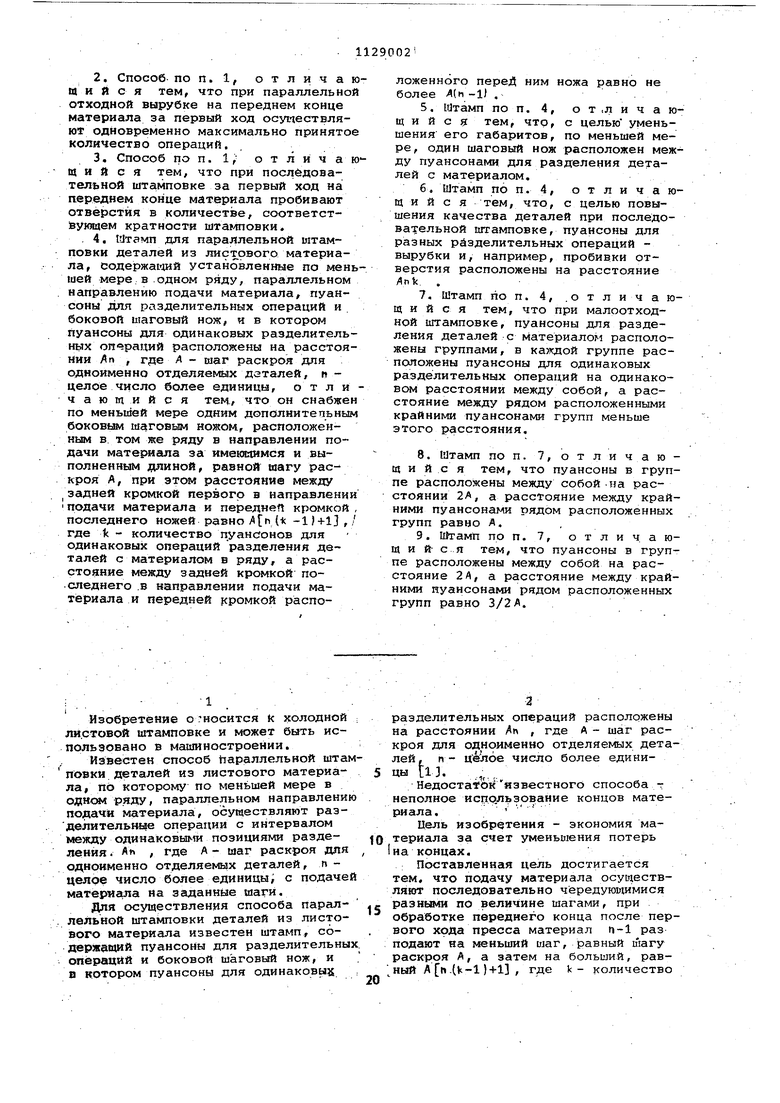


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для параллельной штамповки деталей из листового материала | 1979 |
|
SU1118457A1 |
| Устройство для параллельной четной кратности листовой штамповки деталей | 1974 |
|
SU1512695A1 |
| Устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала | 1974 |
|
SU1041193A1 |
| Способ последовательной штамповки листового материала | 1974 |
|
SU541544A1 |
| Штамп для пробивки отверстий | 1976 |
|
SU704699A1 |
| Штамп для последовательной пробивкиОТВЕРСТий | 1979 |
|
SU845990A1 |
| Штамп последовательного действия | 1988 |
|
SU1581423A1 |
| Штамп последовательного действия | 1978 |
|
SU780934A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ | 1997 |
|
RU2118220C1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
1. Способ параллельной штамповки деталей из листового материала, по которому по меньшей мере в одном ряду, параллельном направлении подачи материала, осуществляют разделительные операции в штампе с интервалом между -одинаковыми позициями разделения An , где А - шаг раскроя для одноименно отделяемых деталей, п - целое число более единицы, с подачей материала на заданные шаги, отличающийся тем, что, с целью экономии материала за счет уменьшения потерь на концах, подачу материала осуществляют последовательно чередующимися разными по величине шагами, при обработке переднего конца после первого хода пресса материал ti-l раУ подают на меньший шаг, рав1|ый,шагу раскроя Л, а затем на больший, равный (К-1)+1, где k- количество одноименных операций разделения деталей с материалом в ряду, после чего материал подают указанными шагами в той же послед®вательности.
ю
- 4, Штамп для параллельной штамповки деталей из листового материала, Содержа1дий установленные по меньшей мере.в .одном ряду, параллельном направлению подачи материала, пуансоны для разделительных операций и боковой шаговый нож, и в котором пуансоны для одинаковых разделительных оп раций расположены на расстоянии An , где Л - шаг раскроя для одноименно отделяемых деталей, п целое число более единицы, отличающийся тем, что он снабжен по меньшей мере одним дополнитепьным боковым шаговым ножом, расположенным в том же ряду в направлении подачи материала за имекялимся и выполненным длиной, равной шагу раскроя А, при этом расстояние между задней кромкой первого в направлении подачи материала и передней кромкой , последнего ножей равно (1с -1)+ , / где 1с - количество пуансонов для одинаковых операций разделения деталей с материалом в ряду, а расстояние между задней кромкой последнего .в направлении подачи материала и передней кромкой распоИзобретение относится k холодной : листовой штамповке и может быть использовано в машиностроении.
Известен способ параллельной штамповки деталей из листового материа- 5 ла, по которому по меньшей мере в оян( ряду, параллельном направлению подачи материала, осуществляют разделительшле операции с интервалом между одинаковыми позициями разделения. Л| , где А - шаг раскроя для , одноименно отделяемь1х деталей, п целое число более единицы; с подачей материала на заданные шаги.
Для осуществления способа парал- g лельной штамповки деталей из листового материала известен штамп, содержа1ЦИй пуансоны для разделительных. операций и боковой шаговый нож, и а котором пуансоны для одинаковых 20
ложенного переД ним ножа равно не более Л(и -1) .5.Штамп по п. 4, о т ,л и ч а ющ и и с я тем, что, с целью уменьшения его габаритов, по меньшей мере, один шаговый нож расположен между пуансонами для разделения деталей с материалом.
разделительных операций расположены на расстоянии , где А - шаг раскроя для одноименно отделяемых деталей, п- целое число более единицы 1. ,,...
Недостаток известного способа -г неполное исрсшьзование концов материала. ,
Цель изобретения - экономия материала за счет уменьшения потерь
на концах.
Поставленная цель достигается тем, что подачу материала осуществляют последовательно чередующимися разными по величине шагами, при обработке переднего конца после первого хода пресса материал п-1 раз подают на меньший шаг, равный шагу раскроя А, а затем на больший, рав ный А n.(k-l)+ , где k- количество
одноименных операций разделения деталей с материалом .в ряду, а затем материал подают указанными шагами в той же последовательности.
При последовательной штамповке за первый ход на переднем конце.: материала пробивают отверстия в количестве, соответствующем кратности штамповки.
При параллельной отходной выру.бке на переднем конце материала за первый ход осуществляют одновременно максимально принятое количество операций.
Способ может быть осуществлен на штампе, снабженном по меньшей мере одним дополнительным боковым шаговым ножом, расположенным в том же ряду в направлении подачи материала за имеющимся и -выполненным длиной, равной шагу раскроя л, при этом.расстояние между задней кромкой первог в направлении подачи материала и передней кромкой последнего ножей равно (k-1)+1} , где 1 - количество пуансонов для одинаковых операци разделения деталей с материалом в ряду, а расстояние между задней крокой последнего в направлении подачи материала и передней кромкой расположенного перед ним ножа, равно не более А(ь -1) .
По меньшей мере один шаговый нож может быть расположен между пуансонами для разделения деталей с материалом, что уменьшает габариты штамп а. .
Пуансоны для разных разделительных операций - вырубки и, например, пробивки отверстия могут быть расположены на расстоянии Ank , что повьвдает качество деталей при последовательной штамповке.
Пуансоны для разделения деталей с материалом могут быть расположены группами, в каждой группе расположены пуансоны для одинаковых разделительных операций на одинаковом расстоянии между собой, а расстояние между рядом расположенн1фда крайними пуансонами групп меньше этого расстояния, что обеспечивае.т повъапение качества деталей при малоотходной штамповке.
Пуансоны в группе могут быть расположены между собой на расстоянии 2Л, а расстояние между крайними пуансонами рядом расположенных групп равно А , а также 3/2/4.
На фиг.1 схематически пока&ан пример выполнения штампа для отходной последовательно-параллельной штамповки на фиг.2 и 3 - штампы для . параллельной вырубки на фиг.4 штамп для малоотходной параллельно-: последовательной комбинированной встречной штамповки; на фиг.5 штамп для малоотходной последоватеяьно-параллельной,многорядной встречной штамповки, на фиг.6 - штамп для малоотходной параллельно-последовательной штамповки.П р и .м е р 1. (Лиг. 1/ . Штамп, содержит смо.нтированные на нижней плите 1 направлянипие линейки 2 и 3. В.верхней части штампа закреплены пуансоны. 4 для пробивки отверстий, расположенные на расстоянии 2А, где
0 ft - niair раскроя для одноименно отделяемых деталей, пуансоны 5 для вырубки деталей, расположенные на расстоянии 2А, а, кроме-того, боковой шаговыйнож 6 и установ5ленный за ним в направлении подачи материала 7 дополнительный боковой шаговый нож 8. Длина последнего равна шагу раскроя А, расстояние между задней кромкой ножа 6 и передней кромкой ножа 8 равно 5А, а расстоя0ние между задней кромкой ножа 8 и передней кромкой ножа 6 равно шагу раскроя. В линейке 3 имеется вые-, туп 9, расположенный в одной вертикальной плоскости с передней кром5кой шагового ножа 8.
Реализация способа иллюстрируется работой штампа.
Расстояние между пуансонами 4 и пуансонами 5, разделяквпими детали
0 с пробитыми отверстиями, равно 6а. Материал 7 подают справа налево до упора в выступ 9. линейки 3. При первом хрде ползуна прес.са боковыми шаговыми ножами 6 и 8 отрезают боко5вую кромку материала и пуансонами 4 пробивают три пары отверстий. Затем материал 7 подают на величину, рйв- ную длине участка кромки, отрезанной шаговым ножом 8 до упора в
0 выступ 9 неотрезанной части кромки, расположенной между ножами. При этом материал перемещается на расстояние, равное шагу раскроя Л. При втором ходе нож 8 отрезает участок кромки, остав1Шйся между ножами 6
5 и 8, нож 6 отрезает участок кромки, равный длине ножа 8, пуансоны 4 пробивают три пары отверстий. Затем материал перемещают на шаг, равный 5А. При следующем ходе ножи 6
0 и 8 отрезают боковую кромку, пуансоны 4 пробивают три пары отверстий, пуансоны 5 вырубают три детали. Затем материал подают на расстояние шага раскроя и т.д.
5
П р и м е р 2 (Фиг.2). Штамп содержит пуансоны 10,- 12 для вырубки деталей и боковые шаговые ножи 13 - 15. Пуансоны расположены между собой на расстоянии 2А. Длина но0жа 13 р&вна шагу раскроя А; он расположен между пуансонами 10 и11. Шаговые ножи 14 и 15 выполнены полнее в направлении подачи материала на величину /J , длина их равна шагу раскроя Л.+л , при этом нож 14 рас5
положен между пуансорами 11 и 12. Расположение ножей между пуансонами уменьшав габариты штампа.
Расстояние между передней кромкой ножа 13 и задней кромкой ножа 15. равно 5Л, расстояния между задней кромкой ножа 13 и передней кромкой ножа 14, а также между задней кромкой ножа 14 и передней но-, жа 15 равны А-д.
После подачи материала 7 до упора в выступ линейки условно,не показан ) вырубают две детали пуансонами 11 и 12; отрезают боковую кром- ку ножами 13 - 15. Затем материал подают на величину,равную длине участка кромки, отрезанной ножом 13 т.е. на величину шага раскроя. Вырубают три детали, ножами 13 и 14 отрезают участки кромки, оставшиеся неотрез аи между ножами 13 и 14; 14 и 15, и ножом 15 отрезают кромку. После этого материал подают до упора неотреэавной части кромки в выступ линейки, т.е. на шаг, ран-, ный 5А. Вырубают три детали, отрезают кромку. Затем материал вновь подают на шаг раскроя и т.д.
П р и м е р З (Лиг. 31 . ГЧтамп содержит пуансоны 16 - 18 для вырубки деталей и боковые шаговые ножи 19 - .21.. Пуансоны расположены между собой на расстоянии трех шагов раскроя. Длина ножа 19 равна. .шагу раскроя А; он расположен между пуансонами 16. и 17. Ножи 20 и 21 выполнены длиной А+ &, при этом. нож 20 расположен между пуансонами 17 и 18. Расстояние между передней кромкой ножа 19 и задней кромко ножа 21 равно 7Af расстояние между задней кромкой ножа 19 и передней кромкой ножа 20 и, соответственно, ножей 20 и 21 равно 2А-&. После подачи материала 7 до упора в выступ линейки (условно не показан/ пуансонали 17 и 18 вырубают две детали; ножами 19 - 21 отрезают боковую кроку. Затем материал подают на шаг ракроя. Вырубают две детали, отрезают ножами 19 и 20 участки кромки, равные шагу раскроя, оставшиеся между ножами 19 и 20, 20 и 21, и ножом 21 отрезают кромку. Затем материал вновь подают на шаг раскроя. Вырубают три детали, ножами отрезают кромку, после чего материал подают на 7/А. Затем материал подают подряд два раза на шаг раскроя и т.д.
Пример 4 (фиг.4. Штамп содержит пуансоны 22 для пробивки отверстий и пуклевки, пуансоны 23 для вырубки перемычки, пуансоны 24 для вырубки деталей по замкнутому контуру, встречно расположенные пуансоны 25 для вырубки деталей по незамкнутому контуру из перемычки в направлении подачи и боковые шаговы
ножи 26 и 27. Длина ножа 26 равна шагу раскроя А для одноименно отделяег ых деталей. Расстояние между передней кромкой ножа 26 и задней кромкой ножа 27 равно 3, а расстояние между задней кромкдй ножа 26 и передней кромкой ножа 27 --А -А ,
Пуансоны расположены группами. В одной группе расположены пуансоны 24 для вырубки деталей по замкнутому контуру с расстоянием между ними 2А в другой - пуансоны 25 для вырубки деталей по незамкнутому контуру также на расстоянии 2Д. Расстояние между рядом расположенньвио крайними пуансонами 24 и 25 групп равно Л. Расстояние между пуансонами для пробивки отверстия и пуклевки, а также между пуансонами для вырубки перемычки - 2Л. После подачи материала 7 до упора в выступ линейки 3 пуансонами 22 пробивают четыре-отверстия и осуществляют пуклевку, одним пуан-. соном 23 вырубают одну перемычку, ножами 26 и 27 отрезают боковую кромку материала. Затем подают материал на шаг А, пробивают четыре отверстия и осуществляют пуклевку пуансонами 22, одним пуансоном 23 . вырубают перемычку однмм цуансоном 24 вырубают деталь, ножом 26 от резают участок кромки, оставшийся между ножами, ножом 27 отрезают кромку. Подают матерйал на шаг ЗА. Пробивают четыре отверстия и осуществляют пуклевку, вырубают две перемыч;ки и две детали, отрезают боковую кромку. Затем материал подают на А и т.д.
Пример 5 (Аиг.5) . 1Чтамп содержит установленнне в каждом ряду пуансоны 28 и 29 для пробивки отверстий , пуансоны 30 для вырубки деталей по замкнутому контуру, встречно расположенные пуансоны 31 для вырубки деталей по .незамкнутому контуру из перемопки в направлении подачи материала и боковые шаговые ножи 32 и 33. Длина ножа 32 равна шагу раскроя для одноименно отделяемых деталей.
Расстояние между передней кромкой ножа Э2 и задней кромкой ножа 33 равно ЗА., расстояние между задней кромкой ножа 32 и передней кромкой ножа 33 - А -д.
Пуансоны расположены группами. В одной группе расположёны пуансоны 3( для вырубки деталей по замкнутому контуру на расстоянии между собой 2А, в другой - пуансоны 31 для вырубки деталей по незамкнутому контуру с расстоянием между ними 2А. Расстояние между рядом расположенными крайними пуансонами 30 и 31 равно 3/2Л.
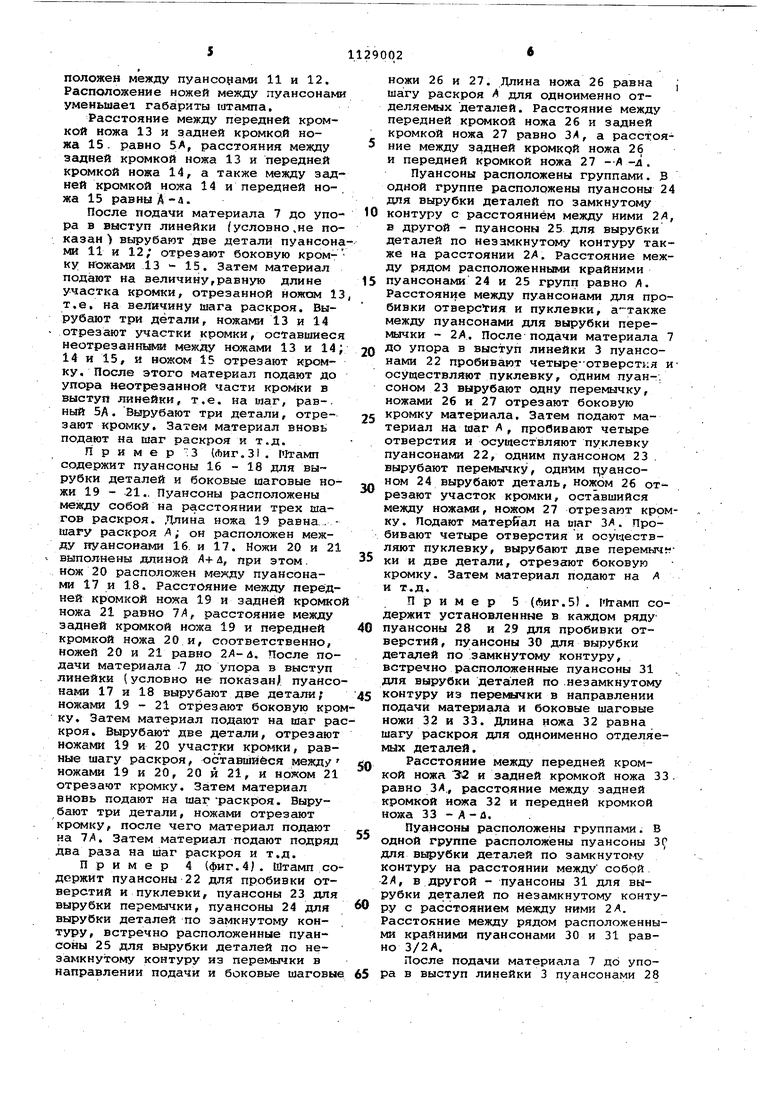
После подачи материала 7 до упора в выступ линейки 3 пуансонами 28 и 29 в каждом ряду пробивают четыре пары,отверстий, ножами 32 к 33 отрезают боковую кромку материала. Затем подают материал на шаг Д, пуа сонами 28 и 29 пробивают отверстия, пуансоном 30 вырубают деталь, ножом 32 вырубают боковую кромку, оставшуюся между ножами, ножом 33 отрезают боковую кромку. Подают материал на ЗЛ, пробивают отверстия, вы рубают две детали по замкнутому и одну по незамк-утоьгу контуру, отрезают боковую кромку. Затем осуществ ляют подачу на А и т.д. Примере (фиг.б). Штамп со держит пуансоны 34 для пробивки отверстий, пуансоны вырубки деталей по замкнутому контуру,.; пуан соны 36 для вырубки деталей из пере мычек в направлении подачи материала, боковые шаговые ножи 3.7 и 38. Длина шагового ножа 37 равна шагу раскроя для одноименно отделяемых .деталей, который в данном случае ра.вен сумме ширины детали « и перемычки а , т.е. л 2ix. Расстояние между передней кромкой ножа 37 и задней кромкой ножа 38 ра:вно 5 А ; (10«(, а :расстояние между задней кромкой ножа 37 и передней кромкой ножа 38 Л- л {2о1-л I . Пуансоны для разделения деталей с материалом расположены группами. В одной группе расположены пуансоны 35 для вырубки деталей, по замкнутому контуру на расстоянии между собой 2Л (4о(1,в другой - пуансоны Зб для вырубки деталей по незамкнутрму. контуру с расстоянием между ниМи 2А. Расстояние между рядом расположенными крайними пуансонами 35 и 36 равно 3/2А (Зек), При штамповке на данном штампе материал 7 последовательно подают на шаг раскроя, затем на 5 шагов раскроя и т.д. Предлагаемый способ позволяет уменьшить концевые отходы.
31
1
Фиг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| М.-Л., Машиностроение, 1965, с | |||
| Корнерез для пней | 1921 |
|
SU448A1 |
| Способ образования окрасок на волокнах | 1925 |
|
SU437A1 |
