Изобретение относится к оборудованию металлообрабатывающих цехов, преимущественно к вырубке металлов на прессе.
Известно устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала, содержащее рабочий инструмент, состоящий из матрицы и установленных в одном ряду последовательно пуансона для вырубки детали, в другом ряду - средства для отделения детали по части контура и отрезки сменной с ней детали, а также средство, обеспечивающее возможность подачи заготовки на шаг, равный двум шагам рас- кроя 1.
Недостатком данного устройства является пониженный коэффициент использования металла, особенно при применении штучных заготовок и значительных размерах штампуемых деталей. Объясняется это тем, что для полного использования заготовки по длине необходимо, чтобы обеспечивалась полная штамповка части листа, перекрывающей зону рабочего инструмента, за один ход пуансонов (ползуна пресса), поскольку при входе в зону рабочего инструмента концевая часть листа теряет контакт со средством подачи и последующая его подача и штамповка становятся невозможными. В рассматриваемом устройстве для полной штамповки части листа, пере со ел со
Јь
крывающей зону рабочего инструмента, необходимо выполнить четыре хода рабочего инструмента, а значили четыре подачи. Для концевой же части заготовки выполняется только одна подача из четырех и та зона концевой части листа, которая должна быть порезана за три хода пуансонов, не используется.
Наиболее близким по технической сущности и достигаемому результату к заявляв- мому решению (прототип) является устройство для малоотходной штамповки плоских прямоугольных деталей, содержащее поворотный загрузочный стол, расположенные под острым углом к горизонтальной оси нижнюю часть с матрицей, столом для размещения и направления заготовки, упорами для заготовки, а также верхнюю часть с пуансонодержателем, направляющими для пуансонодержателя, прямоугольными пуансонами, расположен- ными в шахматном порядке в двух параллельных рядах перпендикулярно направлению подачи, и устройство для уборки и транспортировки деталей и отхо- дов 3.
Недостатком данного устройства является одностороннее консольное приложение усилия резания пуансонами второго ряда. Это создает, во-первых, крутящий мо- мент, действующий на заготовку, и, во-вторых, - распорные усилия, действующие на пуансоны, Первое приводит к получению косого среза, что снижает качество деталей, второе - к дополнительным усилиям, при- жимающим пуансонодержательк направляющим , что увеличивает их износ и снижает надежность работы устройства.
Цель изобретения - повышение качества вырубаемых деталей и надежности уст- ройства, за счет исключения внецентренных нагрузок.
Поставленная цель достигается тем, что устройство для последовательной малоотходной вырубки прямоугольных деталей из листового материала, содержащее расположенные в нижней части стол для размещения и ориентирования материала, упор для фиксации материала на рабочей позиции и матрицу, и распложенный в верхней части с возможностью-перемещения вдоль оси давления пуансонодержатель, несущий пуансоны, установленные в нем в шахматном порядке двумя рядами, перпендикулярными направлению перемещения листа, со- гласно изобретению, оно снабжено размещенным в нижней части ножом с режущей кромкой, расположенной на одном уровне с режущими кромками матриц перпендикулярно направлению перемещения
материала, на расстоянии от ближайшей к ней кромки матрицы, равном ширине ряда пуансонов, а также снабжено установленным в пуансонодержателе механизмом отключения ряда пуансонов, обращенного к ножу, выполненным в виде пары клиньев, расположенных над этим рядом, и пружин, установленных с возможностью взаимодействия с нижним клином, отключаемый ряд пуансонов жестко связан с этим клином, а верхний клин оснащен приводом в виде цилиндра.
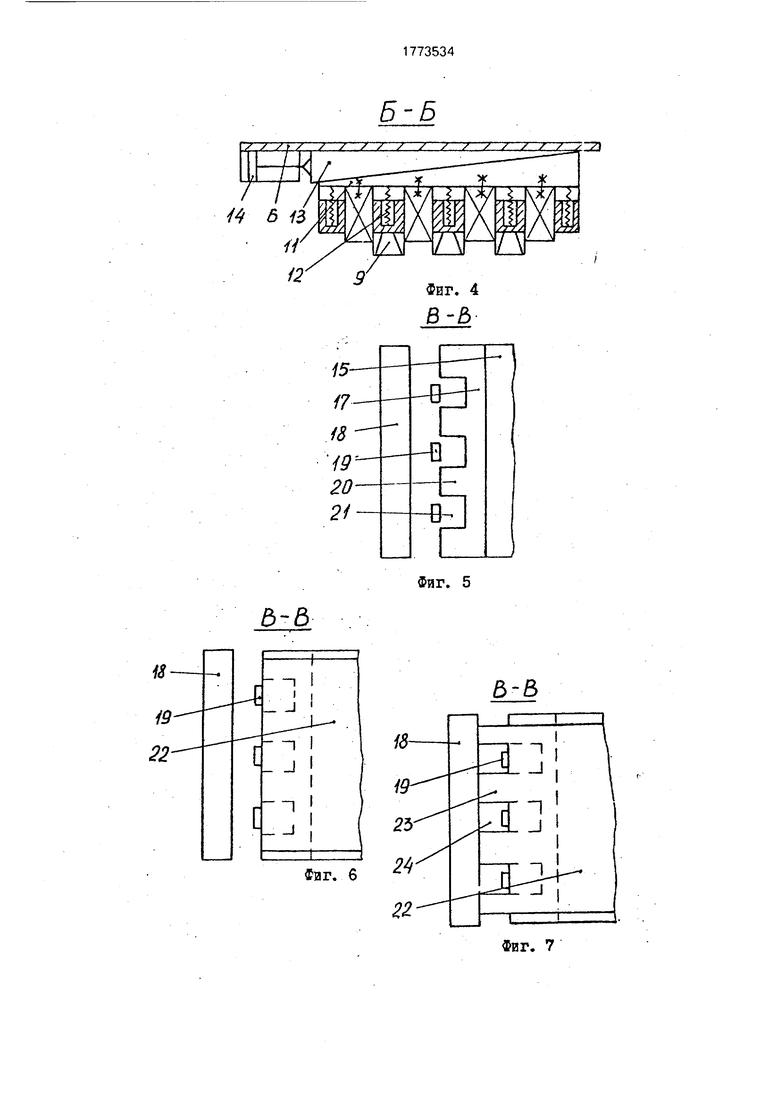
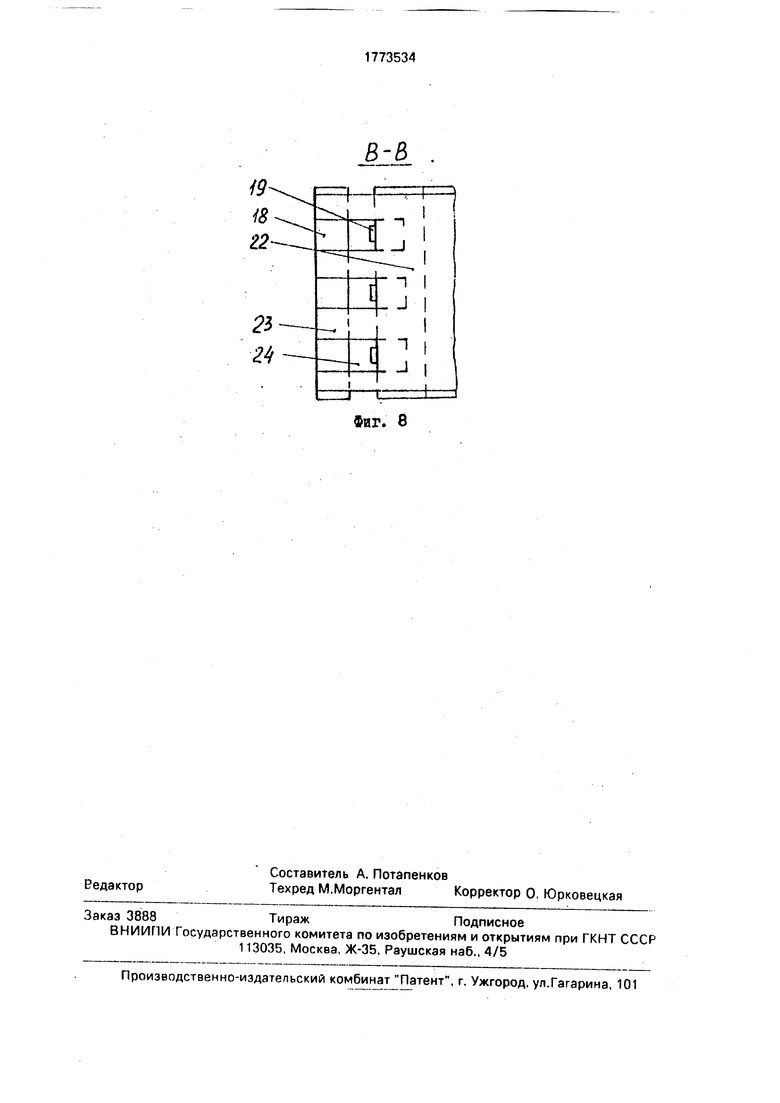
На фиг, 1 изображено устройство для последовательной малоотходной вырубки, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1, при рабочем положении пуансонов второго ряда; на фиг. 4 - разрез Б-Б на фиг 1, при нерабочем положении пуансонов второго ряд; на фиг. 5 - разрез В-В на фиг. 1, при отсутствии листа; на фиг. 6 - разрез В-В на фиг. 1, с положением листа перед первым рабочим ходом пуансонов; на фиг. 7 - разрез В-В на фиг. 1,с положением листа перед вторым и последующих четных рабочих ходах пуансонов; на фиг. 8 - разрез В-В на фиг, 1, с положением листа перед третьим и последующих нечетных рабочих ходах пуансонов.
Устройство содержит поворотный загрузочный стол 1 (фиг. 1), установленные под углом а к горизонтальной оси верхнюю 2 и нижнюю 3 части и устройство 4 для уборки и транспортировки деталей.
Верхняя часть устройства состоит из опирающегося на направляющие 5 пуансонодержателя б, в котором в шахматном порядке в двух рядах 7 и 8 (фиг. 2) установлены прямоугольные пуансоны 9 и пружинно-клиновой механизм 10, нижний клин 11 которого установлен на пружины 12 (фиг. 3 и 4), расположенные в сверлениях, выполненных в пуансонодержателе между пуансонами второго ряда параллельно их продольной оси. Пуансоны второго ряда 8 верхними торцами опираются на клин 11 и жестко связаны с ним. Верхний клин попирается на пуансонодержатель и соединен с приводным цилиндром 14, закрепленным на пуансонодержателе.
Нижняя часть устройства состоит из наклонного стола 15 с направляющими 16, матрицы 17, являющейся продолжением наклонного стола, ножа 18, упоров 19. Матрица на рабочей части, расположенной противоположно наклонному столу, имеет прямоугольные выступы 20 и прямоугольные пазы 21 (фиг. 5), расположенные гак, что пуансоны первого ряда 7 перекрывают сверху в свету пазы 21. Упоры 19 усгановлены в зоне пазов с примыканием к торцевой плоскости матрицы с внешней стороны и выступают над плоскостью ее зеркала. Режущая кромка ножа 18 расположена в плоскости зеркала матрицы на расстоянии от нее, равном ширине пуансонов второго ряда 8.
На промежуточных операциях вырубки лист 22 имеет прямоугольные выступы 23 и прямоугольные пазы 24 (фиг.7 и 8). Высота выступов составляет одну (фиг. 7) или две (фиг. 8) ширины пуансонов первого ряда 7.
Устройство для уборки и транспортировки деталей 25, 26 и 27 может быть выполнено, например, в виде лотка 28 и транспортера 29
Устройство работает следующим образом.
Перед началом вырубки пуансонодер- жатель 6 находится в крайнем верхнем (ис- ходном) положении, при котором между пуансонами 9 и матрицей 17 имеется зазор для прохода листа 22. Очередной лист, уложенный предварительно на поворотный загрузочный стол 1, при повороте последнего на угол а(фиг. 1), скользит вниз по наклонному столу 15, направляющим 16 и матрице 17 до упоров 19 и перекрывает сверху пазы 21 и выступы 20 матрицы (фиг. 6). За этим следует перемещение пуансонодержателя 6 из исходного положения вниз по направляющим 5 (рабочий ход) и пуансоны первого ряда 7 во взаимодействии с режущими кромками, расположенными по периметру прямоугольных пазов 21 матрицы 17, выру- бают прямоугольные детали 25, в соответствии с размерами сечения пуансонов этого ряда. После первого и последующих ходов пуансонов на переднем конце листа образуются прямоугольные выступы 23 и прямо- угольные пазы 24. При последующем возврате пуансонодержателя 6 вверх, в исходное положение, лист 22 сместится вниз по матрице на величину, равную глубине пазов до контакта основания пазов с упора- ми 19. При этом выступы листа 23 перекроют пространство между выступами 20 матрицы и ножом 18, а новая зона листа перекроет пазы и выступы матрицы (фиг. 7). Перед вторым и последующих четных рабо- чих ходах пуансонодержателя приводной цилиндр 14 перемещает верхний клин 13 в крайнее левое положение (фиг, 4) и под действием пружин 12 клин 11 с пуансонами второго рядя Я смещается вверх. В резуль- тате этого пуансоны второго ряда занимают нерабочее положение. Теперь при рабочем ходе пуансонодержателя, как и при первом рабочем ходе, детали 25 вырубают только пуансоны первого ряда и высота выступов
23 листа составит две ширины пуансонов первого ряда 7, При возврате пуансонодержателя в исходное положение лист 22 снова переместится вниз до контакта основаниями своих пазов 24 с упорами 19. Теперь выступы листа 23 перекроют пространство между матрицей и ножом 18 и частично поверхность ножа 18, а новая зона листа перекроет пазы и выступы (фиг. 8). Перед . третьим и последующих нечетных рабочих ходах пуансонодержателя приводной цилиндр 14 перемещает верхний клин 13 в крайнее правое положение(фиг.З), что обеспечивает смещение клина 11 и пуансонов второго ряда вниз. В результате этого пуансоны второго ряда занимают рабочее поло- жение. Теперь при рабочем ходе пуансонодержателя пуансоны первого ряда вырубают детали 25, образуя на листе новые пазы и выступы, а пуансоны второго ряда, взаимодействуя с режущей кромкой ножа 18 и с режущими кромками, расположенными на выступах 20 матрицы, разделяют ранее образованные выступы листа на детали 26 и 27. Далее процесс вырубки повторяется с переводом пуансонов второго ряда 8 в нерабочее положение при четных рабочих ходах пуансонодержателя и с переводом в рабочее положение при нечетных рабочих ходах. Во всех случаях детали попадают в устройство 4 для уборки и транспортировки.
Использование описываемого устройства, имеющего более высокую надежность по сравнению с известными, позволяет получать при вырубке детали более высокого качества.
Формула изобретения Устройство для последовательной малоотходной вырубки прямоугольных деталей из листового материала, содержащее расположенные в нижней части стол для размещения и ориентирования материала, упор для фиксации материала на рабочей позиции и матрицу и расположенный в верхней части с возможностью перемещения вдоль оси давления пуансонодержатель, несущий пуансоны, установленные в нем в шахматном порядке двумя рядами, перпендикулярными направлению перемещений материала, отличающееся тем, что, с целью повышения качества вырубаемых деталей и надежности устройства за счет исключения внецентренных нагрузок, оно снабжено размещенным в нижней части ножом с режущей кромкой, расположенной на одном уровне с режущими кромками матриц перпендикулярно направлению перемещения материала на расстоянии от ближайшей режущей кромки матрицы, равном ширине ряда пуансонов, а также снабжено ус-дом, и пружин, установленных с возможнотановленным в пуансонодержателе меха-стью взаимодействия с нижним клином, отнизмом отключения ряда пуансонов,ключаемый ряд пуансонов жестко связан с
обращенного к ножу, выполненным в видеэтим клином, а верхний клин оснащен припары клиньев, расположенных над этим ря-5 водом в виде цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ПРЯМОУГОЛЬНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2011457C1 |
| Устройство для малоотходной штамповки плоских прямоугольных деталей | 1989 |
|
SU1704887A1 |
| Штамп для отрезки заготовок от полосы | 1982 |
|
SU1031584A1 |
| Устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала | 1974 |
|
SU1041193A1 |
| Устройство для пробивки-вырубки деталей или отверстий | 1983 |
|
SU1159689A1 |
| Устройство для параллельной четной кратности листовой штамповки деталей | 1974 |
|
SU1512695A1 |
| Штамп последовательного действия | 1978 |
|
SU780934A2 |
| Устройство для параллельной штамповки деталей из листового материала | 1979 |
|
SU1118457A1 |
| Штамп для реверсивной пробивки-вырубки деталей | 1985 |
|
SU1286321A1 |
| Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм | 2022 |
|
RU2791117C1 |

Использование: обработка металлов давлением. Сущность изобретения: в нижней части устройства установлен нож для отрезки ряда прямоугольных деталей, в верхней части над рядом пуансонов установлен механизм их отключения. Этот механизм содержит нижний клин, верхний клин с приводом и пружины. После установки листового материала по упору опускается пуансоно- держатель и пуансоны первого ряда по ходу перемещения материала вырубают ряд деталей. На переднем конце листа образуются прямоугольные выступы. Перед следующим рабочим ходом приводной цилиндр отводит верхний клин из рабочей зоны. Под действием пружин нижний клин с пуансонами поднимается. При рабочем ходе пуансоны первого ряда вырубают следующий ряд пластин. Величина выступов удваивается, Перед третьим и следующими нечетными рабочими ходами верхний клин возвращается на рабочую позицию, нижний клин и пуансоны занимают рабочее положение. При третьем и следующих нечетных ходах пуансоны первого ряда вырубают очередные детали. Пуансоны взаимодействуют с одной стороны с режущей кромкой матрицы, а с другой - с режущей кромкой ножа и разделяют каждый полученный на листе выступ на две прямоугольные детали. 8 ил. (Л
.
А
Фиг. 2
ФИГ. I
,Јгб
Фиг. 3
14 6 13
д-д
Фиг. 6
Б-Б
Фиг. 5
6-е
Фиг. 7
6-8
Фиг. В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
