Изобретение относится к оборудованию металлообрабатывающих цехов, преимущественно к вырубке металлов на прессе.
Известно устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала, содержащее рабочий инструмент, состоящий из матрицы и установленных в одном ряду последовательно пуансона для вырубки деталей, в другом ряду - средства для отделения детали по части контура и отрезки смежной с ней детали, а также средство, обеспечивающее возможность подачи заготовки на шаг равный двум шагам раскроя (авт. св. СССР N 1041193, кл. В 21 D 28/14, 1974).
Недостатком данного устройства является пониженный коэффициент использования металла, особенно при применении штучных заготовок и значительных размерах штампуемых деталей.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для малоотходной штамповки плоских прямоугольных деталей, содержащее поворотный загрузочный стол, расположенные под острым углом к горизонтальной оси, нижнюю часть с матрицей, столом для размещения и направления заготовки, упорами для заготовки, а также верхнюю часть с пуансонодержателем, направляющими для пуансонодержателя, прямоугольными пуансонами, расположенными в шахматном порядке в двух параллельных рядах перпендикулярно направлению подачи, и устройство для уборки и транспортировки деталей и отходов [1] .
Недостатком данного устройства является то, что процесс штамповки листа происходит одновременно по всей длине режущих кромок матрицы. Это создает большое усилие штамповки и снижает технологические возможности устройства как по размеру периметра, так и по толщине штампуемых деталей.
Цель изобретения - расширение технологических возможностей устройства.
Это достигается тем, что в устройстве для штамповки листовых прямоугольных деталей, содержащем поворотный загрузочный стол, расположенные под острым углом к горизонтальной оси нижнюю часть с матрицей, столом для размещения и направления заготовки, а также верхнюю часть с пуансонодержателем, направляющими для пуансонодержателя, прямоугольными пуансонами, расположенными в шахматном порядке в двух параллельных рядах перпендикулярно направлению подачи, и устройство для уборки и транспортировки деталей, согласно изобретению в комплекте пуансонов выделены одиночные пуансоны первого ряда и смежными пуансонами первого и второго ряда образованы группы из двух и/или трех пуансонов, для которых рабочие торцы расположены в общей рабочей плоскости и эти рабочие плоскости смежных с ними одиночных пуансонов последовательно по длине рядов, или последовательно симметрично центральной группы пуансонов, смещены по вертикали, при этом центральная группа содержит один или три пуансона.
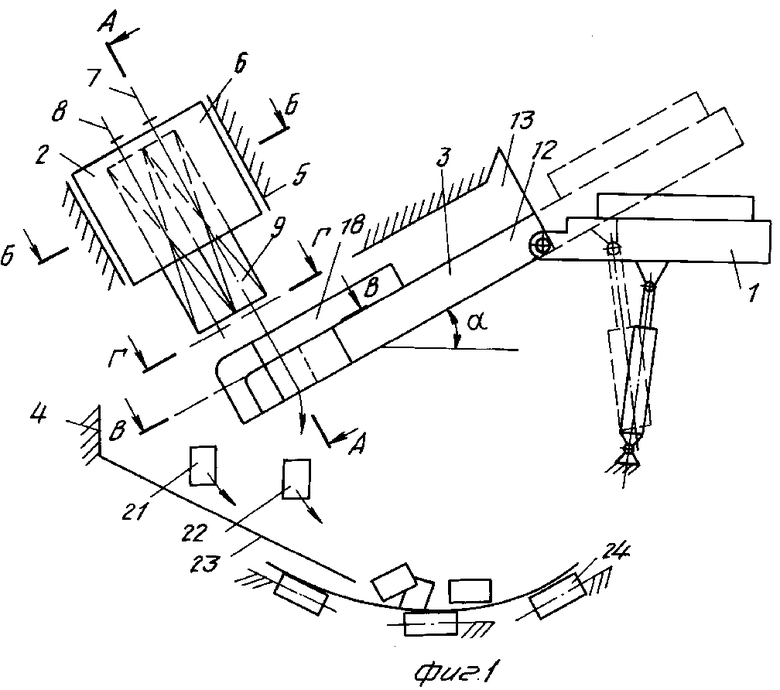
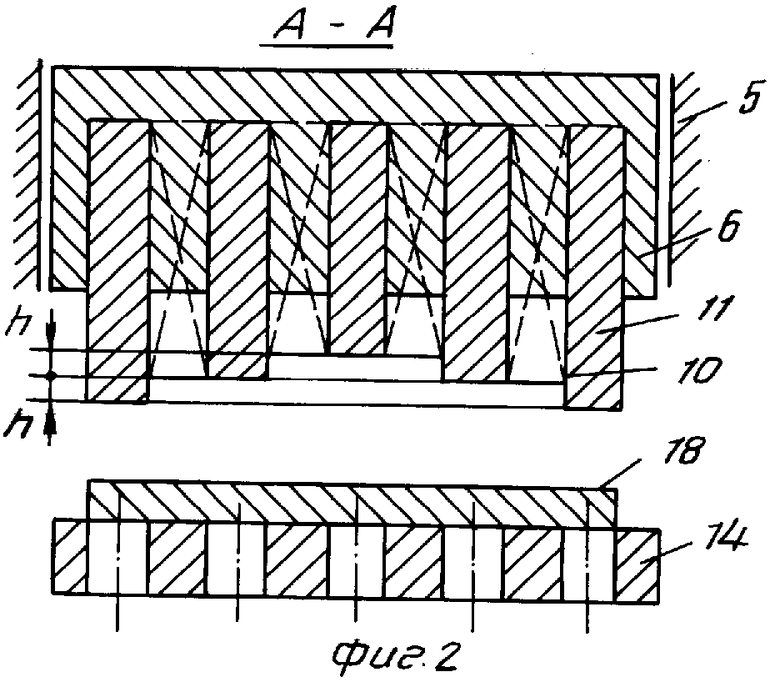
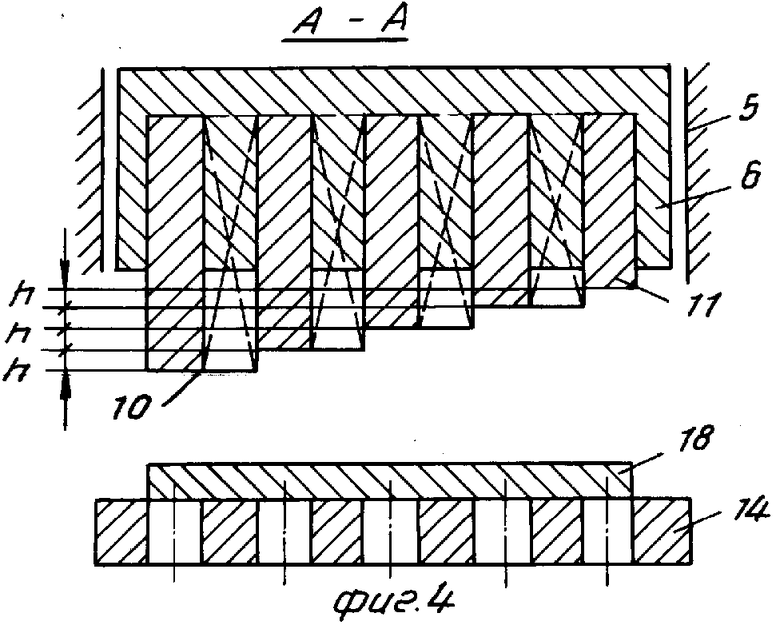
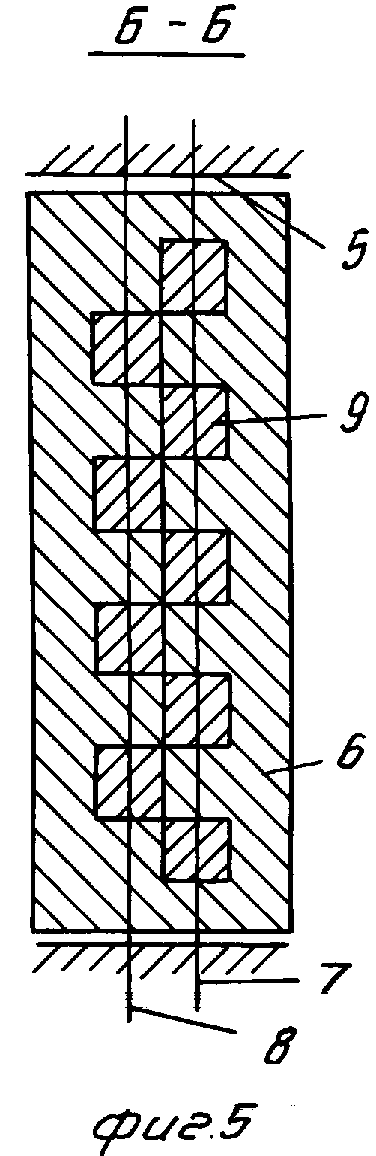
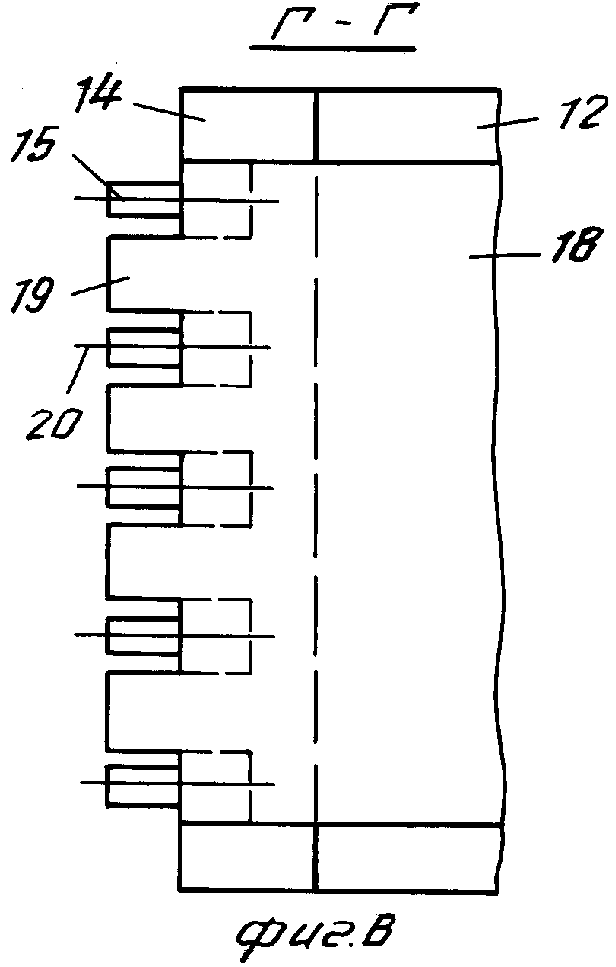
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1 при последовательном симметрично центральной группы из трех пуансонов смещение групп пуансонов по вертикали; на фиг. 3 - разрез А-А на фиг. 1 при последовательном симметрично центрального пуансона первого ряда смещении групп пуансонов по вертикали; на фиг. 4 - разрез А-А на фиг. 1 при последовательном по длине рядов смещения групп пуансонов по вертикали; на фиг. 5 - сечение Б-Б на фиг. 1; на фиг. 6 - сечение В-В на фиг. 1; на фиг. 7 - разрез Г-Г на фиг. 1 при первой подаче листа; на фиг. 8 - разрез Г-Г на фиг. 1 при второй и последующих подачах листа.
Устройство для штамповки листовых прямоугольных деталей состоит из поворотного загрузочного стола 1 (фиг. 1), установленных под углом α к горизонтальной оси верхней части 2, нижней части 3 и устройства 4 для уборки и транспортировки деталей.
Верхняя часть устройства состоит из опирающегося на направляющие 5 пуансонодержателя 6, в котором в шахматном порядке в двух рядах 7 и 8 (фиг. 5) установлены прямоугольные пуансоны 9. Из двух смежных пуансонов первого и второго ряда, считая по направлению подачи листа, образованы группы пуансонов 10, для которых рабочие торцы расположены в общей рабочей плоскости, и из пуансонов первого ряда выделены одиночные пуансоны 11. Рабочие плоскости смежных групп пуансонов и рабочие торцы смежных одиночных пуансонов смещены по вертикали на величину h.
При этом предусмотрены варианты смещения: последовательно симметрично относительно центральной группы из трех пуансонов (фиг. 2); последовательно симметрично относительно одиночного центрального пуансона первого ряда (фиг. 3); последовательно по длине рядов (фиг. 4).
Нижняя часть устройства состоит из наклонного стола 12 с направляющими 13, матрицы 14, являющейся продолжением наклонного стола, упоров 15. Матрица на рабочей части, расположенной противоположно наклонному столу, имеет прямоугольные выступы 16 и прямоугольные пазы 17 (фиг. 6), расположенные так, что пуансоны первого ряда 7 перекрывают сверху в свету пазы 17. Упоры 15 установлены в зоне пазов с примыканием к торцовой плоскости матрицы с внешней стороны и выступают над плоскостью ее зеркала.
На промежуточных операциях штамповки лист 18 имеет прямоугольные выступы 19 и прямоугольные пазы 20 (фиг. 8).
Устройство для уборки и транспортировки деталей 21 и 22 может быть выполнено, например, в виде лотка 23 и транспортера 24.
Устройство для штамповки листовых прямоугольных деталей работает следующим образом. Перед началом штамповки пуансонодержатель 6 находится в крайнем верхнем (исходном) положении, при котором между пуансонами 9 и матрицей 14 имеется зазор для прохода листа 18. Очередной лист, уложенный предварительно на поворотный загрузочный стол 1, при повороте последнего на угол α (фиг. 1) сползает вниз по наклонному столу 12, направляющим 13 и матрице 14 до упоров 15 и перекрывает сверху пазы 17 и выступы 16 матрицы (фиг. 7).
За этим следует перемещение пуансонодержателя 6 из исходного положения вниз по направляющим 5 (рабочий ход) и пуансоны первого ряда 7 во взаимодействии с режущими кромками, расположенными по периметру прямоугольных пазов 17 матрицы 14, штампуют прямоугольные детали 22 в соответствии с размерами сечения пуансонов этого ряда. Процесс штамповки при этом протекает так, что лист одновременно режет один (фиг. 4) или два (фиг. 2 и фиг. 3) пуансона первого ряда. Этим определяется и необходимое усилие штамповки.
После первого и последующих ходов пуансонов на переднем конце листа образуются прямоугольные выступы 19 и прямоугольные пазы 20. При возврате пуансонодержателя в исходное положение лист 18 переместится вниз до контакта основаниями своих пазов 20 с упорами 15 и выступы листа расположатся под пуансонами второго ряда, а новая зона листа перекроет пазы и выступы матрицы (фиг. 8). При рабочем ходе пуансонодержателя пуансоны первого ряда штампуют детали 22, образуя на листе новые пазы и выступы, а пуансоны второго ряда, взаимодействуя с режущими кромками, расположенными на выступах 16 матрицы, отрезают ранее образованные выступы листа с получением деталей 21.
Далее процесс штамповки повторяется и протекает так, что лист одновременно режут максимум два пуансона (фиг. 4) первого и второго ряда или максимум четыре пуансона (фиг. 2 и 3). Во втором случае при сравнительно большем усилии штамповки обеспечивается его центральное приложение, что обеспечивает безперекосное движение пуансонодержателя.
Полученные при штамповке детали 22 и 21 попадают в устройство 4 для их уборки и транспортировки.
Предлагаемое устройство для штамповки листовых прямоугольных деталей может быть использовано, например, для порезки листов катодного никеля на карточки размером 25х25-100х100 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2121900C1 |
| Устройство для последовательной малоотходной вырубки | 1991 |
|
SU1773534A1 |
| Устройство для малоотходной штамповки плоских прямоугольных деталей | 1989 |
|
SU1704887A1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ПРЯМОУГОЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2057622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ДЕТАЛЯХ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2165324C2 |
| Штамп для получения цилиндрических обечаек гибкой | 2022 |
|
RU2802880C1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| СПОСОБ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291016C1 |
| ЛИНИЯ ДЛЯ РОТАЦИОННО-ПРОРЕЗНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И РОТАЦИОННО-ПРОРЕЗНОЕ УСТРОЙСТВО ДЛЯ НЕЕ | 2020 |
|
RU2747203C1 |



Изобретение относится к обработке металлов давлением и может быть использовано для вырубки металлов на прессе. Перед началом штамповки пуансонодержатель находится в крайнем верхнем положении, при котором между пуансонами и матрицей имеется зазор для прохода листа. Очередной лист, уложенный предварительно на поворотный стол, при повороте последнего на угол сползает вниз по наклонному столу до упоров и перекрывает сверху пазы и выступы матрицы. Перемещаются из исходного положения вниз пуансоны и штампуют прямоугольные детали. Процесс штамповки при этом протекает так, что лист одновременно режется одним или двумя пуансонами первого ряда. Далее процесс штамповки протекает так, что лист одновременно режут максимум два пуансона первого и второго ряда или максимум четыре пуансона за счет того, что пуансоны первого и второго ряда смещены последовательно по длине рядов. 8 ил.
УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ПРЯМОУГОЛЬНЫХ ДЕТАЛЕЙ, содержащее поворотный загрузочный стол, расположенную под острым углом к горизонтальной оси нижнюю часть с матрицей, столом для размещения и направления заготовки, упорами для заготовки, а также верхнюю часть с пуансонодержателем, направляющими для пуансонодержателя, прямоугольными пуансонами, установленными в пуансонодержателе, расположенными в шахматном порядке в двух параллельных рядах, перпендикулярных направлению подачи, и механизм для уборки и транспортировки деталей, отличающееся тем, что в комплекте пуансонов выделены одиночные пуансоны первого ряда, а смежными пуансонами первого и второго рядов образованы группы из двух и/или трех пуансонов, рабочие торцы которых расположены в общей рабочей плоскости и эти рабочие плоскости смежных групп пуансонов и смежных с ними одиночных пуансонов последовательно по длине рядов или последовательно симметрично центральной группы пуансонов смещены по вертикали, при этом центральная группа содержит один или три пуансона.
