Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для производства деревянных корпусов.
Цель изобретения - повышение производительности за счет сокращения такта и увеличения точности обработки.
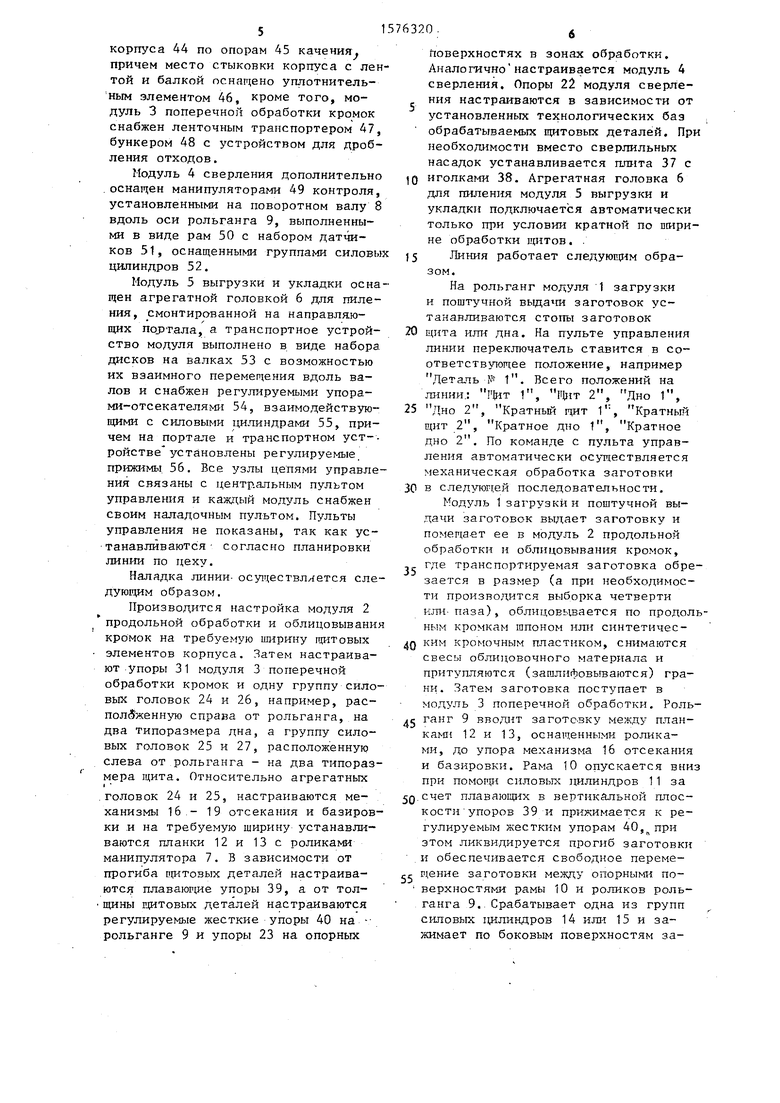
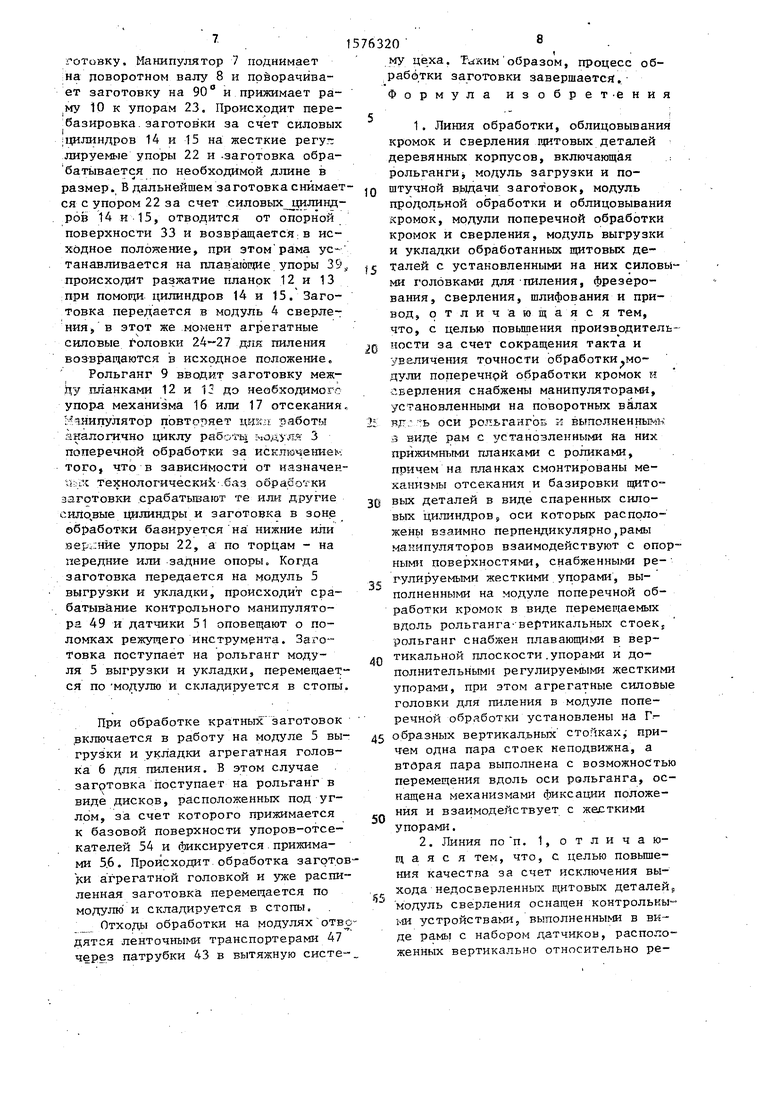
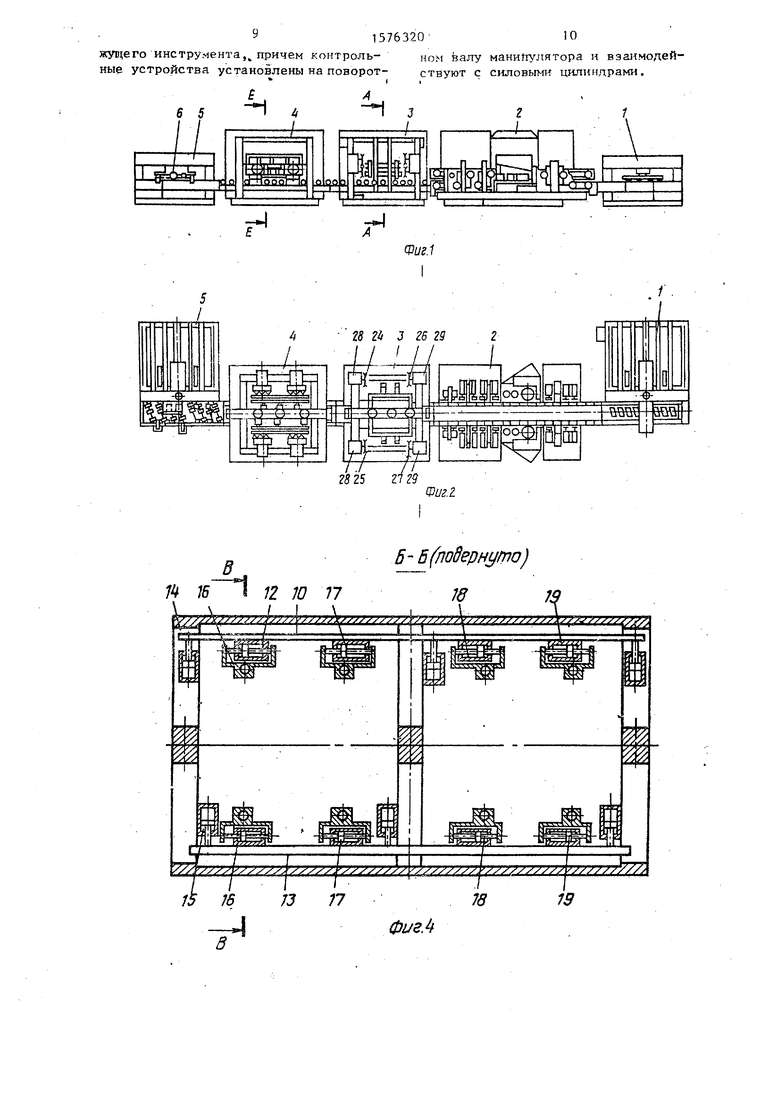
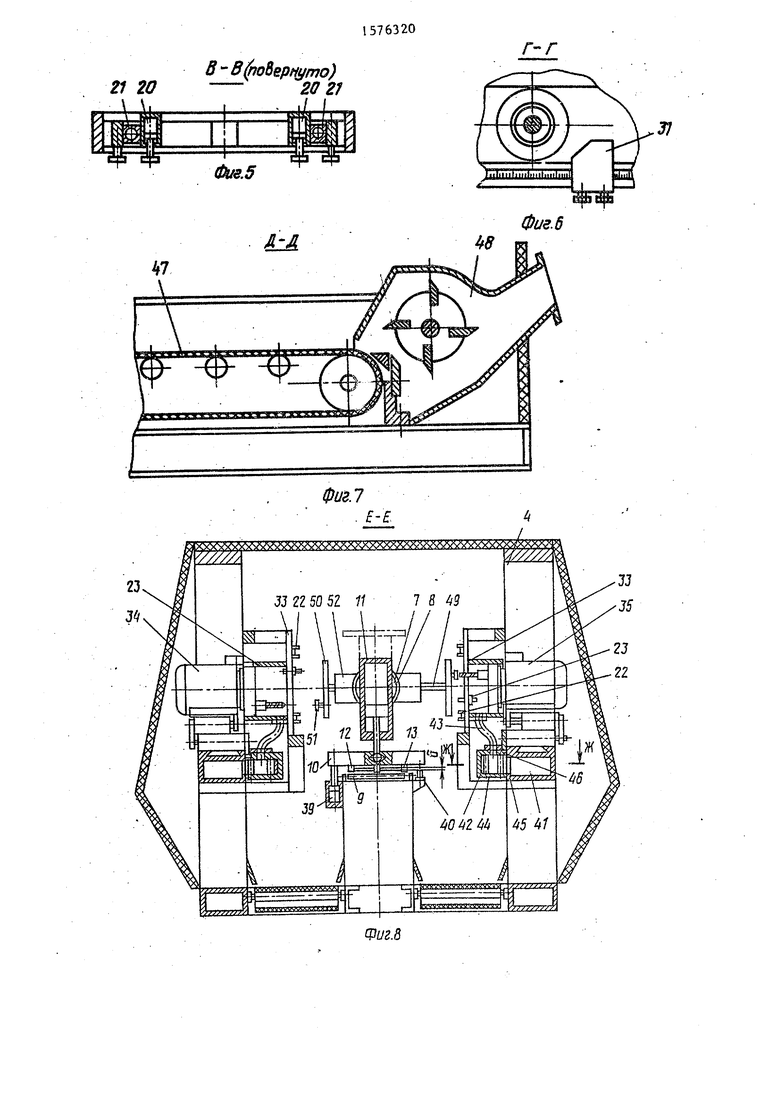
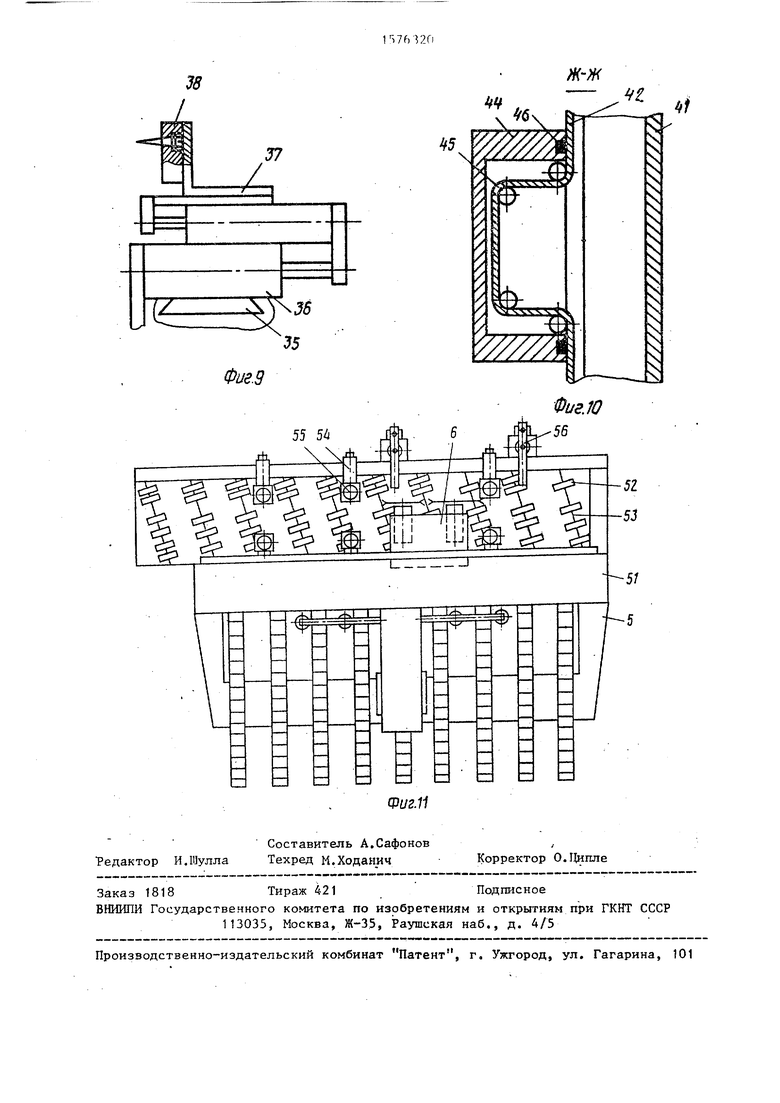
На фиг. 1 изображена линия, вид сбоку; на фиг. 2 - то же, вид сверху; на Лиг. 3 - разрез „А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3 (по раме манипулятора); на фиг. 5 - разрез В-В на фиг. 4 (поперечный разрез по раме манипулятора) ; на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7 - разрез Д-Д на фиг. 3 (поперечный разрез по устройству для дробления отходов); на фиг. 8 - разрез Е-Е на фиг. 1; на фиг. 9 - сверлильный агрегат, оснащенный плитой с иголками, общий вид; на фиг. 10 - разрез Ж-Ж на фиг. 8; на фиг. 11 - модуль выгрузки вид сверху.
Линия состоит из модуля 1 загрузки и поштучной подачи заготовок, модуля 2 продольной обработки и облицовывания кромок, модуля 3 поперечной обработки кромок, модуля 4 сверления, модуля 5 выгрузки и наладки, оснащенного агрегатной головкой 6 для пиления.
Модуль 3 поперечной обработки кро мок и модуль 4 сверления снабжены манипуляторами 7, установленными на поворотных валах 8 вдоль оси рольганга 9, выполненными в виде рам 10, оснащенными группами силовых цилиндров 11 с установленными в раме прижимными планками 12 и 13 с роликами, оснащенными двумя группами силовых цилиндров 14 и 15, причем на планках смонтированы группами механизмы
0
5
0
5
0
5
0
5
16 - 19 отсекания и базировки щитовых деталей в виде спаренных силовых цилиндров 20 и 21, оси которых расположены перпендикулярно одна другой, а также оснащены опорными поверхностями в зоне обработки, снабженными регулируемыми утопающими жесткими упорами 22 (базовыми опорами) и регулируемыми жесткими упорами 23 на толщину щита и агрегатны- ми силовыми головками, выполненными на модуле 3 поперечной обработки кромок в виде агрегатных силовых головок 24 - 27 для пиления, установленных на Г-образных вертикальных стойках 78 и 24, причем одна пара стоек 28 неподвижна, а другая пара стоек 29 выполнена с возможностью перемещения вдоль оси рольганга и оснащена механизмом 30 фиксации и жесткими упорами 31, а опорные поверхности - в виде перемещаемых вдоль рольганга вертикальных стоек 32. На модуле 4 сверления роль опорной поверхности в зоне обработки выполняет кондуктор 33, а агрегатные силовые головки представляют собой две группы агрегатных силовых головок 34 и 35 расположенных на противоположных боковых сторонах рольганга, и каждая из головок оснащена дополнитель- ным силовым цилиндром 36 и на- Гпром плит 37 с иголками- 38, а рольганг снабжен плавающими в вертикальной плоскости упорами 39 и дополнительно регулируемыми жесткими упорами 40.
Модуль 3 поперечной обработки кромок и модуль 4 сверления снабжены устройством для удаления отходов в виде полой балки 41 с продольным пазом, закрывающимся гибкой лентой 42, огибаюшей патрубки 43 агрегатов сверления ч гапения внутри
корпуса 44 по опорам 45 качения причем место стыковки корпуса с лентой и балкой оснащено уплотнитель- ным элементом 46, кроме того, модуль 3 поперечной обработки кромок снабжен ленточным транспортером 47, бункером 48 с устройством для дробления отходов.
Модуль 4 сверления дополнительно оснащен манипуляторами 49 контроля, установленными на поворотном валу 8 вдоль оси рольганга 9, выполненными в виде рам 50 с набором датчиков 51, оснащенными группами силовы цилиндров 52.
Модуль 5 выгрузки и укладки оснащен агрегатной головкой 6 для пиления, смонтированной на направляющих портала, а транспортное устройство модуля выполнено в виде набора дисков на валках 53 с возможностью их взаимного перемещения вдоль валов и снабжен регулируемыми упора- ми-отсекателями 54, взаимодействующими с силовыми цилиндрами 55, причем на портале и транспортном уст-- ройстве установлены регулируемые прижимы 56. Все узлы цепями управления связаны с центр.альным пультом управления и каждый модуль снабжен своим наладочным пультом. Пульты управления не показаны, так как устанавливаются согласно планировки линии по цеху.
Наладка линии осуществляется следующим образом.
Производится настройка модуля 2 продольной обработки и облицовывания кромок на требуемую ширину щитовых элементов корпуса. Затем настраивают упоры 31 модуля 3 поперечной обработки кромок и одну группу силовых головок 24 и 26, например, рас- пол 5женную справа от рольганга, на два типоразмера дна, а группу силовых головок 25 и 27, расположенную слева от рольганга - на два типоразмера щита. Относительно агрегатных
головок 24 и 25, настраиваются механизмы 16-19 отсекания и базировки и на требуемую ширину устанавливаются планки 12 и 13с роликами манипулятора 7. В зависимости от прогиба щитовых деталей настраиваются плавающие упоры 39, а от толщины щитовых деталей настраиваются регулируемые жесткие упоры 40 на - рольганге 9 и упоры 23 на опорных
0
5
0
поверхностях в зонах обработки. Аналогично настраивается модуль 4 сверления. Опоры 22 модуля сверления настраиваются в зависимости от установленных технологических баз обрабатываемых щитовых деталей. При необходимости вместо сверлильных насадок устанавливается плита 37 с иголками 38. Агрегатная головка 6 для пиления модуля 5 выгрузки и укладки подключается автоматически только при условии кратной по ширине обработки щитов.
Линия работает следующим образом.
На рольганг модуля 1 загрузки и поштучной выдачи заготовок устанавливаются стопы заготовок щита или дна. На пульте управления линии переключатель ставится в соответствующее положение, например Деталь № 1. Всего положений на линии: Щит 1, Щит 2, Дно 1,
5 Дно 2, Кратный щит Г:, Кратный щит 2, Кратное дно 1, Кратное дно 2. По команде с пульта управления автоматически осуществляется механическая обработка заготовки
0 в следуюггей последовательности.
Модуль 1 загрузки и поштучной выдачи заготовок выдает заготовку и помещает ее в модуль 2 продольной обработки и облицовывания кромок, где транспортируемая заготовка обрезается в размер (а при необходимости производится выборка четверти или паза), облицовывается по продольным кромкам шпоном или синтетичесQ ким кромочным пластиком, снимаются свесы облицовочного материала и притупляются (зашлифовываются) грани. Затем заготовка поступает в модуль 3 поперечной обработки. Рольганг 9 вводит заготовку между планками 12 и 13, оснащенными роликами, до упора механизма 16 отсекания и базировки. Рама 10 опускается вниз при ПОМОРЩ силовых цилиндров 11 за
Q счет плавающих в вертикальной плоскости упоров 39 и прижимается к регулируемым жестким упорам 40, п при этом ликвидируется прогиб заготовки и обеспечивается свободное перемещение заготовки между опорными поверхностями рамы 10 и роликов рольганга 9. Срабатывает одна из групп силовых цилиндров 14 или 15 и зажимает по боковым поверхностям за5
5
5
готовку. Манипулятор 7 поднимает на поворотном валу 8 и поворачивает заготовку на 90 и прижимает ра- (му 10 к упорам 23. Происходит перебазировка заготовки за счет силовых , цилиндров 14 и 15 на жесткие регу-: лируемые упоры 22 и -заготовка обра- батывается по необходимой длине в размер. В дальнейшем заготовка снимается с упором 22 за счет силовых цилинд- ров 14 и 15, отводится от опорной поверхности 33 и возвращается в исходное положение, при этом рама ус- танавливается на плавающие упоры 39S происходит разжатие планок 12 и 13 при помощи цилиндров 14 и 15. Заготовка передается в модуль 4 сверления, в этот же момент агрегатные силовые головки 24-27 для пиления возвращаются в исходное положение„
Рольганг 9 вводит заготовку между планками 12 и 13 до необходимогг упора механизма 16 или 17 отсекания, Чнипулятор повторяет щгк i работы аналогично циклу работы лодул. 3 поперечной обработки за исключением того, что в зависимости от назначен- u ..ч технологически баз обработки заготовки срабатывают те или другие силовые цилиндры и заготовка в зоне обработки базируется на нижние или верхние упоры 22, а по торцам - на передние или задние опоры. Когда заготовка передается на модуль 5 выгрузки и укладки, происходит срабатывание контрольного манипулятора 49 и датчики 51 оповещают о поломках режущего инструмента. Заготовка поступает на рольганг модуля 5 выгрузки и укладки, перемещается по модулю и складируется в стопы.
При обработке кратных заготовок включается в работу на модуле 5 выгрузки и укладки агрегатная головка 6 для пиления. В этом случае заготовка поступает на рольганг в виде дисков, расположенных под углом, за счет которого прижимается к базовой поверхности упоров-отсе- кателей 54 и фиксируется прижимами 5.6. Происходит обработка заготовки агрегатной головкой и уже распиленная заготовка перемещается по модулю и складируется в стопы,
Отходы обработки на модулях отводятся ленточными транспортерами 47 через патрубки 43 в вытяжную систе15763208
му цеха. Таким образом, процесс обработки заготовки завершается. Формула изобретения
S
0
1.Линия обработки, облицовывания кромок и сверления щитовых деталей деревянных корпусов, включающая рольганги, модуль загрузки и поштучной выдачи заготовок, модуль продольной обработки и облицовывания кромок, модули поперечной обработки кромок и сверления, модуль выгрузки и укладки обработанных щитовых деталей с установленными на них силовыми головками для-пиления, фрезерования, сверления, шлифования и привод, отличающаяся тем, что, с целью повышения производительности за счет сокращения такта и увеличения точности обработки.модули поперечной обработки кромок и лверления снабжены манипуляторами, установленными на поворотных валах
RF -ь оси рольгангоБ ;: выполненными1 --i виде рам с установленными на них прижимными планками с роликами, причем на планках смонтированы механизмы отсекания и базировки щитовых деталей в виде спаренных силовых цилиндров9 оси которых расположены взаимно перпендикулярно,рамы манипуляторов взаимодействуют с опорными поверхностями, снабженными регулируемыми жесткими упорами, вы- полненными на модуле поперечной обработки кромок в виде перемещаемых вдоль рольганга-вертикальных стоек5 рольганг снабжен плавающими в вертикальной плоскости.упорами и дополнительными регулируемыми жесткими упорами, при этом агрегатные силовые головки для пиления в модуле поперечной обработки установлены на Г- 5 образных вертикальных сточках причем одна пара стоек неподвижна, а вторая пара выполнена с возможностью перемещения вдоль оси рольганга, оснащена механизмами фиксации положения и взаимодействует с жесткими упорами.
2.Линия по п. отличающаяся тем, что, с целью повышения качества за счет исключения выхода недосверленных щитовых деталей, модуль сверления оснащен контрольными устройствами, выполненными в виде рамы с набором датчиков, расположенных вертикально относительно ре-
5
0
0
5
91576320Ю
жущего инструмента,ьпричем контроль- ном Ьалу манипулятора и вэаимодей- ные устройства установлены на поворот- ствуют с силовыми цилиндрами.
Ј
б 5 i jг/
Ј-, , ,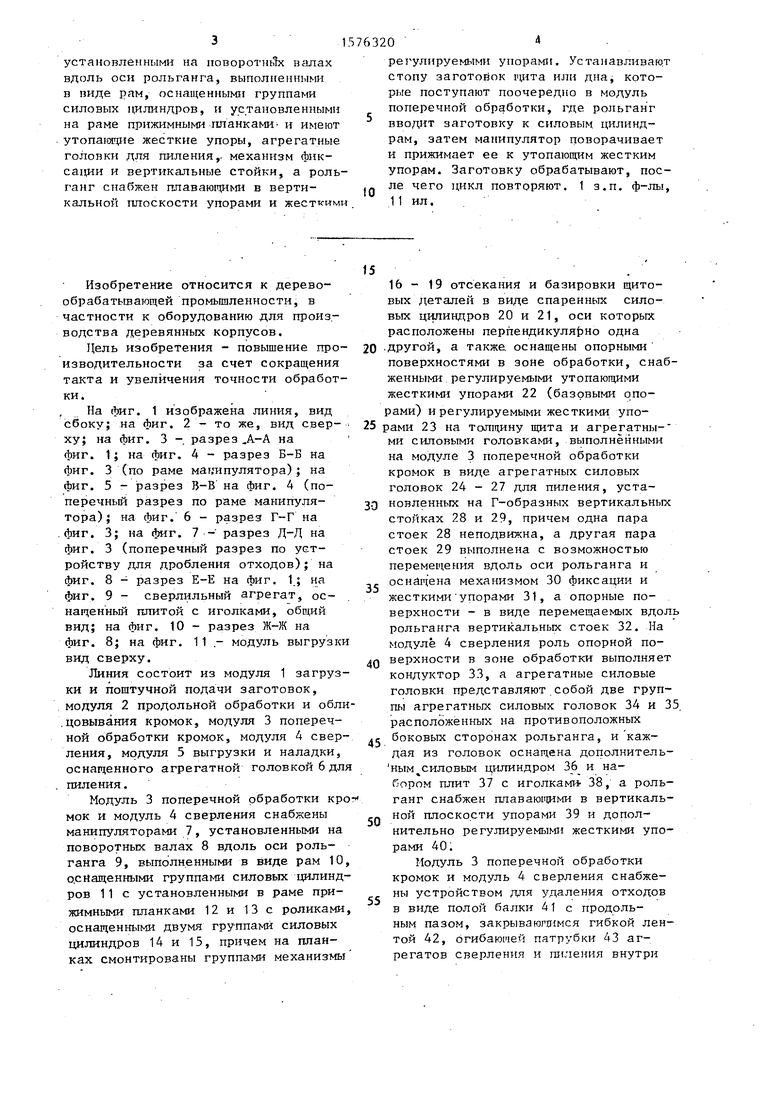
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия механической обработки щитовых деталей деревянных корпусов | 1985 |
|
SU1247276A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ, НАПРИМЕР, ДЛЯ ОБРАБОТКИ ЩИТОВЫХ ДЕТАЛЕЙ МЕБЕЛИ | 1964 |
|
SU161119A1 |
| Линия для непрерывного изготовления щитовых элементов мебели | 1976 |
|
SU612788A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ЛАМЕЛЕЙ С ТРЕХПИЛЬНЫМ СТАНКОМ ДЛЯ РАСКРОЯ ГНУТО-ЛИСТОВЫХ МАТЕРИАЛОВ И МЕХАНИЗМОМ ПИЛЕНИЯ С ГЛУШИТЕЛЕМ ШУМА ДИСКОВОЙ ПИЛЫ | 2014 |
|
RU2563674C1 |
| Гибкая линия для механической обработки деталей типа станин электродвигателей | 1988 |
|
SU1701484A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| Линия изготовления лицевого покрытия щитового паркета | 1986 |
|
SU1371919A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Устройство для сверления щитов | 1986 |
|
SU1423382A1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для производства деревянных корпусов. Цель изобретения - повышение производительности за счет сокращения такта и увеличения точности обработки. Линия включает модуль загрузки и поштучной подачи заготовок, модуль продольной обработки и облицовывания кромок, модуль поперечной обработки кромок, модуль сверления, модуль выгрузки и наладки с агрегатной головкой для пиления. Модуль поперечной обработки кромок и модуль сверления снабжены манипуляторами, установленными на поворотных валах вдоль оси рольганга, выполненными в виде рам, оснащенными группами силовых цилиндров, и установленными на раме прижимными планками и имеют утопающие жесткие упоры, агрегатные головки для пиления, механизм фиксации и вертикальные стойки, а рольганг снабжен плавающими в вертикальной плоскости упорами и жесткими регулируемыми упорами. Устанавливают стопу заготовок щита или дна, которые поступают поочередно в модуль поперечной обработки, где рольганг вводит заготовку к силовым цилиндрам, затем манипулятор поворачивает и прижимает ее к утопающим жестким упорам. Заготовку обрабатывают, после чего цикл повторяют. 11 ил.
28 25 27
74 75
16 73 Л
7
Ј- Б (повернуто)
78
19
фиг А
J-J
№ф
IZ QZv
(oujffudagoti)g - g
01 a
QZЈ9iSt
J
/
t
J7
w
Ј
35
Фиг 9
55 54
Ж-Ж
4
7////Л
| Авторское свидетельство СССР № 438238, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
