СП
сл
о
Изобретение касается неразрушающего контроля проката, в частности дефектоскопии листового проката в потоке производства, и может найти применение в металлургической и машиностроительной промышленности для дефектоскопии проката.
Целью изобретения является повышение разрешающей способности контро- ля на различных сортаментах контролируемой продукции,
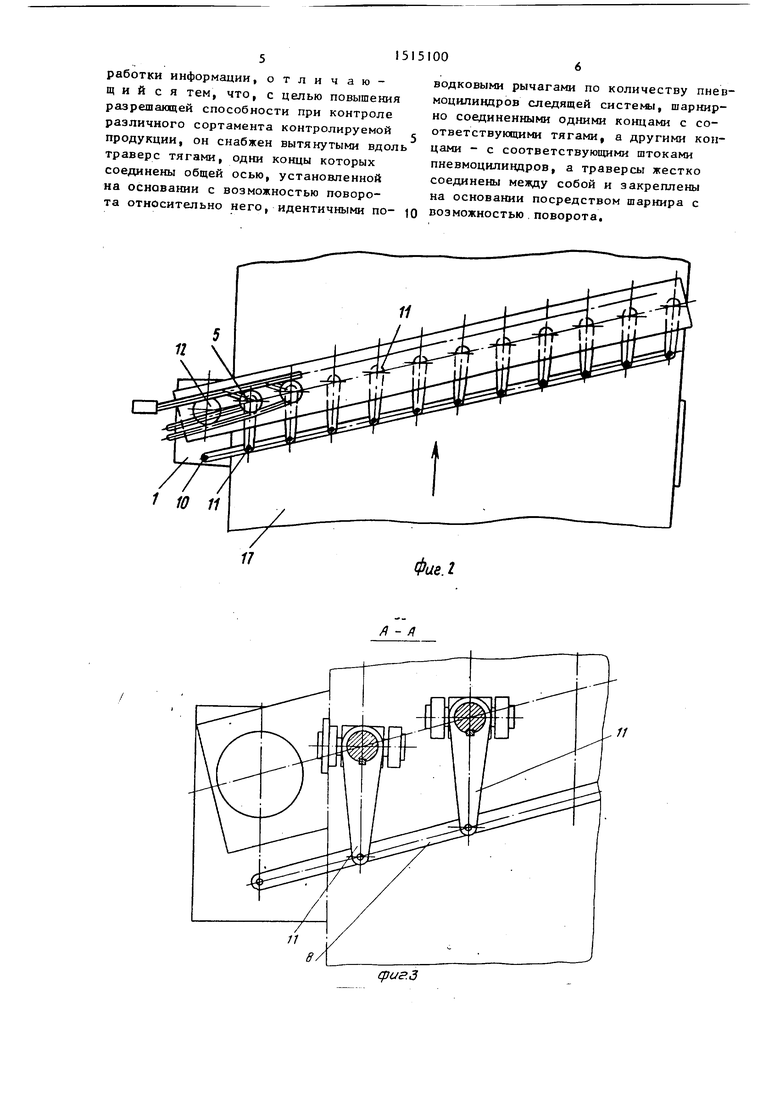
На фиг, 1 приведен дефектоскоп, главный вид; на фиг, 2 - то же, вид сверху; на фиг, 3 - сечеьше А-А на фиг, 1,
Дефектоскоп содержит основание 1, установленную на последнем раму (не обозначена), выполненную в виде соединенных между собой верхней 2 и нижней 3 траверс, на которых закреплена следящая система (не обозначена) , выполненная в виде соосно установленных на каждой траверсе 2, 3 обращенных один к другому П-пневмоцилиндров 4, на штоках 5 которых установлены каретки 6 с преобразователями 7, электронные блоки (не обозначены) обработки информации, вытянутые вдоль траверс 2, 3 тяги 8, 9 одни концы кото- рых соединены общей осью 10, установленной на основании 1 с возможностью поворота относительно него, идентичные поводковые рычаги 1 1 по количест-- ву пневмоцилигщров 4 следящей систе- tJ, шарнирно соединенные одними концами с соответствующими тягами 8, 9, а другими - с соответствующими штоками 5 пневмоцилиндров 4, при этом
траверсы 2, 3 жестко соединены меж- 40 кается на ту же величину, так как раду собой и закреплены на основании 1 посредством шарнира 12 с возможностью поворота.
На каждой каретке 6 закреплены постоянные магниты 13 и опорные ролики 14, Рабочие полости 15 пневмоцилиндров 4, обращенных один к другому, соединены попарно между собой, а исполнительные полости 16 - с источником (не изображен) сжатого воздуха. Опорные ролики 14 кареток 6 воздействуют, в процессе контроля с поверхностью контролируемого проката 17,
Дефектоскоп работает следующий образом.
Дефектоскоп устанавливают в зоне контроля. Траверсы 8, 9 поворачивают на шарнире 12 относительно I так, чтобы кргйние опорные ролики 14 располабочие полости 15 пневмоцилиндров 4 являются сообщающимися сосудами.
Существенным отличием предлагаемого дефектоскопа является обеспечение 45 100%-ного охвата площади контролируемого проката.
Формула изобр
50
55
е т е и и я
Многоканальный дефектоскоп для контроля проката, содержащий основание, установленную на нем раму, выполненную в виде соединенных между собой верхней и нижней траверс, на которых закреплена следящая система; выполненная в виде соосно установленных на каждой траверсе обращенных друг к другу .П-пневмоцилиндров, на штоках которых установлены каретки с преоб- разователя№1 и электронные блоки обQ
5
0 30
гались на боковых кромках контролируемого проката 17, Если при этом угол между траверсой 8 и продольной осью контролируемого проката 17 будет 30°, а толщина роликов 14 одной следящей системы не превысит ширины преобразователя 7, то дефектоскоп будет осуществлять 100%-ный контроль проката.
Перед проведением контроля дефектоскоп настраивается также на толщину контролируемого проката 17 (устройство настройки не показано), однако между oпopныl и поверхностями роликов 14, и плоскостью контролируемого проката 17 (при его отсутствии) должен быть зазор до 5 мм, что предохранит преобразователи 7 от возможных ударов прокатом 17 при входе его в дефектоскоп. При входе контролируемого проката 17 в зону контроля следящие системы благЬдаря воздействию магнитных сил постоянных мапштов 13 притягиваются к контролируемому прокату 17 до упора роликов 14 в контролируемый прокат 17,
При дальнейшем движении контролируемого проката 17 следящие системл отслеживают поверхность проката 17, при этом сохраняется постоянный зазор между поверхностью контролируемого проката 17 и преобразователем 1, что необходимо для контроля с использованием электромагнитно-акустическо- 35 го метода, Пневмоцилиндры 4, установленные на траверсах 8, 9, выполняют роль демпфера, причем при опускании, например, верхней следящей системы на определенную величину нижняя опус5
бочие полости 15 пневмоцилиндров 4 являются сообщающимися сосудами.
Существенным отличием предлагаемого дефектоскопа является обеспечение 5 100%-ного охвата площади контролируемого проката.
Формула изобр
0
5
е т е и и я
Многоканальный дефектоскоп для контроля проката, содержащий основание, установленную на нем раму, выполненную в виде соединенных между собой верхней и нижней траверс, на которых закреплена следящая система; выполненная в виде соосно установленных на каждой траверсе обращенных друг к другу .П-пневмоцилиндров, на штоках которых установлены каретки с преоб- разователя№1 и электронные блоки обработки информации, отличающийся тем, что, с целью повышения разрешанщей способиости при контроле различного сортамента контролируемой продукции, он снабжен вытянутыми вдоль траверс тягами, одни концы которых соединены общей осью, установленной на основании с возможностью поворота относительно него, идентичными по- Q
водковыми рычагами по количеству пнев- моцилиццров следящей систе, шаркир- но соединенными одними концами с соответствующими тягами, а другими концами - с соответствующими штоками пневмоцилиндров, а траверсы жестко соединены между собой и закреплены на основании посредством шарнира с возможностью поворота.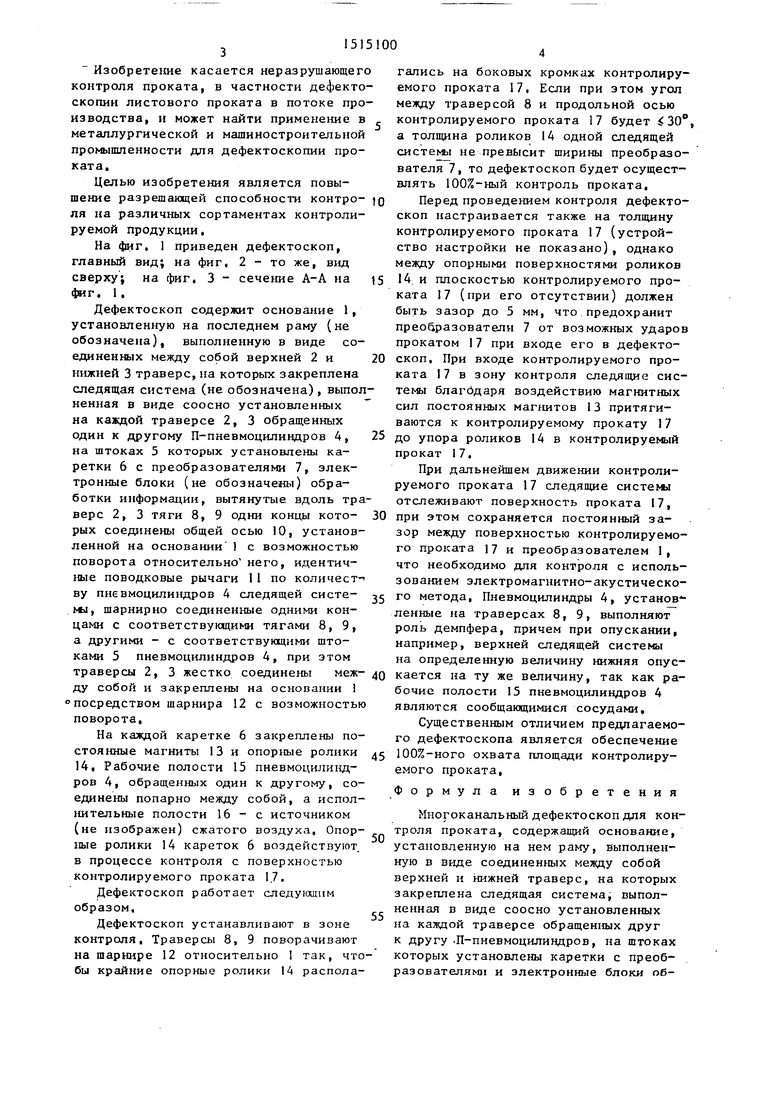
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальный дефектоскоп для контроля проката | 1985 |
|
SU1429011A1 |
| Многоканальный дефектоскоп для контроля проката | 1988 |
|
SU1619153A2 |
| Многоканальный дефектоскоп для контроля проката | 1989 |
|
SU1733996A2 |
| Дефектоскоп для контроля кольцевого проката | 1990 |
|
SU1805378A1 |
| Устройство для ультразвукового контроля изделий плоской формы | 1986 |
|
SU1348728A1 |
| Устройство ультразвукового контроля цилиндрических изделий | 1982 |
|
SU1083106A1 |
| Устройство для контроля качества проката | 1989 |
|
SU1670583A1 |
| Следящее устройство к дефектоскопу | 1976 |
|
SU696367A1 |
| Устройство для контроля качества проката | 1986 |
|
SU1425535A1 |
| Сканирующее устройство для дефектоскопии круглого проката | 1973 |
|
SU564584A1 |
Изобретение относится к неразрушающему контролю проката, в частности к дефектоскопии листового проката в потоке производства, и может найти применение в металлургической и машиностроительной промышленности для дефектоскопии листа. Целью изобретения является повышение разрешающей способности контроля на различных сортаментах контролируемой продукции. В процессе работы контролируемый прокат 17 входит в зону контроля, следящая система за счет постоянных магнитов 13 притягивается к контролируемой поверхности до упора роликов 14 в прокат 17. Пневмоцилиндры 4, установленные на траверсах, выполняют роль демпферов, так как рабочие полости 15 пневмоцилиндров 4 являются сообщающимися сосудами, за счет чего обеспечиваются одинаковые перемещения верхней и нижней следящих систем. 3 ил.
/ fO 11
фиг.
сриг.З
| УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП | 0 |
|
SU329463A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многоканальный дефектоскоп для контроля проката | 1985 |
|
SU1429011A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
