Изобретение относится к области неразрушающего контроля проката, в частности к дефектоскопии листового проката в потоке производства, может найти применение в .металлургической и машиностроительной промышленности для дефектоскопии проката и является усовершенствованием изобретения по авт. св. №1429011.
Цель изобретения - повышение надежности.
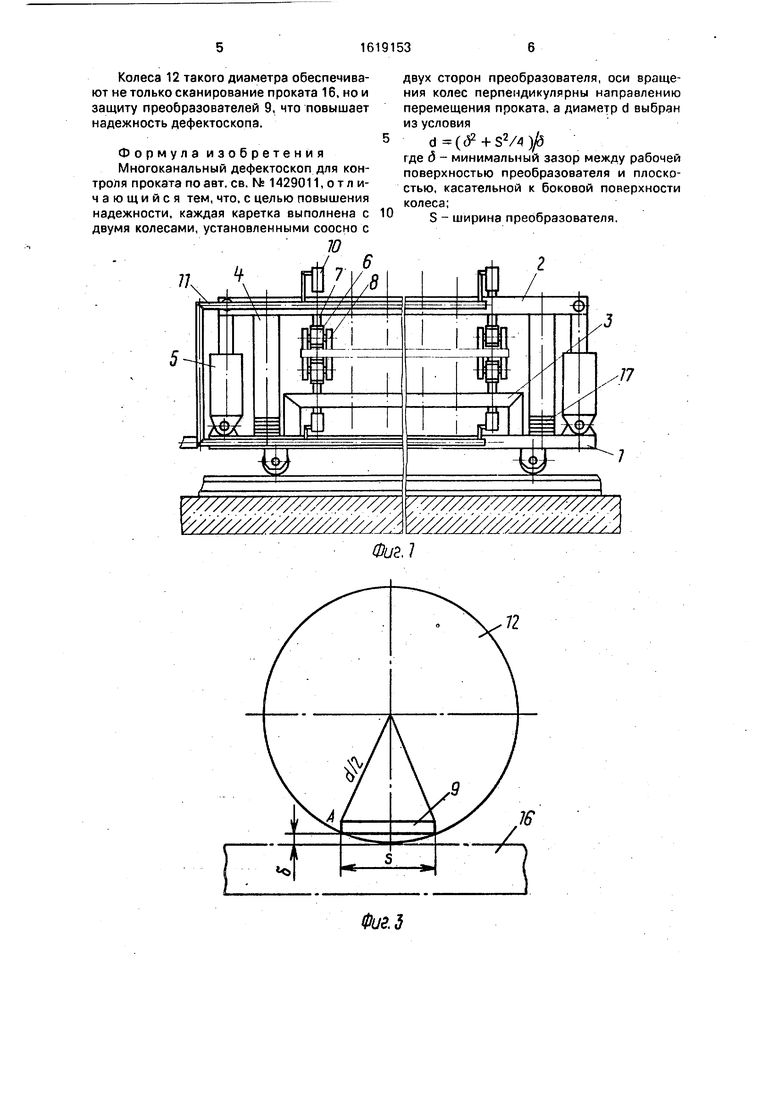
На фиг. 1 приведен дефектоскоп для контроля проката, общий вид; на фиг. 2 - каретка с преобразователем и источником энергии; на фиг. 3 - расчетная схема защиты преобразователя.
Многоканальный дефектоскоп для контроля проката состоит из несущей рамы 1, выполненной в виде верхней и нижней траверс 2 и 3, подвижно соединенных направляющими 4, верхняя траверса 2 снабжена управляющими пневмоцилиндрами 5, шар- нирно связанными с концами траверс 2 и 3, причем на каждой траверсе 2 и 3 соосно установлено п следящих систем 6, обращенных друг к другу, каждая следящая система выполнена в виде штока 7 пневмоцилиндра, служащего направляющей, на которой с возможностью осевого перемещения установлена каретка 8 с преобразователем 9 многоканального дефектоскопа, связанная с упругим элементом - пневмоцилиндром 10, причем рабочие полости пневмоцилинд- ров 10 каждой пары систем б, установленных на одной оси, соединены общим трубопроводом 11 и представляют собой сообщающиеся сосуды. Каретка 8 выполнена с двумя соосными колесами 12 с неподвижной центральной частью 13, на которой жестко закреплены источник 14 энергии и преобразователь 9, причем винтовая пара 15 позволяет плавную регулировку зазора д между преобразователем 9 и плоскостью, касательной к боковой поверхности колес, и, следовательно, до поверхности контролируемого проката 16. В состав дефектоскопа входит набор мерных пластин 17 для установки первоначального зазора.
Оси вращения колес 12 перпендикулярны направлению движения контролируемого проката 16. Винтовая пара 15 состоит из гайки 18, винта 19 и направляющей 20 Центральная часть каретки 8 является также узлом крепления источников 14 энергии и преобразователей 9.
Диаметр d колес 1 выбран из условия
d(52+S2/4/c5,
где с5 - минимальный зазор между рабочей поверхностью преобразователя и плоскостью, касательной к боковой поверхности колес, мм;
S - ширина преобразователя, мм. Многоканальный дефектоскоп для контроля проката работает следующим образом.
Дефектоскоп устанавливается в зоне контроля. Поверхности следящих систем 6, установленных на нижней траверсе 3, должны касаться нижней поверхности контролируемого проката 16. Верхняя траверса 2 приподнимается с помощью пневмоцилиндра 5. Набор мерных пластин 17 должен соответствовать толщине контролируемого
проката 16, затем верхняя траверса 2 с помощью пневмоцилиндров 5 плавно опускается по направляющим 4, которые позволяют соблюсти соосность каждой пары обращенных друг к другу следящих систем 6. Следящие системы 6, установленные на верхней траверсе 2, должны касаться верхней поверхности контролируемого проката 16. С помощью винтовой пары 15 выставляется определенный зазор между
поверхностью контролируемого проката 16 и преобразователем 9.
При прохождении контролируемого проката 16 колеса 12 катятся по его поверхности. При этом следящие системы 6 следят
за поверхностью проката 16, сохраняя при этом постоянный зазор между поверхностью проката 16 и преобразователями 9, создают между парой обращенных друг к другу следящих систем 6 магнитное поле,
необходимое для работы преобразователей 9, а также защищают преобразователи 9 от ударов прокатом 16.
Надежность и работоспособность устройства определяются степенью защищенности преобразователя 9. Защита преобразователя 9 осуществляется с помощью колес 12. Расстояние между колесами 12 целесообразно выбирать равным половине дуги волнистости листа. Диаметр колес 12
выбран из условия, что при известном минимальном зазоре д между преобразователем 9 и прокатом 16 и при известной ширине преобразователя 9 последний должен быть защищен колесами 12 (фиг. 3, При увеличении
зазора надежность защиты повышается). .- Рассмотрим ЛАОС. Здесь АО - радиус колеса; СО d/2- д; АС - половина ширины преобразователя S/2.
55
(d/2)2(S/2)2+(f-(5)2;
d -S 4-d r.Aj-/s2 -j- -r+-7r-dd+ r.
S y
отсюда d (-ц- д }/д.
Колеса 12 такого диаметра обеспечивают не только сканирование проката 16, но и защиту преобразователей 9, что повышает надежность дефектоскопа.
Формула изобретения Многоканальный дефектоскоп для контроля проката по авт. св. № 1429011, отличающийся тем, что, с целью повышения надежности, каждая каретка выполнена с двумя колесами, установленными соосно с
0
двух сторон преобразователя, оси вращения колес перпендикулярны направлению перемещения проката, а диаметр d выбран из условия
d C +S2//)/
где б - минимальный зазор между рабочей поверхностью преобразователя и плоскостью, касательной к боковой поверхности колеса;
S - ширина преобразователя.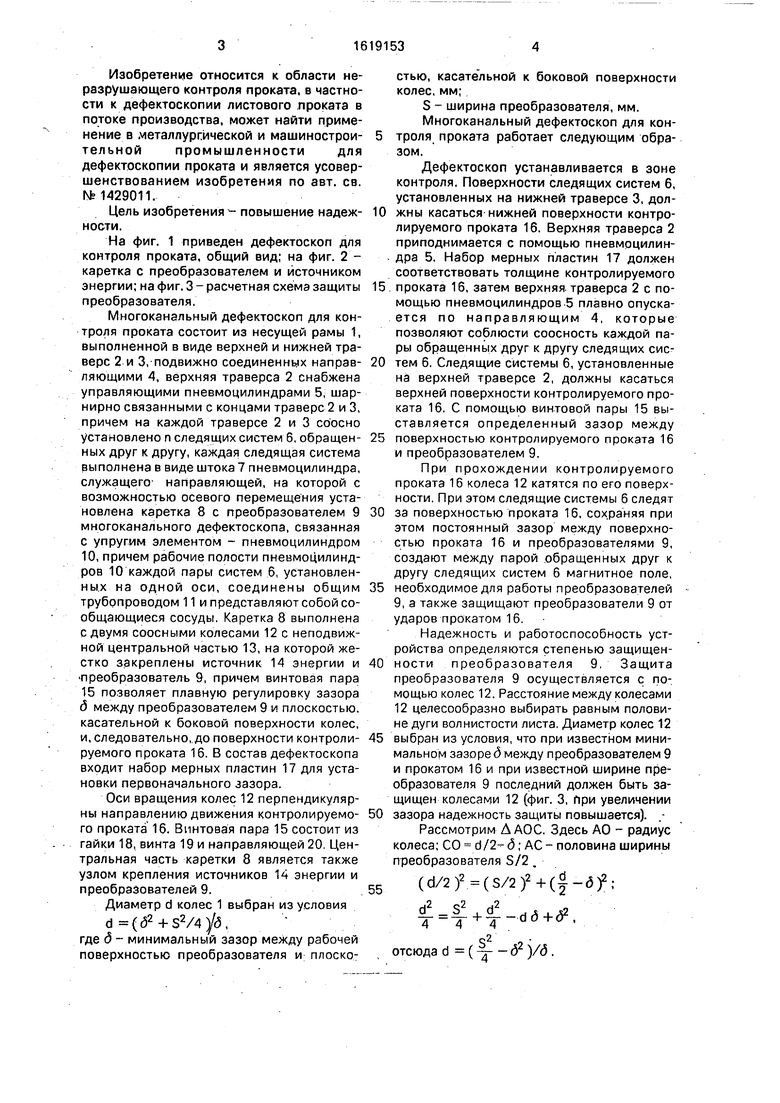
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальный дефектоскоп для контроля проката | 1985 |
|
SU1429011A1 |
| Многоканальный дефектоскоп для контроля проката | 1989 |
|
SU1733996A2 |
| Многоканальный дефектоскоп для контроля проката | 1986 |
|
SU1515100A1 |
| Многоканальный дефектоскоп для контроля проката | 1989 |
|
SU1649421A2 |
| Устройство для контроля качества проката | 1989 |
|
SU1670583A1 |
| Дефектоскоп для контроля кольцевого проката | 1990 |
|
SU1805378A1 |
| Устройство для контроля качества проката | 1986 |
|
SU1425535A1 |
| Следящая каретка дефектоскопа | 1982 |
|
SU1188629A1 |
| Ультразвуковой способ контроля качества движущегося по рольгангу проката | 1987 |
|
SU1601575A1 |
| Способ сканирования объекта инспекции по площади и установка для его осуществления | 2022 |
|
RU2782504C1 |
Изобретение относится к неразрушающему контролю проката, в частности к дефектоскопии листового проката в потоке производства, и может найти применение в металлургической и машиностроительной отраслях промышленности для дефектоскопии проката. Цель изобретения - повышение надежности. Дефектоскоп выполняет контроль качества проката, отслеживает его поверхность, обеспечивает постоянство зазора между преобразователем 9 и поверхностью контролируемого проката 16, для чего каретка выполнена с парой соосных колес 12, оси вращения которых перпендикулярны направлению движения контроли руемого проката 16. Центральная часть каретки снабжена регулятором зазора, представляющим собой винтовую пару 15, состоящую из гайки 18 и винта 19 с направляющей 20. Центральная часть каретки является также узлом крепления источника 14 энергии, представляющих собой постоянные магниты, и преобразователей 9. Диаметры d колес 12 выбираются из условия d (52 + S2/4 yd, гдед- минимальный зазор между рабочей поверхностью преобразователя и плоскостью, касательной к боковой поверхности колес; S - ширина преобразоваля. 3 ил. сл с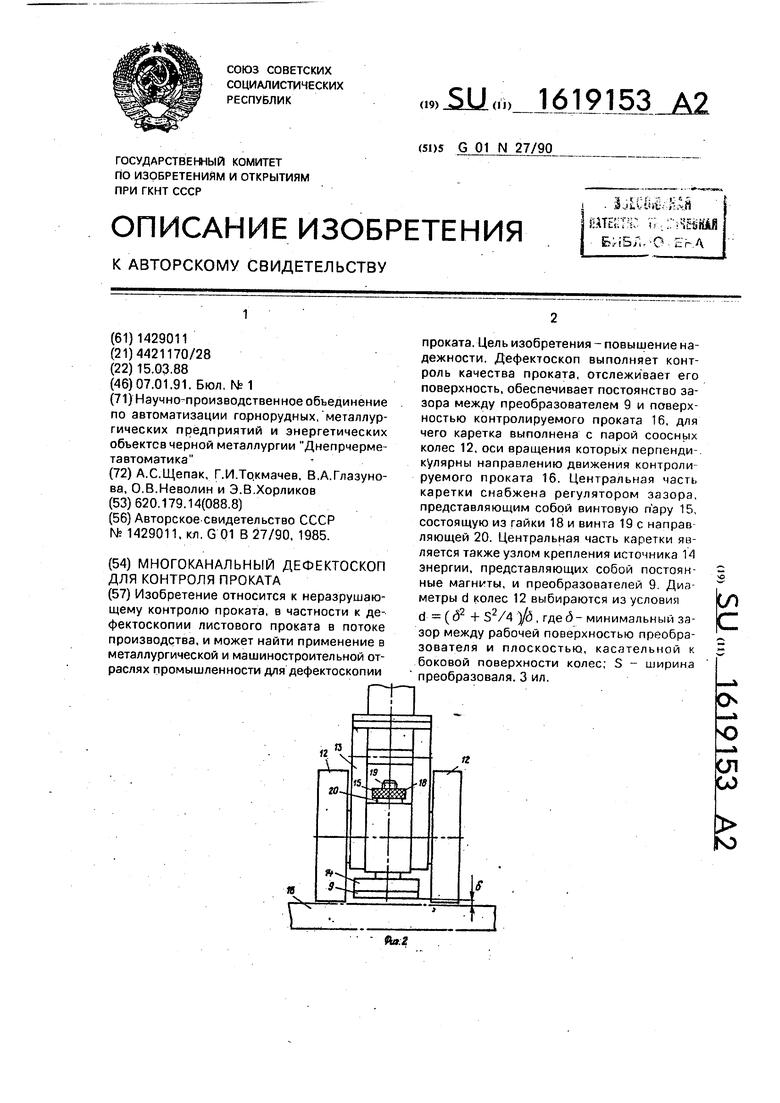
11
Фиг.1
п
| Многоканальный дефектоскоп для контроля проката | 1985 |
|
SU1429011A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
