Изобретение относится к неразрушающему контролю проката, в частности к дефектоскопии листового проката в потоке производства, может найти применение для дефектоскопии плоских изделий.
Многоканальный дефектоскоп для контроля проката по основному изобретению содержит несущую раму, закрепленную на ней следящую систему, взаимодействующие с нею каретки, закрепленные на каретках преобразователи, электронные блоки для обработки сигналов преобразователей и управляющие пневмоцилиндры, несущая рама выполнена в виде верхней и нижней траверс, соединенных направляющими, штоки управляющих цилиндров шарнирно связаны с концами верхней траверсы, а их
корпуса - шарнирно закреплены на нижней траверсе, следящая система выполнена в виде соосно установленных посредством упругих элементов на каждой траверсе обращенных друг к другу п-пневмоцилиндров, на штоках которых установлены каретки с преобразователем и источником энергии, а рабочие полости цилиндров каждой траверсы соединены гибким трубопроводом и представляют собой сообщающиеся сосуды.
Недостатками устройства являются недостаточная достоверность контроля, вызванная влиянием колебаний зазора при контроле криволинейного проката, а также наличие контролируемых торцовых зон проката.
4
СО
со
Ю 0
о
го
Целью изобретения является повышение достоверности контроля за счет исключения влияния колебаний зазора при контроле криволинейного проката и исключение неконтролируемых торцовых зон про- ката путем стабилизации каретки в начальный момент контроля.
Поставленная цель достигается тем, что в многоканальном дефектоскопе для контроля проката, содержащем несущую раму, закрепленную на ней следящую систему, взаимодействующие с ней каретки, закрепленные на каретках преобразователи и электронные блоки для обработки сигналов преобразователей, управляющие цилинд- ры, несущая рама выполнена в виде верхней и нижней траверс, соединенных направляющими, штоки управляющих пневмоцилиндров шарнирно связаны с концами верхней траверсы, а их корпуса шар- нирно закреплены на нижней траверсе, следящая система выполнена в виде соосно установленных посредством упругих элементов на каждой траверсе, обращенных друг к другу n-пневмоцилиндров, на штоках которых установлены каретки с преобразовавшем и источником энергии, а рабочие полости пневмоцилиндров каждой траверсы соединены гибким трубопроводом и представляют собой сообщающиеся сосу- ды, каждая каретка с преобразователем и источником энергии закреплена посредством шарнирной пары на штоке, часть которого является магнитопроводом источника которого является магнитопроводом источ- ника энергии, кроме того он снабжен кольцевыми пневмоцилиндрами с кольцевыми тормозными вкладышами, каждый из которых закреплен на соответствующей каретке и охватывает шарнирную пару.
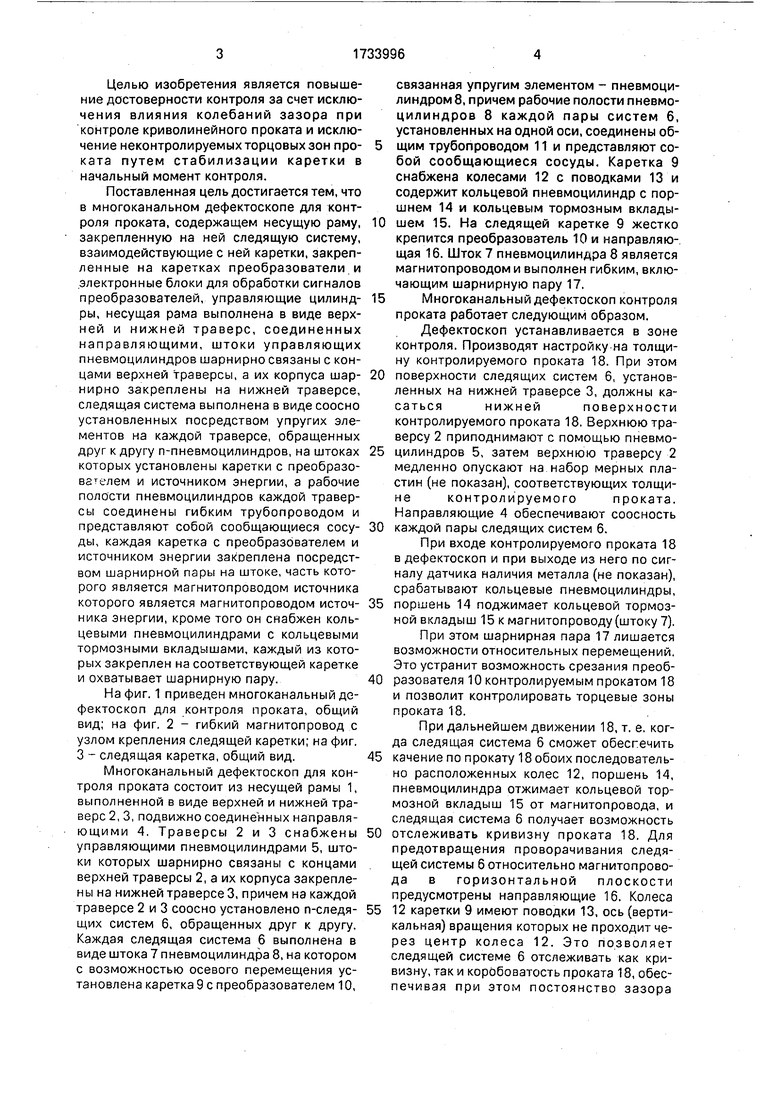
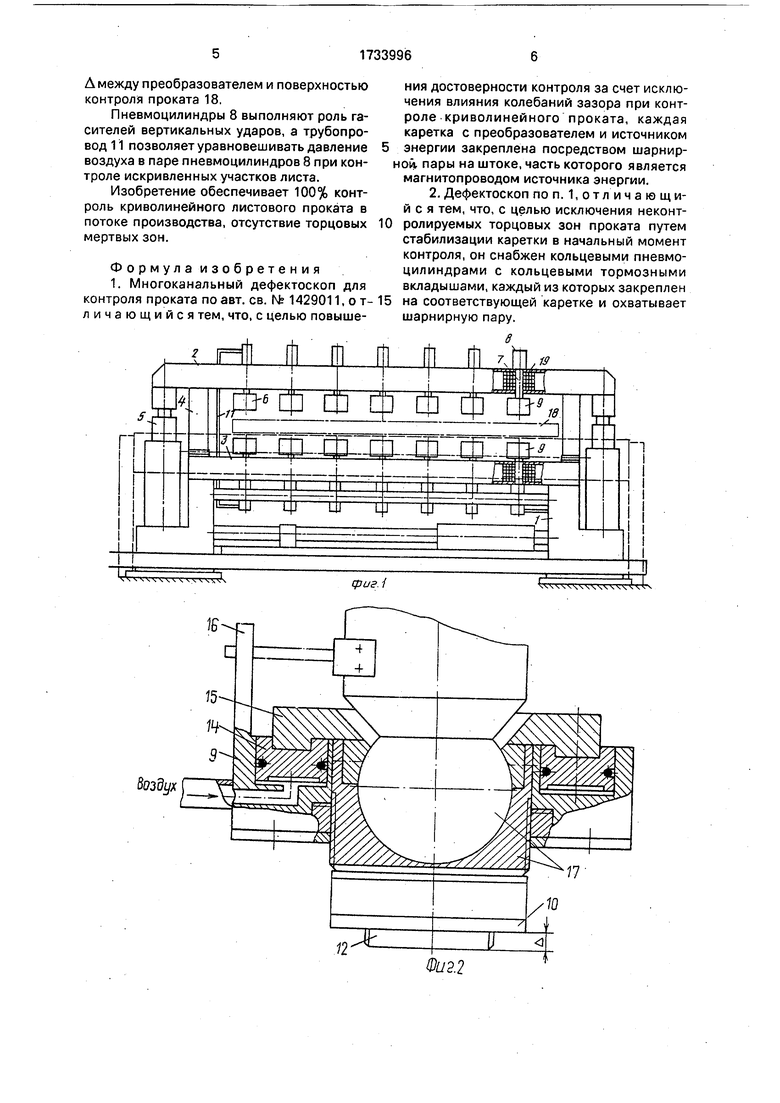
На фиг. 1 приведен многоканальный дефектоскоп для контроля проката, общий вид; на фиг. 2 - гибкий магнитопровод с узлом крепления следящей каретки; на фиг. 3 - следящая каретка, общий вид.
Многоканальный дефектоскоп для контроля проката состоит из несущей рамы 1, выполненной в виде верхней и нижней траверс 2, 3, подвижно соединенных направляющими 4. Траверсы 2 и 3 снабжены управляющими пневмоцилиндрами 5, штоки которых шарнирно связаны с концами верхней траверсы 2, а их корпуса закреплены на нижней траверсе 3, причем на каждой траверсе 2 и 3 соосно установлено п-следя- щих систем 6, обращенных друг к другу. Каждая следящая система 6 выполнена в виде штока 7 пневмоцилиндра 8, на котором с возможностью осевого перемещения установлена каретка 9 с преобразователем 10,
связанная упругим элементом - пневмоци- линдром 8, причем рабочие полости пневмо- цилиндров 8 каждой пары систем 6, установленных на одной оси, соединены общим трубопроводом 11 и представляют собой сообщающиеся сосуды. Каретка 9 снабжена колесами 12 с поводками 13 и содержит кольцевой пневмоцилиндр с поршнем 14 и кольцевым тормозным вкладышем 15. На следящей каретке 9 жестко крепится преобразователь 10 и направляющая 16. Шток 7 пневмоцилиндра 8 является магнитопроводом и выполнен гибким, включающим шарнирную пару 17,
Многоканальный дефектоскоп контроля проката работает следующим образом.
Дефектоскоп устанавливается в зоне контроля. Производят настройку на толщину контролируемого проката 18. При этом поверхности следящих систем 6, установленных на нижней траверсе 3, должны касатьсянижнейповерхностиконтролируемого проката 18. Верхнюю траверсу 2 приподнимают с помощью пневмоцилиндров 5, затем верхнюю траверсу 2 медленно опускают на набор мерных пластин (не показан), соответствующих толщине контролируемого проката. Направляющие 4 обеспечивают соосность каждой пары следящих систем 6.
При входе контролируемого проката 18 в дефектоскоп и при выходе из него по сигналу датчика наличия металла (не показан), срабатывают кольцевые пневмоцилиндры, поршень 14 поджимает кольцевой тормозной вкладыш 15 к магнитопроводу (штоку 7).
При этом шарнирная пара 17 лишается возможности относительных перемещений. Это устранит возможность срезания преобразователя 10 контролируемым прокатом 18 и позволит контролировать торцевые зоны проката 18.
При дальнейшем движении 18, т. е. когда следящая система 6 сможет обеспечить качение по прокату 18 обоих последовательно расположенных колес 12, поршень 14, пневмоцилиндра отжимает кольцевой тормозной вкладыш 15 от магнитопровода, и следящая система 6 получает возможность отслеживать кривизну проката 18. Для предотвращения проворачивания следящей системы 6 относительно магнитопровода в горизонтальной плоскости предусмотрены направляющие 16. Колеса 12 каретки 9 имеют поводки 13, ось (вертикальная) вращения которых не проходит через центр колеса 12. Это позволяет следящей системе 6 отслеживать как кривизну, так и коробоватость проката 18, обес- печивая при этом постоянство зазора
Л между преобразователем и поверхностью контроля проката 18,
Пневмоцилиндры 8 выполняют роль гасителей вертикальных ударов, а трубопровод 11 позволяет уравновешивать давление воздуха в паре пневмоцилиндров 8 при контроле искривленных участков листа.
Изобретение обеспечивает 100% контроль криволинейного листового проката в потоке производства, отсутствие торцовых мертвых зон.
Формула изобретения 1. Многоканальный дефектоскоп для контроля проката по авт. св. № 1429011, о т личающийся тем, что, с целью повышеГ
ния достоверности контроля за счет исключения влияния колебаний зазора при контроле криволинейного проката, каждая каретка с преобразователем и источником
5 энергии закреплена посредством шарнирной, пары на штоке, часть которого является магнитопроводом источника энергии.
2. Дефектоскоп по п. 1, о т л и ч а ю щ и- й с я тем, что, с целью исключения неконт10 ролируемых торцовых зон проката путем стабилизации каретки в начальный момент контроля, он снабжен кольцевыми пневмо- цилиндрами с кольцевыми тормозными вкладышами, каждый из которых закреплен 15 на соответствующей каретке и охватывает шарнирную пару.
8
12
Физ.2
7
ФигЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальный дефектоскоп для контроля проката | 1985 |
|
SU1429011A1 |
| Многоканальный дефектоскоп для контроля проката | 1988 |
|
SU1619153A2 |
| Многоканальный дефектоскоп для контроля проката | 1986 |
|
SU1515100A1 |
| Дефектоскоп для контроля кольцевого проката | 1990 |
|
SU1805378A1 |
| Устройство для контроля качества проката | 1989 |
|
SU1670583A1 |
| Сканирующее устройство к установке для неразрушающего контроля длинномерных изделий цилиндрической формы | 1987 |
|
SU1462186A1 |
| ДЕФЕКТОСКОП СОВМЕЩЕННОГО БЕСКОНТАКТНОГО МАГНИТНОГО И УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВОГО ПУТИ | 2014 |
|
RU2603451C2 |
| Устройство для ультразвукового контроля изделий плоской формы | 1986 |
|
SU1348728A1 |
| Ультразвуковой способ контроля качества движущегося по рольгангу проката | 1987 |
|
SU1601575A1 |
| Установка для контроля внутреннейпОВЕРХНОСТи цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU794451A1 |
Изобретение относится к неразрушающему контролю проката, в частности к дефектоскопии листового проката в потоке производства. Целью изобретения является повышение достоверности контроля за счет исключения колебаний зазора при контроле проката, а также обеспечение контроля торцовых зон проката путем стабилизации пре- образователя в начальный момент контроля. В данном устройстве в начальный момент работы посредством поршней 14 пневмоцилиндров осуществляется поджа- тие кольцевых тормозных вкладышей 15 к магнитопроводу, т. е. осуществляется фиксация шарнирных пар 17. За счет чего обеспечивается контроль торцевых зон проката 18. При дальнейшей работе устройства тормозной вкладыш 15 отжимается отмагнито- провода, шарнирная пара 17 освобождается и следящая система 6 отслеживает кривизну проката 18 при постоянном зазоре между преобразователями 10 и поверхностью проката 18. 1 з. п. ф-лы, 3 ил. (Л С
| Многоканальный дефектоскоп для контроля проката | 1985 |
|
SU1429011A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
