I Изобретегше относится к неразру- шёющему контролю теневым ЭМА-методом дефектоскопии и может быть исполь- зЬвано для контроля листового проката в потоке производства в металлургической и машиностроительной про мьштенности.
Целью изобретения является повышение достоверности контроля за счет исключения влияния колебаний зазора г(ри контроле листового проката раз- t|oro сортамента в потоке производст- lia.
На фиГо1 приведено устройство, общий вид; на фиг.2 - каретка, вид в проекции
Многоканальный дефектоскоп для контроля проката состоит из несущей рамы 1, выполненной в виде верхней и нижней 3 траверс, подвижно сое- |диненных направляющими 4, верхняя траверса 2 снабжена управляющими пнев- моцилиндрами 5, шарнирно связанными с концами траверс 2 и 3, причем на каждой траверсе 2 и 3 соосно установ дено п следящих систем 6, обращенных друг к другу, каждая следящая система 6 выполнена в виде штока 7 пнев- моцилиндра, служащего направляющей, :на которой с возможностью осевого пе ;ремещения установлена каретка 8 с |преобра&ователем 9 многоканального I дефектоскопа, связанная с,упругим iэлементом, пневмоцилиндром 10, при- чем рабочие полости пневмоцилиндров 110 каждой пары систем 6, установлен- ных на одной оси. Соединены общим трубопроводом 11 и представляют собой сообщающиеся сосуды. Каретка 8 выполнена в виде двухребордного колеса 1 2 с неподвижной центральной частью 13, на которой жестко закреплены источники 14 энергии и преобразователи 9, причем винтовая пара 15 позволяет плавную регулировку зазора между преобразователем 9 и поверхностью контролируемого проката 16, В состав дефектоскопа входит набор мерных пластин 17 для установки первоначального зазора.
Многоканальный дефектоскоп для- контроля проката работает следующим образом.
Дефектоскоп устанавливается в зон контроля. Поверхности следящих систе 6, установленных на нижней траверсе 3, должны касаться нижней поверхности контролируемого проката 16. Верх0
5
0
5
0
5
0
5
0
5
няя траверса 2 приподнимается с помощью пневмоцилиндров 5. Набор мерных пластин 17 должен соответствовать толщине контролируемого проката 16, затем верхняя траверса с помощью пневмоцилиндров 5 плавно опускается по направляющим 4, которые позволяют соблюсти соосность каждой пары обращенных друг к другу следящих систем 6. Следящие системы 6, установленные на верхней траверсе 2, должны касаться верхней поверхности контролируемого проката 16, с помощью винтовой пары 15 выставляется определенный зазор между поверхностью контролируемого проката 16 и преобразователем 9.
При прохождении контролируемого проката 16 двухребордные колеса 12 следящих систем 6 катятся по поверхности проката 16. При этом следящие системы 6 следят за поверхностью проката 16, сохраняя при этом постоянный зазор между поверхностью проката 16 и преобразователями 9, создают между парой обращенных друг к другу следящих систем 6 магнитное поле, необходимое для работы преобразова талей 9, а также защищают преобразователи 9 от ударов прокатом 16.
Изобретение позволит проводить 100%-ный контроль проката, например листового, в потоке производства теневым ЭМА-методом без контактной жидкости.
Формула изобретения
Многоканальный дефектоскоп для контроля проката, содержащий несущую раму, закрепленную на ней следящую систему, взаимодействующие с ней каретки, закрепленные на каретках пре образователи и электронные блоки для обработки сигналов преобразователей, отличающийся тем, что, с целью повышения достоверности контроля за счет исключения влияния колебаний зазора.при контроле листового проката разного сортамента в потоке производства, он снабжен управляющими пневмоцилиндрами, несущая рама выполнена-.,в Виде верхней и нижней траверс, сЬединенных направляющими, штоки управляющих пневмоцилиндроэ шарнирно связаны с концами верхней траверсы, а их корпуса щарнирно закреплены на нижней траверсе, следящая система выполнена в виде соосно установленных посредством упругих элементов на каждой траверсе, обращенных друг к другу п пневмоцилинд- ров, на штоках которых установлены
каретки с преобразователем и источником энергии, а рабочие полости пневмоцилиндров каж;;ой траверсы соединены гибким трубопроводом и представляют собой сообщаю1циеся сосуды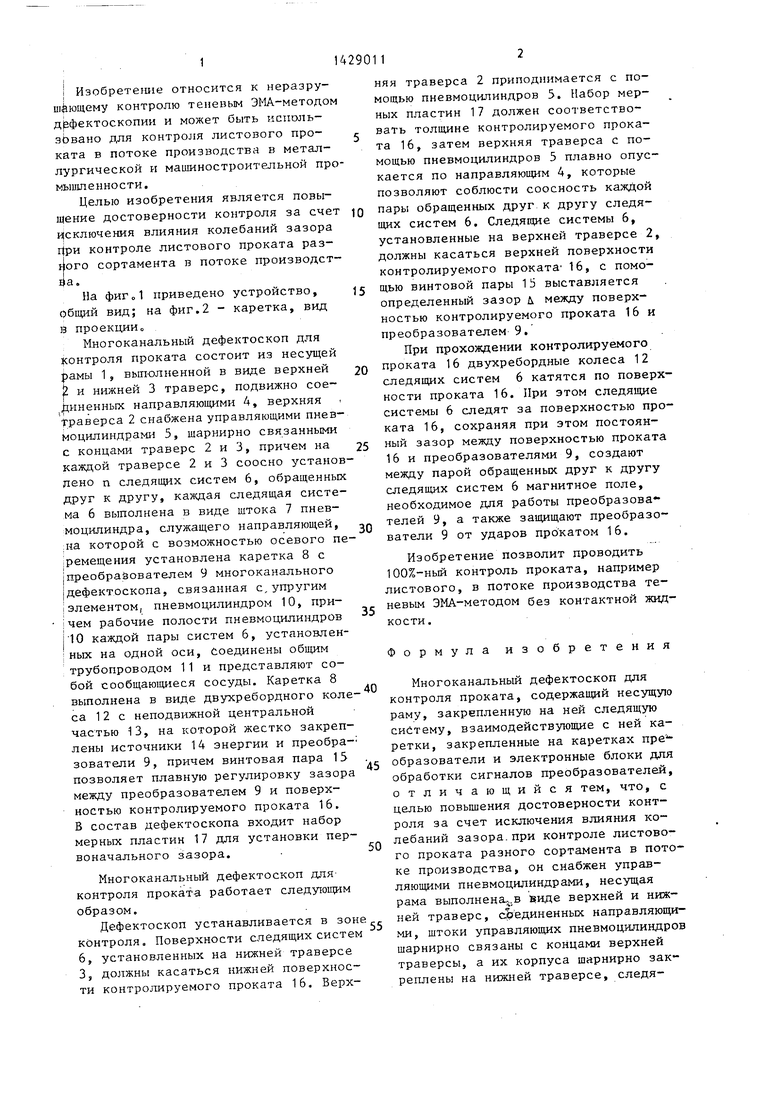
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальный дефектоскоп для контроля проката | 1986 |
|
SU1515100A1 |
| Многоканальный дефектоскоп для контроля проката | 1988 |
|
SU1619153A2 |
| Многоканальный дефектоскоп для контроля проката | 1989 |
|
SU1733996A2 |
| Многоканальный дефектоскоп для контроля проката | 1989 |
|
SU1649421A2 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| Магнитная система сканера-дефектоскопа | 2016 |
|
RU2680103C2 |
| Дефектоскоп для контроля кольцевого проката | 1990 |
|
SU1805378A1 |
| Устройство для контроля качества проката | 1989 |
|
SU1670583A1 |
| Устройство для автоматизированного ультразвукового контроля проката | 1988 |
|
SU1578638A1 |
| Устройство для ультразвуковой дефектоскопии листового проката | 1985 |
|
SU1307326A1 |
Изобретение относится к неразрушающему контролю теневым ЭМА-метод ом дефектоскопии и может быть использовано для контроля листового проката в потоке производства. Целью изобретения является повышение достоверности контроля за счет исключения влияния колебаний зазора при контроле Для достижения цели несущая рама 1 выполнена в виде верхней 2 и нижней 3 траверс, соединенных направляющими 4. К верхней 2 и нижней 3 траверсам прикреплены шарнирно управляющие пневмоцшшндры 5, на каждой траверсе установлено соосно п следящих систем б, обращенных друг к другу, выполненных в виде пневмо- цилиндров, на штоках 7 которых установлены каретки 8 с преобразователями. Винтовая пара позволяет проводить регулировку зазора между преобразователем и поверхностью проката, 2 ил о 2 сл
.2
| Ультразвуковая установка для контроля кромок плоского проката | 1975 |
|
SU566176A1 |
| УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП | 0 |
|
SU329463A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
