ел
ел
05
ISD
ю
Изобретение относится к станкостроению, а именно к резцовым головкам для обработки внутренних поверхностей, и является усовери1енствованием резцовой головки по авт. св. № 884874.
Цель изобретения - расширение технологических возможностей головки путем обеспечения обработки конических поверхностей.
На фиг. I приведена предлагаемая головка, обпи1Й вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - схема обработки цилиндрических и конических поверхностей за несколько проходов.
Резцовая головка для многопроходной обработки внутренних поверхностей состоит их корпуса 1, в котором установлен полый шпиндель 2 с закрепленной на его конце планшайбой 3, в направляющих которой перемещается каретка 4 с резцедержателем 5. На резцедержателе 5 закреплены два резца 6, один из которых служит для обработки цилиндрических поверхностей, а другой -- для конических поверхностей в обрабатываемой детали 7. Тяга 8 установлена внутри полого шпинделя 2 и зафиксирована от проворота. На переднем конце тяги 8 нарезана рейка 9, зацепляющаяся с вал-1пестерней 10, которая находится в зацеплении с рейкой 11 каретки 4. Другой конец тяги 8 соединен посредством обоймы 12 с приводом 13 радиальной подачи, выполненным в виде невращающегося силового цилиндра. Упоры 14 закреплены в кронштейне 15, жестко соединенном с силовым органом 16. Количество упоров 14 равно числу необходимых проходов при снятии припуска с цилиндрической поверхности детали 7. В корпусе 1 установлена с возможностью возвратно-ноступательного перемещения njTOK-рейка 17, нодпружиненная пружиной 18 и кинематически связанная посредством шестерни 19 с рейкой 20, выполненной на обойме 12, соединенной с тягой 8. Шток-рейка 17 под действие.м усилия пружины 18 контактирует своим концом с поверхностью копирной линейки 21, установлепной на неподвижной части головки с возможностью inaroBoro поворота от дополнительного силового элемента 22 при .многопроходной обработке конических поверхностей в детали 7. Крайние исходные положения поворотной линейки 21 ограничиваются с помощью регулируемых упоров 23.
Головка работает следующим образом.
В начале цикла растачивания гладких цилиндрических поверхностей необходимый регулируемый упор 14 находится между опорным торцом привода 13 радиальной подачи и корпусом 1 головки. Линейка 21 с помощью силового элемента 22 поворачивается и устанавливается в крайнее правое исходное положение, при этом рабочая грань линейки параллельна направлению перемещения головки, а щток-порщень привода 13 радиальной подачи и каретка 4 занимаю Т среднее положение. От электродвигателя через зубчатую нередачу (не показаны) вращение передается на шпиндель 2 и планшайбу 3, Силовой э. 1емент привода 13 радиальной подачи перемещается до соприкосновения с
упором 14, выдвигая каретку 4 с резном 6 для обработки цилиндрической поверхности детали 7 на величину, соответствующую глубине резания при первом проходе. В процессе растачивания, когда головка совершает движение подачи S конец шток-рейки 17,
не контактирует с рабочей гранью линейки 21. Б конце рабочего хода головка останавливается, а кронштейн 15 с упорами 14 перемещается с помощью силового органа 16 на необходи.мый шаг, чтобы упор 14
размещался .между опорным торцом силового элемента привода 13 радиальной подачи и корпусом 1 головки. Затем привод 13 радиальной подачи обратпым ходом выводит резец 6 из соприкосновения с поверхностью детали 7 и головка быстро возвращается
в исходное положение.
Работа головки при последующих проходах аналогична описанно.му.
Перед началом растачивания конической поверхности детали 7 головка находится в
крайнем верхнем положении. Обе полости привода 13 радиальной подачи соединены со сливным каналом гидрораспределителя (не показан). Шток-рейка 17 выдвинута влево под действием пружины 18. Линейка 21 с помощью силового органа 22 установлена
на необходи.мый yro;i, с)беспечивающий обработку конической поверхности детали 7 при первом проходе. Затем гчхповка совершает движение подачн S. При это.м конец шток-рейки 17, постоянно к(Л тактируя с рабочей гранью линейки 21, перемешается вправо и, новорачивая шестерню 19, кинематически связанную с зубчатой рейкой 20, перемец;ает тягу 8, которая в свою очередь выдвигает каретку 4 с резцом 6 д.1Я обработки конической поверхности. В данном
случае ведущим звеном является шток- рейка 17. поэто.му выдвижение каретки 4 происходит в противоположную сторону от центра планшайбы 3 по сравнению с перемещением каретки 4 в случае растачивания гладких цилиндрически.к поверхностей. В конце рабочего хода головка останавливается и линейка 21 с по.мощью снловог о органа 22 устанавливается в такое поло- же}1ие, чтобы ее рабочая грань бы.та параллельна направлению перемещения головки. После этого головка быстро возвращается в исходное положение, при это.м резец 6 не сонрикасается с обработанной конической поверхностью детали 7.
Работа головки при последующих проходах расточки конических поверхностей аналогична описанному.
Получение команд на перемещения исполнительных органов резцовой головки осуществляется от путевых переключателей, реле давления и другой аппаратуры (не показаны) .
Формула изобретения
Резцовая головка для многопроходной обработки внутренних поверхностей по
Si/d/l
авт. св. № 884874, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения обработки конических поверхностей, головка снабжена установленной с возможностью возвратно- поступательного перемещения и взаимодействия с рейкой, выполненной на обойме привода радиальной подачи, подпружиненной шток-рейкой, а также копирной планкой, установленной с возможностью шагового поворота от введенного в головку дополнительного силового элемента и взаимодействия с концом шток-рейки.
6-Б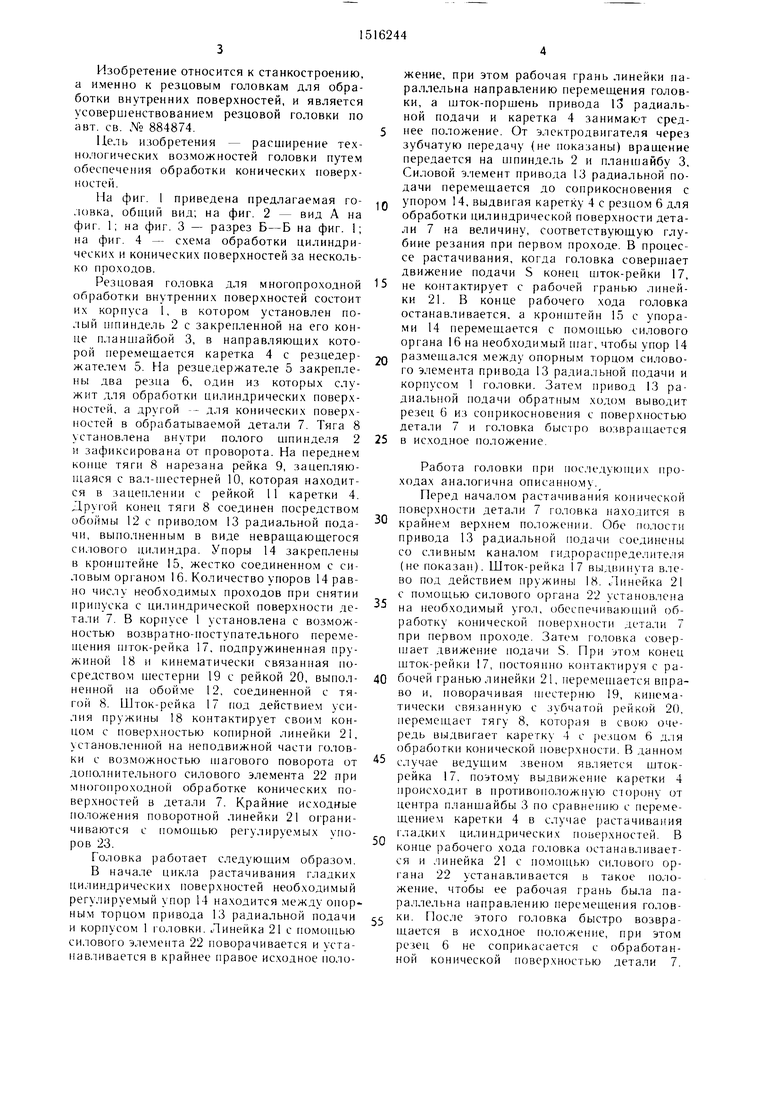

| название | год | авторы | номер документа |
|---|---|---|---|
| Силовая головка для многопроходной обработки внутренних поверхностей | 1983 |
|
SU1085698A1 |
| Резцовая головка | 1983 |
|
SU1119784A1 |
| Резцовая головка для многопроходной обработки внутренних поверхностей | 1980 |
|
SU884874A1 |
| Силовая головка для многопроходной обработки внутренних поверхностей | 1981 |
|
SU963705A1 |
| Резцовая головка | 1990 |
|
SU1748962A1 |
| Расточная головка для многопроходной обработки внутренних поверхностей | 1985 |
|
SU1256869A1 |
| Устройство для перемещения резца с поднакадкой | 1973 |
|
SU480530A1 |
| Расточная головка для многопроходной обработки внутренних поверхностей | 1989 |
|
SU1685621A2 |
| Отделочно-расточной станок | 1983 |
|
SU1142233A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
Изобретение относится к станкостроению, а именно к резцовым головкам для обработки внутренних поверхностей. Целью изобретения является расширение технологических возможностей головки путем обеспечения обработки конических поверхностей. Резцовая головка состоит из корпуса 1, в котором установлена с возможностью возвратно-поступательного перемещения шток-рейка 17, подпружиненная пружиной 18 и кинематически связанная через шестерню 19 с рейкой 20, выполненной на обойме 12 привода 13 радиальной подачи резца. Шток-рейка 17 своим концом контактирует с копирной линейкой 21, устанавливаемой на нужный угол, обеспечивающий обработку конической поверхности детали. При перемещении корпуса 1 головки производится обработка конических поверхностей детали. Для обработки цилиндрических поверхностей линейка 21 поворачивается в крайнее правое исходное положение, при котором ее рабочая грань параллельна направлению перемещения головки. 4 ил.
cpus.2
(риг. З
| Резцовая головка для многопроходной обработки внутренних поверхностей | 1980 |
|
SU884874A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
