между собой пружинами 15 и 16. Части имеют возможность перемещения в радиальном направлении под дeйcтвиe f основных 2 и 3 и дополнительных 17 и 18 конусов, установленных на стержне 5 взаимно противоположно и поджимаемых с помощью гайки 19. Дополнитель16286А
ные конусы 17 и 18 поджимаются через упругие шайбы 20 и 21. Цель достигается за счет обеспечения эффективного теплоотвода при плотном прилегании внутреннего теплоотвода к издепию в виде многоступенчатой цилиндрической оболочкИо 1 з.п.ф-лы, 8 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку в вакууме торцовых швов термонестойких изделий | 1988 |
|
SU1590304A1 |
| Способ сварки деталей | 1985 |
|
SU1329930A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| ОХЛАЖДАЕМАЯ СОПЛОВАЯ МЕТАЛЛОКЕРАМИЧЕСКАЯ ЛОПАТКА ГАЗОВОЙ ТУРБИНЫ | 1995 |
|
RU2097574C1 |
| Многопозиционный манипулятор | 1985 |
|
SU1315207A1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1715538A1 |
| Внутренний центратор | 1982 |
|
SU1082592A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1996 |
|
RU2106227C1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| ПЕРЕХОДНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ ДОПОЛНИТЕЛЬНЫХ КОЛЕС НА УПРАВЛЯЕМЫЙ МОСТ ТРАНСПОРТНОГО СРЕДСТВА | 2011 |
|
RU2491176C2 |
Изобретение относится к сварке термонестойких изделий, например к электронно-лучевой сварке в вакууме изделий датчиковой аппаратуры. Цель изобретения - снижение технологического отхода и повышение надежности изделий. Устройство состоит из внутреннего 1 и внешнего 42 теплоотводов. Внутренний теплоотвод выполнен в виде примыкающих один к другому нескольких цилиндров, каждый из которых разделен на несколько частей, связанных между собой пружинами 15 и 16. Части имеют возможность перемещения в радиальном направлении под действием основных 2 и 3 и дополнительных 17 и 18 конусов, установленных на стержне 5 взаимно противоположно и поджимаемых с помощью гайки 19. Дополнительные конусы 17 и 18 поджимаются через упругие шайбы 20 и 21. Цель достигается за счет обеспечения эффективного теплоотвода при плотном прилегании внутреннего теплоотвода к изделию в виде многоступенчатой цилиндрической оболочки. 1 з.п.ф-лы, 8 ил.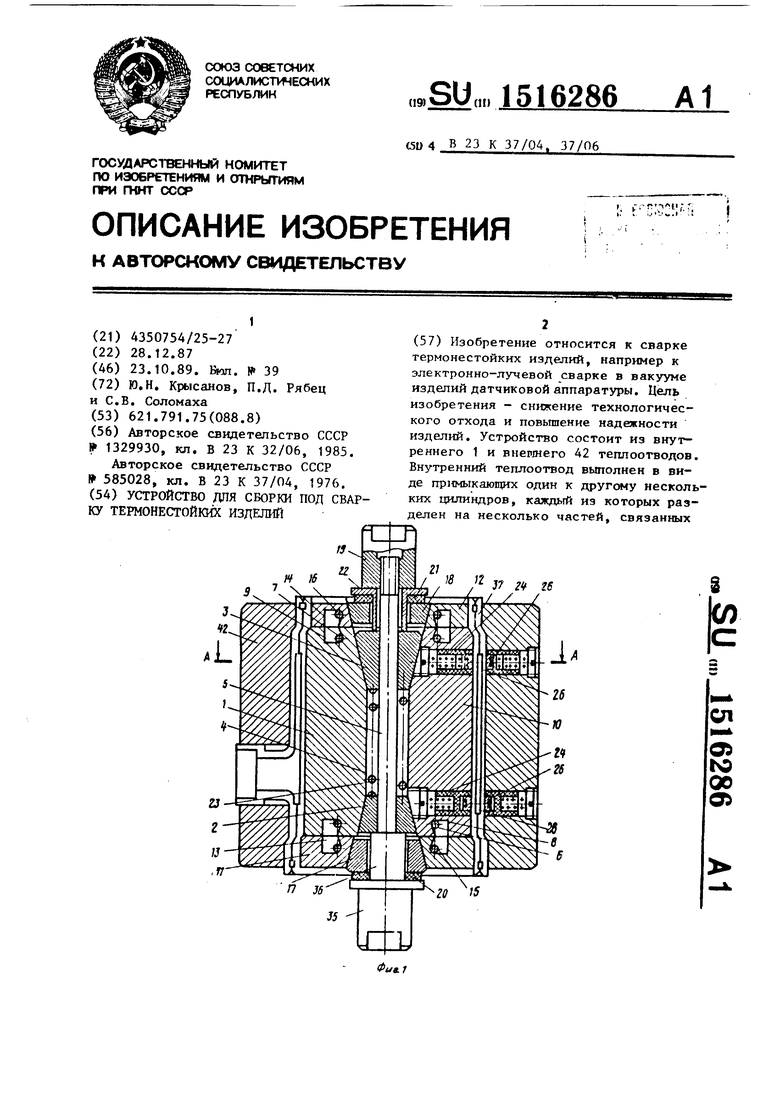
Изобретение относится к сварке термонестойких изделий, например к злектронно-лучевой сварке в вакууме изделий датчиковой.аппаратуры.
Цель изобретения - снижение технологического отхода и повышение надежности изделий за счет улучшения тепло отвода и обеспечения надежного контроля теплового состояния.
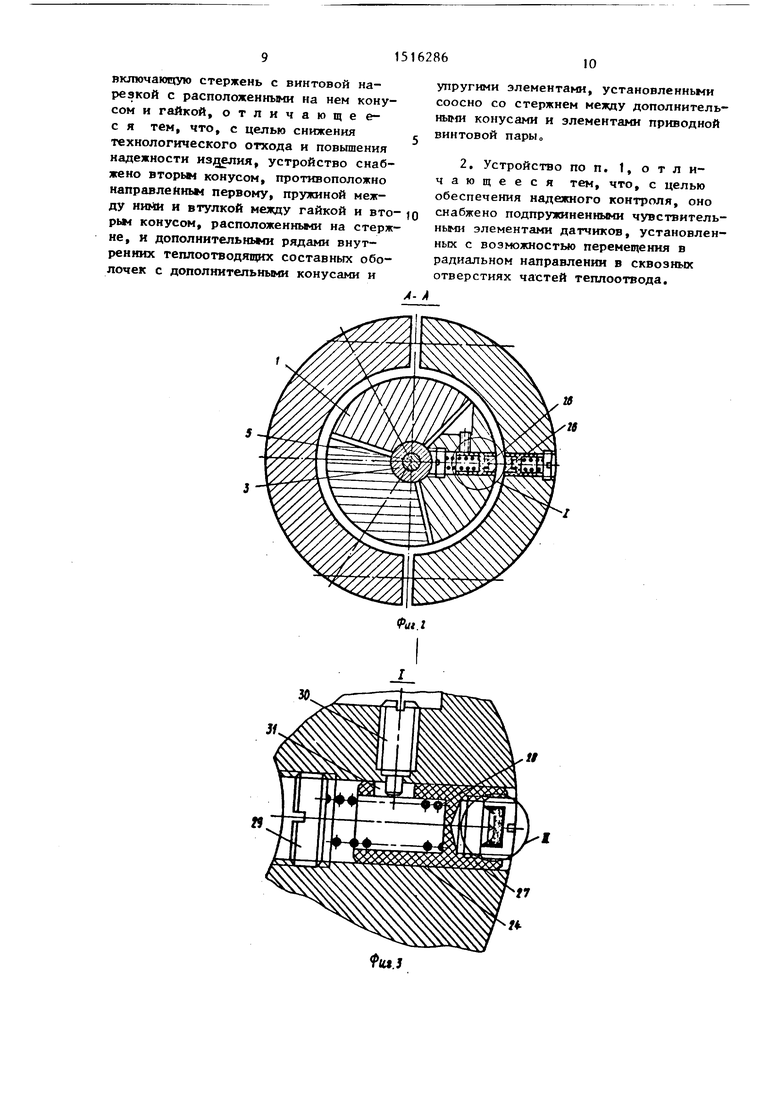
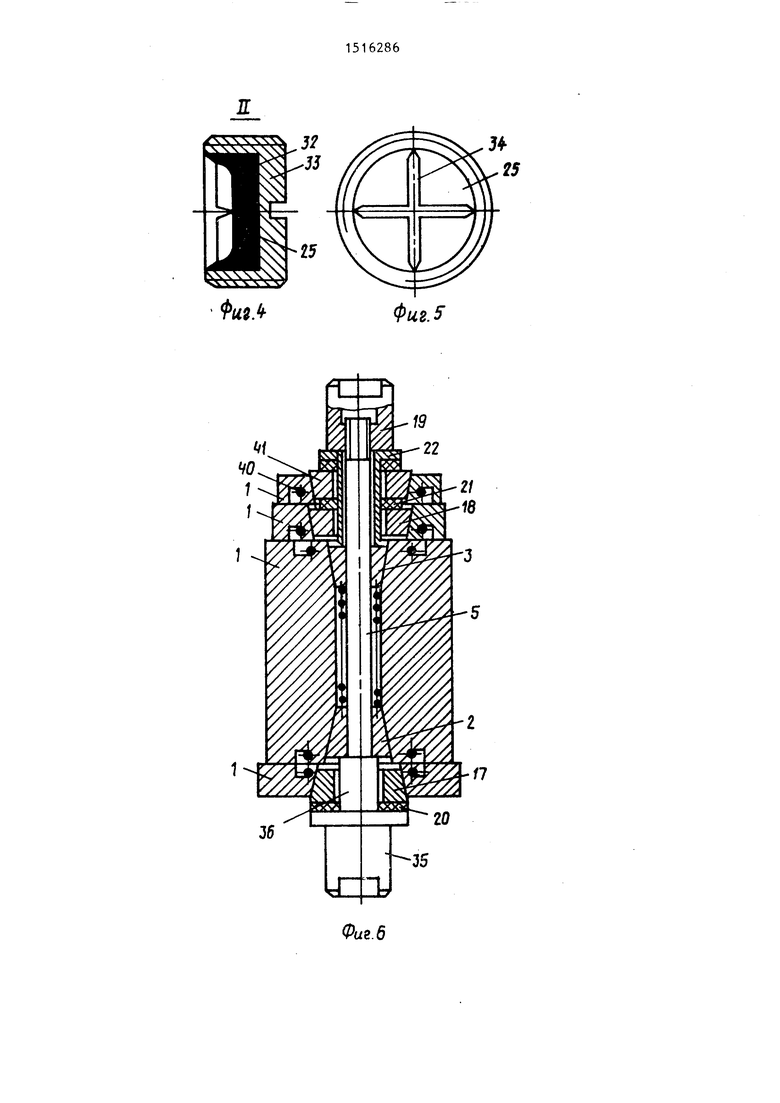
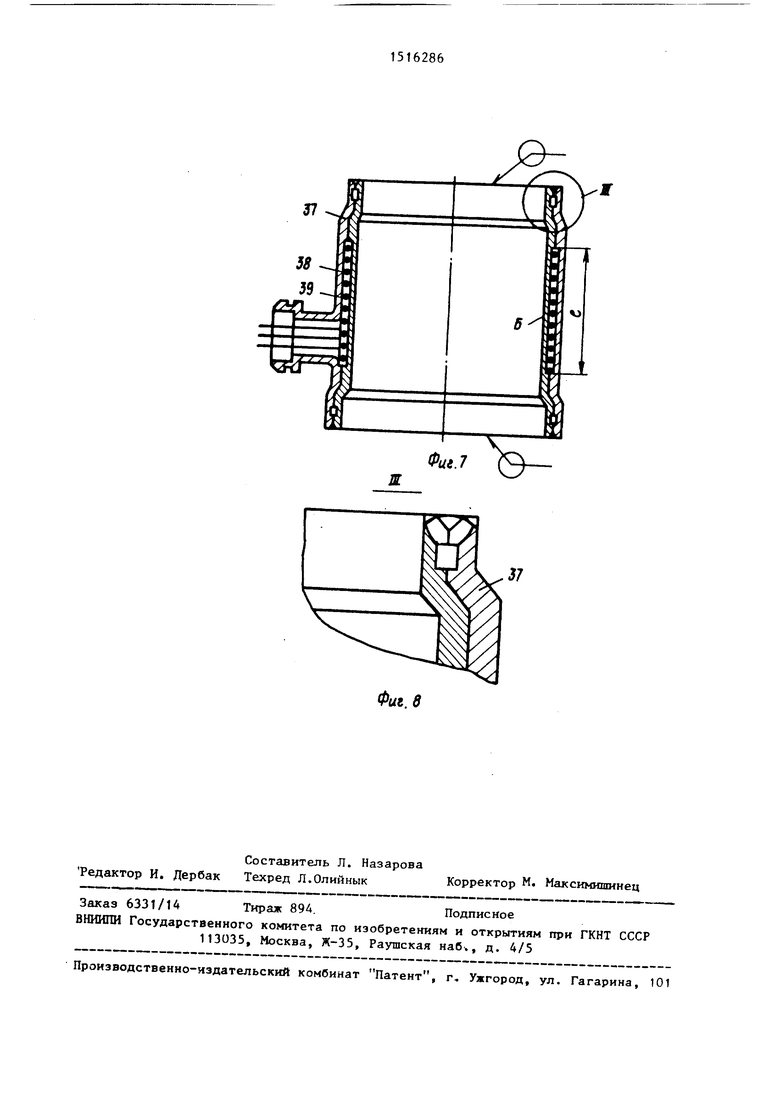
На фиг, 1 показано устройство для сварки термонестойких изделий в виде трехступенчатой оболочки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - узел II на фиг. 3; на фиг. 5 - то же, вид слева; на фиг. 6 - предлагаемое устройство для сварки термонестойкого четьфехступенчатого изделия; на фиг. 7 - свариваемое трехступенчатое термонестойкое изделие с зоной Б термонестойкости высотой 1, общий вид; на фиг. 8 - узел III на фиг. 7,
Устройство для сварки термонестой- 1КИХ изделий в виде многоступенчатой цилиндрической оболочки содержит внутренний аккумулирукнчий теплоот- вод 1 в виде разрезанного вдоль оси на несколько частей ступенчатого цилиндра с числом ступеней, соответствующим числу ступеней изделия. Части внутреннего теплоотвода 1 установлены с возможностью перемещения в радиальном направлении относительно друг друга при взаимодействии с основными усеченными конусами 2 и 3. Основные конусы 2 и 3 установлены с возможностью перемещения по осевому каналу 4 в цилиндрическом тепло- отводе вдоль стержня 5 в противоположных друг другу направлениях.
Части внутреннего теплоотвода 1 поджаты к усеченные конусам 2 и 3 при поморщ разрезных кольцевых пружин 6 и 7, установленных в кольцепьгх проточках 8 и 9, вьтолненных в тепло отводе 1.
5
0
5
0
5
0
5
0
5
Кроме того, внутренний теплоотвод 1 вьтолнен составным из отдельных элементов 10-12 (по числу ступеней защищаемого изделия - в данном слу чае выполнения на фиг. 1 показано трехступенчатое устройство). Торцовые основания элементов 10-12 внут- реннего теплоотвода параллельны между собой и перпендикулярны оси теплоотвода, а высота каждого элемента 10-12 соответствует высоте каждой ступени защищаемого изделия.
11илиндрические элементы 11 и 12 имеют также кольцевые проточки 13 и 14, в которых размещены разрезные кольцевые пружины 15 и 16.
Каждый из элементов 11 и 12 снабжен соответственно дополнительным конусом 17 и 18. Дополнительные разжимные конусы 17 и 18 установлены с возможностью перемещения вдоль стержня 5 о Каждый из дополнительных разжимных конусов 17 и 18 взаимодействует с парой стержень-винт 5 - гайка 19 через упругие шайбы 20 и 21.
Основные разжимные конусы 2 и 3 установлены с возможностью взаимодействия стержень-винт 5 - гайка 19 через втулку 22. Эти разжимные конусы взаимодействуют между собой через разжимную пружину 23, . установленную соос- но со стержнем 5.
В частях теплоотвода 1 вьтолнены радиальные сквозные отверстия 24, в которых установлены подпружиненные чувствительные элементы 25 датчиков 26 теплового состояния защищаемой поверхности изделия.
Чувствительные элементы 25 установлены с возможностью перемещения в радиальном направлении и контакта « защищаемой поверхностью изделия. Каждый из датчиков теплового состояния содержит корпус-теплоизолятор 27, вьтолненный, например, из фторо- ппаста и подпружиненный пружиной 2В относительно упора 29, ввинченного
в отверстие 24. Радиальное перемещение корпуса-изолятора 27 ограничено при помощи винта 30, установленного с возможностью взаимодействия с прорезью 31 и укрепленного в каждой части теплоотвода 1 перпендикуля но оси отверстия 24.
Чувствительный элемент 25 укрепле внутри полости 32 корпуса нинта 33 в корпусе-теплоизоляторе 27 с возможностью взаимодействия торцовой поверхности винта 33 с поверхностью защищаемого изделия. На поверхности чувствительного элемента вьтолнены канавки-риски 34 о
Хвостовик 35 вьшолнен заодно со стержнем 5, Между хвостовиком 35 и стержнем 5 выполнена заодно с ними цилиндрическая ступень 36, служащая упором для конуса 2.
Внутренний аккумулирующий теплоот вод установлен внутри свариваемого изделия 37, которое вьтолнено в виде многоступенчатой цилиндрической двухслойной оболочки, между слоями которой в образованной полости 38 размещен термонестойкий защищаемый элемент 39.
В другом варианте вьтолнения предлагаемого устройства (фиг. 6) цдя защиты четырехступенчатого изделия с дополнительной 40 она взаимдействует с дополнительным разжимным конусом 41.
Данное устройство может быть выполнено для изделий и с числом ступеней более четырех. С внещней стороны на изделие установлен внешний разрезной теплоотвод 42.
Устройство для сварки термонестойких изделий работает следующим образом.
При подготовке к работе ослабляют гайку 19 на несколько оборотов. При этом цилиндрическая разжимная пружина 23 воздействует на основные разжимные конусы 2 и 3, которые перемещаются в противоположные стороны в направлении изнутри - наружу. Конус 2 взаимодействует при этом с цилиндрической ступенью 36 на стержне 5, а конус 3-е втулкой 22. Шайбы 20 и 21 разжимаются и основные конусы 2 и 3 воздействуют на дополнительные коку- сы 17 и 18 через упругие шайбы 20 и 21, Дополнительные конусы также начинают перемещаться в направлении изнутри - наружу. При этом все части
внутреннего аккумулирующего теплоот- вода 1 Тоео элементов 10-12, сжимаются в радиальном направлении при помощи разрезных кольцевых пружин 6,7,15 и 16. Таким образом, каждая ступень теплоотвода 1 уменьщает свой диаметр.
Датчики 26 предельно допустимой
Q теьшературы выступают над поверхностью внутренней части теплоотвода 1 на 0,1510,2 мм, так как их перемещение в радиальном направлении ограничено винтом 30 для каждого датчи5 ка.
Сжатие теплоотвода 1 с установленными на нем датчиками 26 производится настолько, чтобы теплоотвод 1 можно было легко установить в изделие 37
0 или извлечь из него.
Снаружи на изделие устанавливается внешний разрезной теплоотвод 42, снабженный аналогичными датчиками 26, которые особой подготовки к работе
5 не требуют.
При установке теплоотвода на изделие и сварке внутренний теплоотвод 1 вводится внутрь оболочки свариваемого из делия 37 так, что кромки изQ делил, подготовленные под сварку, выступают над его торцовыми поверхностями на высоту, равную их толщине. Закручивают гайку 19, при этом происходит взаимодействие цилиндрической ступени 36 с конусом 2, а втулки 22 - с конусом 3. Конусы 2 и 3 начинают перемещаться внутрь вдоль стержня 5 навстречу друг другу. Одновременно сжимаются упругие шайбы 20
п и 21 и начинают перемещаться конусы 17 и 18 также в направлении снаружи - внутрь. При этом внутренний теплоотвод 1 увеличивается в диаметре, так как его части расходятся в радиальном
. направлении до сопряжения с соответ- ствуюЕ{ими ступенями защищаемого изделия Датчики 26 теплового состояния приходят в соприкосновение с защищаемой поверхностью изделия по краям
Q зоны термонестойкости.
Элементы теплоотвода 11 и 12 также разжимаются до взаимодействия с соответствующей ступенью защищаемого изделия. Применение упругих шайб 20
-- и 21 обеспечивает необходимый плотный контакт каждого элемента 11 и 12 теплоотвода с защищаемой поверхностью изделия, так как выбираются все зазоры и допуски. Эти упругие шайбы 20
5
и 21 позволяют элементам теплоотвода 12 и 11 находиться в упруго поджатом состоянии по отношению к защищаемой поверхности изделия.
Снаружи на изделие устанавливается внешний теплоотвод 42. После установки теплоотводов изделие 37 (из- Ьелия з7) устанавливают в цангу (цанги) многопозиционного манипулятора, размещенного внутри вакуумной камеры электронно-лучевой сварочной установки.
При этом в цанге зажимается либо хвостовик 35, либо гайка 19, которые имеют наружные поверхности, равные по диаметру.
Это позволяет поочередно сваривать торцовые швы изделия без пере- .установки теплоотвода.
В процессе сварки теплоотвод защищает изделие от перегрева.
После сварки производят выдержку изделия вместе с теплоотводами в течение 5-7 мин, что приводит к вы- равниванию температурного режима в защищаемом изделии и теплоотводе. Затем изделие освобождают от-тепло- отвода в порядке, указанном для подготовки теплоотвода к работе.
При съеме датчиков теплового состояния по виду канавок-рисок на чз вствительном элементе 25 из легкоплавкого материала, температура плавления которого равна или ниже предел но допустимой для термонестойкого изделия, можно судить о степени защиты изделий. Если канавки-риски не изменяют своего вида, значит при сварке осуществлен необходимый теплоот- вод и изделие не перегрелось, что гарантирует его надежную работу. Если вид канавок-рисок на чувствительном элементе 25 изменяется, то это говорит о том, что при сварке теплоот- вод недостаточен и предельно допус ти мая температура достигнута, что снижает надежность и качество свариваемых изделий.
Датчики теплового состояния могут
быть установлены во многих точках теплоотвода, что обеспечивает надежный контроль теплового состояния защищаемого изделия.
Предлагаемое устройство позволяет снизить технологический отход и повысить надежность изделий за счет улучшения теплоотвода и обеспечения наденого контроля теплового состояния
защищаемого изделия. Под технологическим отходом понимают выход издели из строя частично или полностью в процессе его изготовления не по вине изготавливающего его работника, а в результате того, что изготовление изделия идет по трудноуправляемой технологии, к которой относится и электронно-лучевая сварка в вакууме.
При использовании предлагаемого устройства появляется возможность отбраковки изделий на промежуточной стадии не по заметным признакам перегрева, а по информации, полученной от датчиков контроля теплового состояния, что также позволяет повысить надежность готовых изделий при их эксплуатации у потребителя.
Устройство можно использовать дпя защиты многоступенчатых термонестойких изделий, например четьфех- ступенчатых (фиг. 6). однако на практике применяются в основном трехступенчатые изделия (фиг. 7).
П р им ер. Элементы теплоотво- да 1 выполнены из меди и снаружи покрыты никелем (слой в 2-А мм). Это предотвращаетнатирание медью защищаемого изделия (натирание медью недопустимо). Материал свариваемого изделия - алюминиевый сплав с температурой плавления . Предельно допустимая температура в зоне термонестойкости Б на размере 1 .
Для чувствительного элемента 25 датчика теплового состояния выбран сплав Розе (50% висмута; 25% свинца; 25% олова) с т.пл. 9А°С.
Если в процессе сварки нарушен тепловой режим, то кгшавки-риски 34 исчезают, так как сплав Розе плавится и удерживается в полости 32 силами смачиванияо
После проведения сварки и разборки изделия элементы 23 -могут быть предъявлены контролеру ОТК, который по состоянию канавок-рисок делает заключение о годности изделия.
Формула изобретения
включающую стержень с винтовой нарезкой с расположенными на нем конусом и гайкой, отличающе е- с я тем, что, с целью снижения технологического отхода и повышения надежности из оелия, устройство снабжено вторьм конусом, противоположно направленные первому, пружиной между ними и втулкой между гайкой и вторьм конусом, расположенными на стержне, и допелннтельньии рядами внутренних теплоотводящих составных оболочек с дополнительными конусами и
Л
упругими элементами, установленнычи соосно со стержнем меяаду дополнительными конусами и элементами приводной винтовой пары,
2, Устройство по п. 1, отличающееся тем, что, с целью обеспечения надежного контроля, оно снабжено подпружиненными чувствительными элементами датчиков, установленных с возможностью перемещения в радиальном направлении в сквозных отверстиях частей теплоотвода.
Фи9
36
Фиг. 6
Фиг. 5
35
57
38 55
Gfl
та
Фие.7
Ж
Фм.в
| Способ сварки деталей | 1985 |
|
SU1329930A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для одновременной сварки двух угловых швов | 1976 |
|
SU585028A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
