Изобретение относится к устройствам для изготовления трубчатых изделий и может быть использовано в машиностроении для установки и крепления изделий в положении для сварки с центрированием по внутреннему диаметру.
Известно устройство для сборки под сварку кольцевых швов, включающее центральную штангу с закрепленными на ней двумя фланцами, разрезную коническую втулку с подкладным кольцом с формообразующей сварочной канавкой и подпружиненную втулку с обратным конусом, размещенную на штанге, при этом оно снабжено .силовым элементом, выполненным звездообразным из материала с эффектом памяти формы, и нагревательными элементами, причем силовой элемент размещен между подкладным кольцом и разрезной конической втулкой, а во фланце смонтированы нагревательные элементы.
Указанное устройство характеризуется сложностью конструкции из-за наличия в ней множества деталей со сложными элементами, требующими точной обработки и сборки, что снижает надежность, и повышенными энергозатратами из-за необходимости нагрева силового элемента с памятью формы для обеспечения его срабатывания.
Известно также устройство для внутреннего центрирования, содержащее центральное коническое тело, установленные вокруг него с возможностью радиального перемещения разжимные элементы, снабженные возвратными пружинами, и упоры, фиксирующие разжимные элементы от осевого перемещения. При этом устройство снабжено конической пружиной из сплава с эффектом памяти формы и нагревателем, пружина установлена на поверхности центрального конического тела с возможностью взаимодействия с разжимными элементами, длина пружины меньше расстояния между упорами, а нагреватель смонтирован в центральном коническом теле в непосредственной близости от конической пружины и размещен в спиральной канавке.
Недостатком известного устройства также являются повышенные энергозатраты из-за необходимости нагрева конической пружины с памятью формы для обеспечения перемещения разжимных элементов.
- Цель изобретения - сокращение энергозатрат путем использования для центрирования силы тяжести центрируемого трубчатого изделия за счет обеспечения возможности преобразования усилия и перемещения от веса устанавливаемого для центрирования трубчатого изделия в усилие
и перемещение разжимных элементов, исключающие энергозатраты другого типа.
Поставленная цель достигается тем, что центратор для сборки под сварку кольцевых швов, содержащий центральную штангу-держатель, установленные на ней с возможностью радиального перемещения разжимные элементы, упоры, фиксирующие разжимные элементы, снабжен основанием и трубчатой
стойкой с продольными пазами, установленной концентрично относительно штанги-держателя,штанга-держатель выполнена в виде стержня с выступом на одном конце и радиальными резьбовыми
отверстиями на другом конце, разжимные элементы выполнены в виде двух пар дисков с радиальными лепестками, расположенными под углом к оси центратора, и отогнутыми концами, изготовленных из сплава с
эффектом сверхупругости, причем лепестки
каждой пары дисков наклонены навстречу
друг другу с возможностью образования нахлесточного соединения отогнутых концов.
Кроме того, каждый упор выполнен в
виде стержня с резьбовым концом, закрепленного по окружности на штанге.
Предлагаемое техническое решение обеспечивает при установке на группу стержней-упоров одного за другим центрируемых трубчатых изделий сжатие обеих пар дисков в вертикальном направлении, что приводит к значительному увеличению их наружного диаметра вследствие проявления эффекта сверхупругости (степень деформации 8-15) до упора во внутреннюю поверхность центрируемых трубчатых изделий (например, обечаек диаметром 200- 2000 мм, толщиной стенки 5-10 мм, массой 300-500 кг), что приводит к их центрированию относительно друг друга. Это обусловлено тем, что сверхупругие материалы (например, сплавы ТН-1Э и ТН-1С при 10- 65°С) обеспечивают максимальные передаваемые напряжения до 300-600 МПа с
усилием в два раза по сравнению с вертикальной нагрузкой на диски за счет уменьшения в два раза радиального перемещения их радиальных лепестков по сравнению с вертикальным ходом при их
сжатии нагрузкой от центрируемых трубчатых изделий. При этом центрирование может быть осуществлено в течение более чем 2.10е циклов при 100% возврате исходной формы дисков при подъеме прихваченных
сваркой между собоу (или сваренных по всему контуру стыка) подвергнутых центрированию трубчатых изделий.
Таким образом, сокращение энергозатрат обеспечивается путем использования
нагружения упоров при вертикальной установке друг на друга относительно тяжелых центрируемых трубчатых изделий.
На фиг. 1 изображен вертикальный центратор для сборки под сварку кольцевых швов; продольный разрез; на фиг. 2 - вид по стрелке А на фиг. 1.
При этом на фиг. 1 и 2 слева от вертикальной оси центратор изображен в исходном положении - до центрирования, а справа от вертикальной оси - после окончания центрирования.
Центратор для сборки под сварку кольцевых швов содержит центральную штангу- держатель 1, установленные на ней с возможностью радиального перемещения разжимные элементы 2, выполненные в виде двух пар дисков 2 с наклонными к оси центратора и отогнутыми попарно друг на друга лепестками 3, изготовленных из сплава с эффектом сверхупругости (например,- сплавов марки ТНЧЭ или марки TH-IC, имеющих в диапазоне температур 10-65СС степень сверхупругой деформации 8-15% при напряжениях изгиба 300-600 МПа). Центратор снабжен вертикально установленной и охватывающей штангу-держатель 1 трубчатой стойкой 4, имеющей основание 5 и примыкающие к нему замкнутые продольные пазы 6, в которых размещены упоры 7, фиксирующие разжимные элементы - диски 2,, Штанга-держатель 1 выполнена в виде стального стержня с выступом 8 на верхнем конце и радиальными резьбовыми отверстиями 9 под упоры 7 на нижнем конце. При этом диски 2 размещены над стойкой 4, а упоры 7 выполнены в виде группы стержней с резьбовым концом 10, являющейся общей опускающейся опорой для центрируемых трубчатых изделий 11 (нижнее) и (верхнее).
Центратор работает следующим образом.,
На группу упоров 7 устанавливают нижнее центрируемое трубчатое изделие 11, которое своим весом через стержень Ч1 выступом 8 сжимает лепестковые диски 2 на 1-2% (в пределах обычной упругости для сверхупругого материала), несколько увеличивая наружный диаметр дисков 2 (до 0,5- 1%). Затем сверху на торец изделия 11 (например, краном) устанавливают верхнее центрируемое трубчатое изделие 12. которое своим весом (до 3.000 Н) аналогично предыдущему сжимает диски 2, почти вый прямляя их, но уже в пределах сверхупругой деформации (8-15%) при постоянной нагрузке. При этом наружный диаметр дисков
2 увеличивается значительно, что приводит к упору их периферийных отогнутых лепестков 3 во внутреннюю поверхность трубчатых изделий 11 и 12 со значительным
усилием (до 6000 Н), обеспечивая центрирование последних относительно друг друга. После этого прихватывают сваркой изделия 11 и 12 между собой (или полностью сваривают кольцевым швом). При последующем
подъеме соединенных изделий 11 и 12 (например, краном) диски 2 загружаются с уменьшением до первоначального периферийного диаметра, не препятствуя подъему благодаря специфическому свойству сверхупругого материала: незначительное уменьшение нагрузки приводит к значительной величине возврата сверхупругой деформации.
На этом один цикл заканчивается; он
может быть повторен многократно без нарушения точности. .
Использование изобретения позволяет резко сократить энергозатраты на центрирование трубчатых изделий (особенно обечаек больших диаметров) за счет использования силы тяжести центрируемого трубчатого изделия.;
Фор мула изобретения
1. Центратор для сборки под сварку
кольцевых швов, содержащий центральную
штангу-держатель, установленные на ней с
возможностью радиального перемещения
разжимные элементы, упоры, фиксирующие
разжимные элементы, отличающийся
тем, что, с целью сокращения энергозатрат при работе центратора путем использова- ния для центрирования силы тяжести центрируемого трубчатого изделия, он снабжен основание.м и трубчатой стойкой С продольными пазами, установленной концентрично относительно штанги-держателя, штанга- держатель выполнена в виде стержня с выступом на одном конце и радиальными резьбовыми отверстиями на другом конце,
разжимные элементы - в виде двух пар дисков с радиальными лепестками, расположенными под углом к оси центратора, и отогнутыми концами, изготовленных из сплава с эффектом сверхупругости, причем
лепестки каждой пары дисков наклонены навстречу друг другу с возможностью образования нахлесточного соединения отогнутых концов.
2. Центратор по п. 1, о т л и ч а ю щ и й- с я тем, что каждый упор выполнен в виде стержня с резьбовым концом, закрепленного по окружности на штанге.
Вид А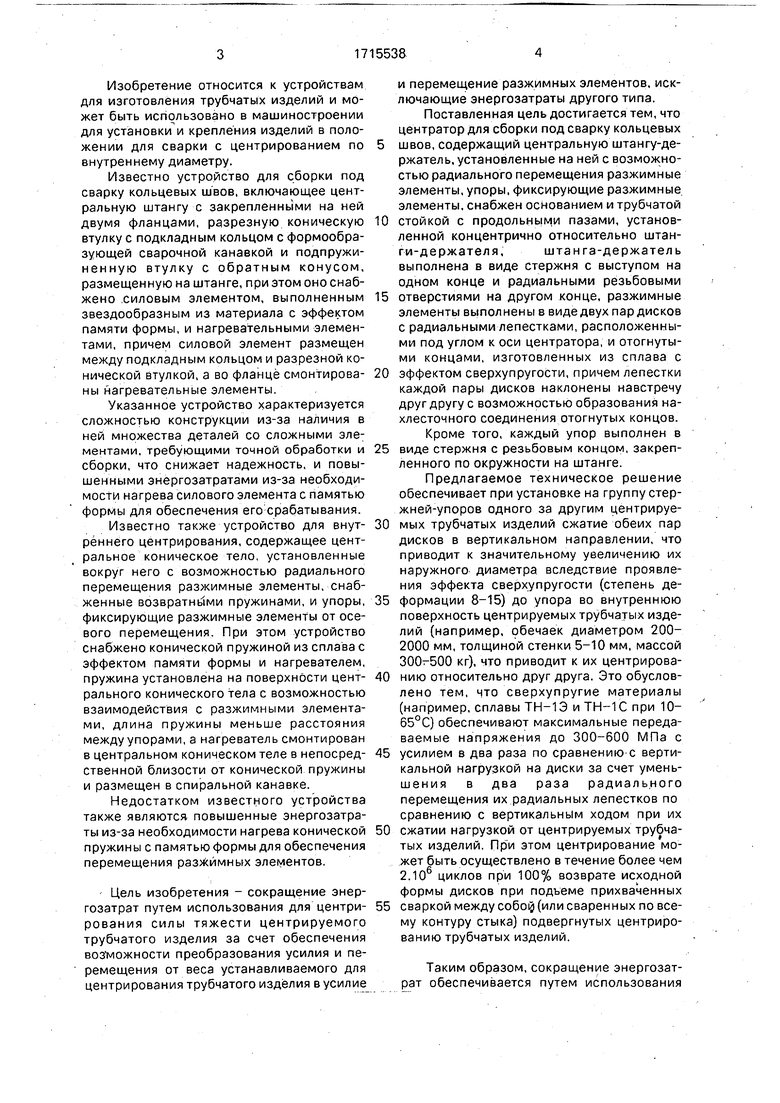
| название | год | авторы | номер документа |
|---|---|---|---|
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| Разжимная шариковая оправка | 1982 |
|
SU1118849A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Внутренний центратор для сборки и сварки кольцевых швов | 1983 |
|
SU1181833A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Внутренний центратор | 1987 |
|
SU1489952A1 |
| Внутренний центратор | 1982 |
|
SU1082592A1 |
Изобретение относится к устройствам для изготовления трубчатых изделий и может быть использовано в машиностроении, для установки и крепления изделий в положении для сварки с центрированием по внутреннему диаметру. Цель изобретения - сокращение энергозатрат при работе центратора путем использования для центрирования силы тяжести центрируемого трубчатого изделия. Это достигается тем. что центратор содержащий штангу-держатель 1 и установленные на ней с возможностью радиального перемещения разжимные элементы 2, снабжен вертикально установленной и охватывающей штангу-держатель 1 трубчатой стойкой 4, имеющей основание 5 и продольные пазы 6, в которых размещены упоры 7 для фиксации элементов 2 и установки центрируемых трубчатых изделий 11 и 12. При этом элементы 2, выполненные в виде двух пар лепестковых дисков с наклонными и отогнутыми попарно лепестками 3, изготовлены из сплава с эффектом сверхупругости. Изобретение позволяет использовать для центрирования силы тяжести центрируемого трубчатого изделия за счет обеспечения возможности преобразования усилия и перемещения от веса устанавливаемого для центрирования трубчатого изделия в усилие и перемещение разжимных элементов, исключающие энергозатраты 1 з. п. ф-лы, 2 ил. I со С ел ел CJ 00 Фиг
Фиг. 2
| Внутренний центратор | 1987 |
|
SU1489952A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
