Изобретение относится к устройствам для установки изделий в положение для сварки и может быть использовано для сварки кольцевых швов электронным лучом. ,
Целью изобретения является расширение технологических возможностей путем регулирования диапазона сжимающих усилий.
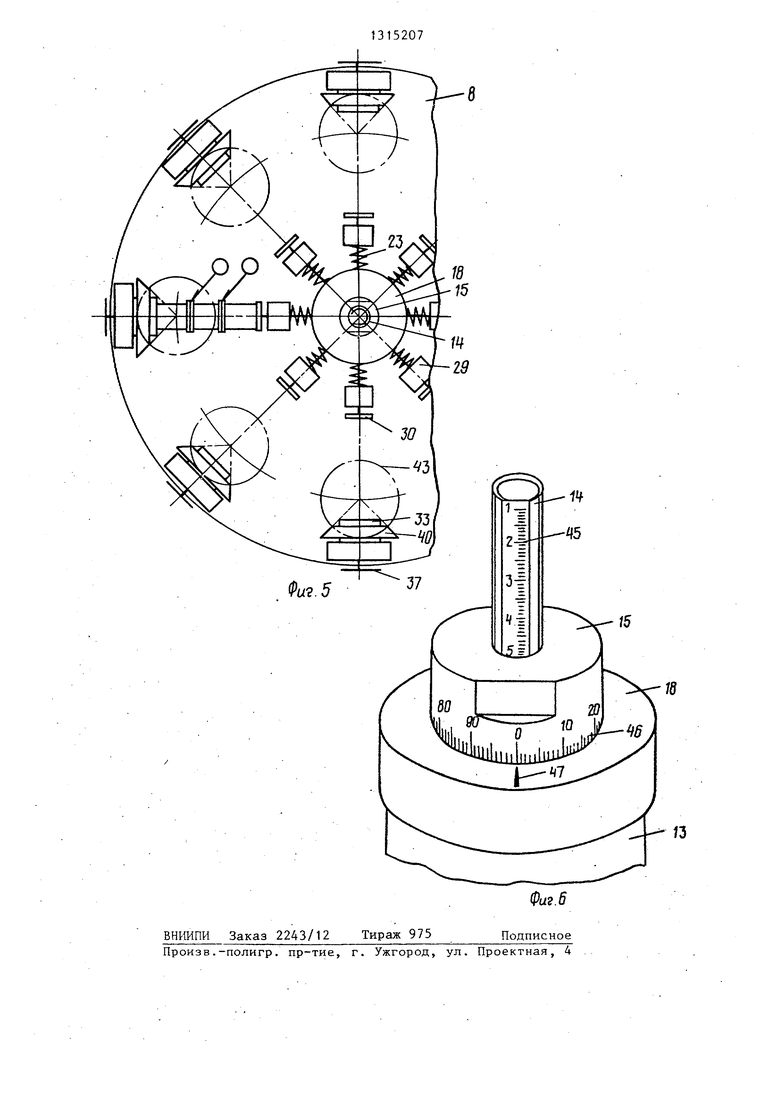
На фиг.1 изображен многопозицион- ный манипулятор, общий вид; на фиг.2 узел зажима изделий; на фиг.З - упругий конус; на фиг.4 - узел вращения шпинделей; на -фиг.5 - многопозиционный манипулятор, вид сверху; на фиг.6 - стержень с установочными шкалами .
Многопозиционный манипулятор содержит корпус 1, привод 2, на валу 3 которого свободно установлена муфта 4 сцепления с возможностью осевого перемещения посредством рычажного механизма 5. На этом же валу 3 расположёна с возможностью вращения шестерня 6, взаимодействующая с зубчатым колесом 7, укрепленном на планшайбе 8, которая установлена с возможностью вращения на оси 9, жестко закрепленной на корпусе 1 . На планшайбе 8 расположены с возможностью вращения вер-
.тикальные шпиндели 10. Соответственно позициям шпинделей на планшайбе 8 с нижней стороны выполнены гнезда 11, в которые попадает ролик-фиксатор 12 рычажного механизма 5, На планшайбе смонтирован узел зажима изделий, выполненный в виде соосно установленного, планшайбе 8 полого цилиндра 13, внутри которого установлен стержень 14 с возможностью возвратно-поступа- тельного перемещения относительно планшайбы и цилиндра при помощи гайки 15. Гайка 15 установлена в упорных подшипниках 16 и 17 в накидной гайке 18, навинченной на верхнюю часть бо- ковой поверхности цилиндра 13 и являющейся его верхним основанием.
На стержне 14 укреплен за верхнее меньшее основание соосный с ним усе- ченный упругий полый конус 19, боковая поверхность которого выполнена в виде лепестков 20 по количеству шпинделей 10. С лепестками 20 взаимодействуют радиальные стержни 21, име- ющие в месте сопряжения с конической поверхностью сферическую форму. Радиальные стержни 21 проходят -через отверстия 22 в полом цилиндре 13 и
подпружинены.относительно него пружинами 23. Ход стержней ограничивается штифтами 24, установленными в полом цилиндре 13 и контактирую.щими с пазами 25 на радиальных стержнях 21. В стержне 14 также выполнен продольный паз 26 на нижнем конце. В этот паз 26 входит штифт 27, укрепленный в опоре 28 скольжения.
На каждом из радиальных стержней 21. взаимодействующих с боковой поверхностью полого конуса 19, на другом конце укреплен соосный с ним стакан 29, в котором также соосно установлен с возможностью вращения относительно него поддерживающий изделие стакан 30, соосный со шпинделем 31. В шпинделе 31 установлен с возможностью возвратно-поступательного пере- мещения винт 32, выполненный заодно со стаканом 33. С винтом 32 сопряжена гайка 34, поджатая к торцу шпинделя 31 через упорные подшипники 35 накидной гайкой 36, на которой укреплен маховик 37. В стакане 33 укреплены штифты 38, установленные в пазах 39 шпинделя 31. Каждый шпиндель 31 снабжен конической шестерней 40, выполненной с ним заодно, и установлен через радиальные упорные подшипники 41 в кронштейне 42, укрепленном на планшайбе 8. Коническая шестерня 40 шпинделя 31 взаимодействует с конической шестерней-валом 43, установленной в цанговом зажиме 44 вертикального шпинделя 10. На стержень 14 нанесена шкала 45, на гайке 15 - шкапа 46, на накидной гайке 18 - установочная метка 47.
Манипулятор работает следующим образом.
Устанавливают конус 19 в нижнее положение вращением гайки 15. Стержн 21 выведены из контактирования с конусом 19 пружинами 23. Свариваемые изделия устанавливаются между под- держиваюш 1ми стаканами 30 и 33. Пружины 23 выполняются на усилия 3-4 кгс, поэтому установка изделий не вызывает затруднений. Затем вращением маховичка 37 осуществляют перемещение стакана 33. При этом штифты 38, укрепленные в стакане 33, перемещаются по пазам 39, выполненным внутри шпинделей 31. Это обеспечивает возможность возвратно-поступательного перемещения стакана 33 без его поворота относительно шпинделей 31.
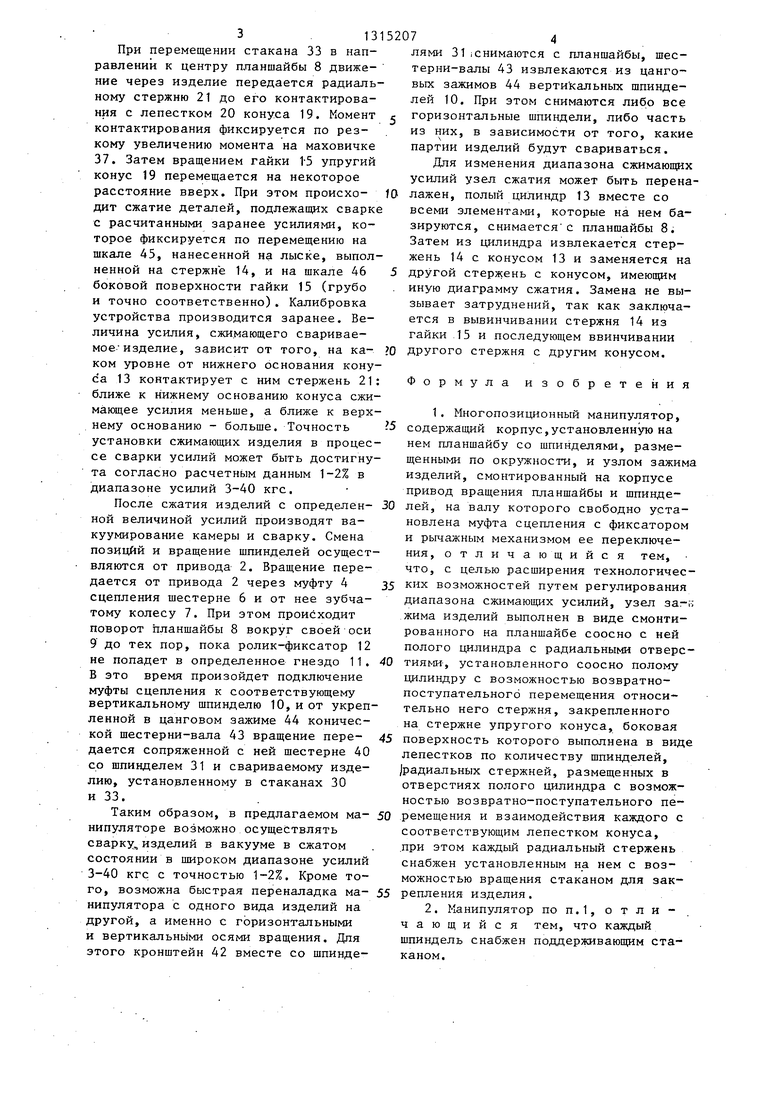
При перемещении стакана 33 в направлении к центру планшайбы 8 движение через изделие передается радиальному стержню 21 до его контактирования с лепестком 20 конуса 19. Момент контактирования фиксируется по резкому увеличению момента на маховичке 37. Затем вращением гайки 1-5 упругий конус 19 перемещается на некоторое расстояние вверх. При этом происхо- дит сжатие деталей, подлежащих сварке с расчитанными заранее усилиями, которое фиксируется по перемещению на шкале 45, нанесенной на лыске, выполненной на стержне 14, и на шкале 46 боковой поверхности гайки 15 (грубо и точно соответственно). Калибровка устройства производится заранее. Величина усилия, сжимающего свариваемое изделие, зависит от того, на ка- ком уровне от нижнего основания конуса 13 контактирует с ним стержень 21 ближе к нижнему основанию конуса сжимающее усилия меньше, а ближе к верхнему основанию - больше. Точность установки сжимающих изделия в процессе сварки усилий может быть достигнута согласно расчетным данным 1-2% в диапазоне усилий 3-40 кгс.
После сжатия изделий с определен- ной величиной усилий производят ва- куумирование камеры и сварку. Смена позиций и вращение шпинделей осуществляются от привода 2. Вращение передается от привода 2 через муфту 4 сцепления шестерне 6 и от нее зубчатому колесу 7. При этом происходит поворот планшайбы 8 вокруг своей оси 9 до тех пор, пока ролик-фиксатор 12 не попадет в определенное гнездо 11. В это время произойдет подключение муфты сцепления к соответствующему вертикальному шпинделю 10,и от укрепленной в цанговом зажиме 44 конической шестерни-вала 43 вращение пере- дается сопряженной с ней шестерне 40 со шпинделем 31 и свариваемому изделию, установленному в стаканах 30 и 33..
Таким образом, в предлагаемом ма- нипуляторе возможно осуществлять сварку,изделий в вакууме в сжатом состоянии в широком диапазоне усилий 3-40 кгс с точностью 1-2%. Кроме того, возможна быстрая переналадка ма- нипулятора с одного вида изделий на другой, а именно с горизонтальными и вертикальными осями вращения. Для этого кронштейн 42 вместе со шпинделями 31|снимаются с планшайбы, шестерни-валы 43 извлекаются из цанговых зажимов 44 вертикальных шпинделей 10. При этом снимаются либр все горизонтальные шпиндели, либо часть из них, в зависимости от того, какие партии изделий будут свариваться.
Для изменения диапазона сжимающих усилий узел сжатия может быть переналажен, полый цилиндр 13 вместе со всеми элементами, которые на нем базируются, снимается с планшайбы 8. Затем из цилиндра извлекается стержень 14 с конусом 13 и заменяется на другой стержень с конусом, имеющим иную диаграмму сжатия. Замена не вызывает затруднений, так как заключается в вывинчивании стержня 14 из гайки 15 и последующем ввинчивании другого стержня с другим конусом.
Формула изобретения
1.Многопозиционный манипулятор, содержащий корпус,установленную на нем планшайбу со шпинделями, размещенными по окрз жности, и узлом зажим изделий, смонтированный на корпусе привод вращения планшайбы и шпинделей, на валу которого свободно установлена муфта сцепления с фиксатором и рычажным механизмом ее переключения, отличающийся тем, что, с целью расширения технологических возможностей путем регулирования диапазона сжимаюш х усилий, узел загжима изделий выполнен в виде смонтированного на планшайбе соосно с ней полого цилиндра с радиальными отверстиями, установленного соосно полому цилиндру с возможностью возвратно- поступательного перемещения относительно него стержня, закрепленного
на стержне упругого конуса, боковая поверхность которого выполнена в вид лепестков по количеству шпинделей, /радиальных стержней, размещенных в отверстиях полого цилиндра с возможностью возвратно-поступательного перемещения и взаимодействия каждого с соответствующим лепестком конуса, при этом каждый радиальный стержень снабжен установленным на нем с возможностью вращения стаканом для закрепления изделия.
2.Манипулятор поп.1, отличающийся тем, что каждый шпиндель снабжен поддерживаюш;им стаканом.
Ч
28
Фиг. 2
Д
«5
39 3S
аг.з
3
ФигЛ
Фи г.б
-14 -H5
/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный манипулятор | 1985 |
|
SU1263484A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| Установка для электронно-лучевой сварки | 1987 |
|
SU1438936A1 |
| Устройство для хонингования длинномерных цилиндров | 1988 |
|
SU1604576A1 |
| Устройство для сборки под сварку термонестойких изделий | 1987 |
|
SU1516286A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для сварки | 1978 |
|
SU816731A1 |
| Многопозиционный манипулятор дляСВАРКи издЕлий C пАТРубКАМи,РАСпОлОжЕННыМи пОд углОМ K ОСииздЕлия | 1979 |
|
SU841882A1 |
| Шпиндельное устройство | 1982 |
|
SU1084117A1 |
| Устройство для резки труб | 1982 |
|
SU1026976A1 |

Изобретение относится к области сварки, в частности к устройствам для установки изделий в положение для сварки, и может быть использовано для сварки кольцевых швов электронным 3/ W J3 лучом. Целью изобретения является расширение технологических возможностей. Изделие устанавливают в стаканы 30 и 33 и поджимают маховичком 37. Вращением гайки 15 перемещают конус 19, зажимая изделие. Усилие зажима фиксируют по перемещению шкалы стержня 14 и шкалы гайки 15. Благодаря выполнению боковой поверхности упругого конуса 19 в виде лепестков достигается возможность регулирования диапазона сжимающих усилий и расширение технологических возможностей. 1 з.п. ф-лы, 6 ил. (Л г.1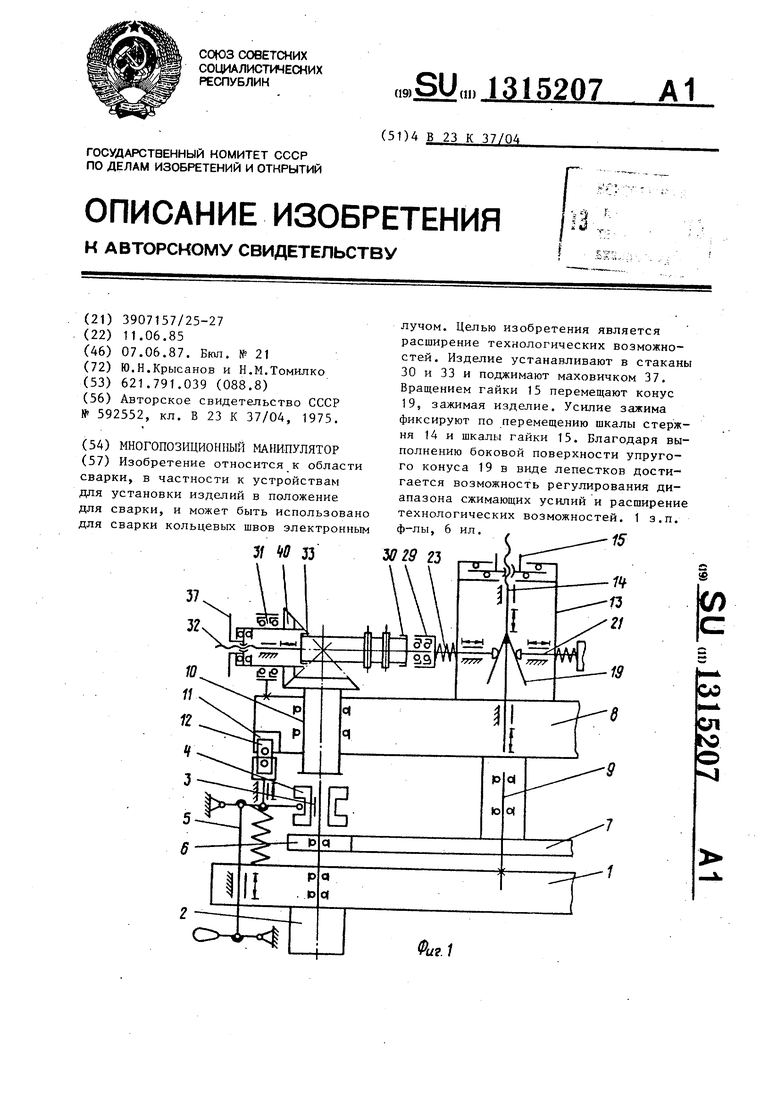
ВНВДПИ Заказ 2243/12 Тираж 975 Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
| Многошпиндельный сварочный позиционер | 1975 |
|
SU592552A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
