t/
С
7Х
tf.
/
ff
J
сл
О5
to
со
Изобре1еиие относится к технологическим процессам и может быть использовано н приборостроении и легкой промышленности.
Цель изобретения - расширение технологических возможностей и повышение производительности за счет возможности ориентации деталей с неявно выразахвата R кантуются и размещаются на
транспортере 9,
Формула изобретения
Способ групповой сборки ,заключающийся в размещении пластины с отверстиями и устанавливаемых деталей на вибролотке, перемещении деталей вдоль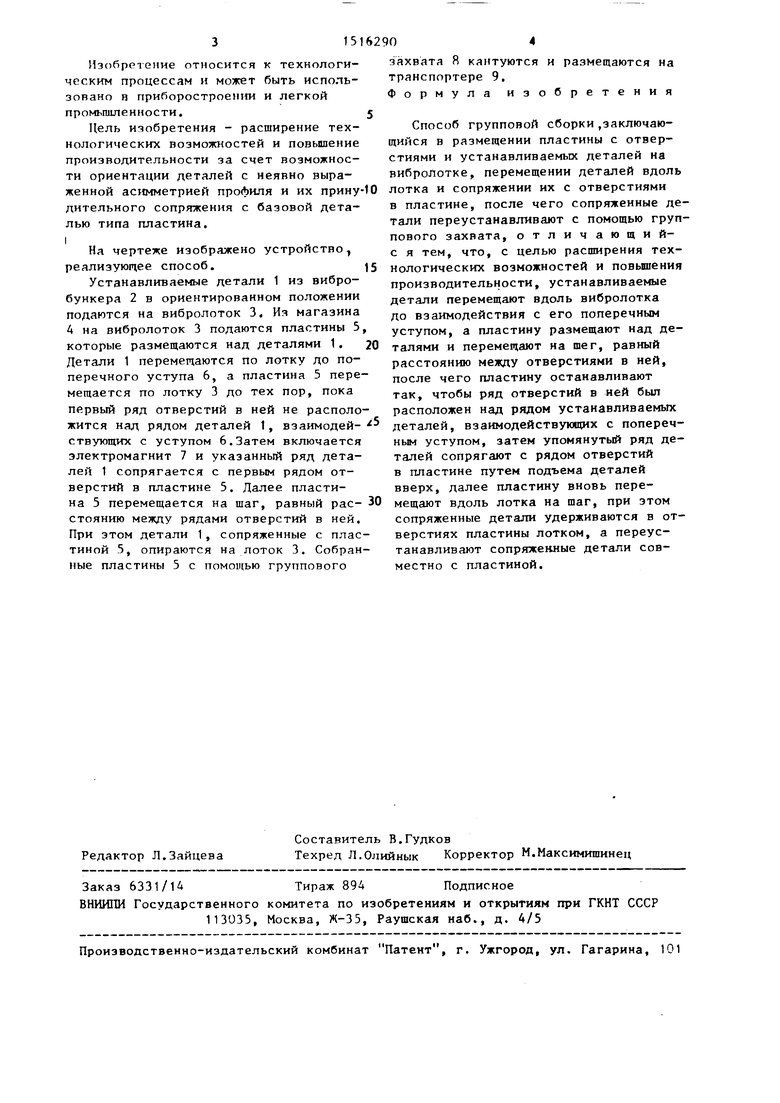
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для групповой укладки изделий в тару или кассету | 1990 |
|
SU1752658A1 |
| Устройство для ориентации деталей | 1973 |
|
SU521114A1 |
| Устройство для поштучной выдачи деталей | 1985 |
|
SU1276477A1 |
| Устройство для ориентации деталей типа зубчатых колес | 1988 |
|
SU1576274A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ФЕРРОМАГНИТНЫХ УДЛИНЕННЫХ ДЕТАЛЕЙ | 1974 |
|
SU321061A1 |
| Устройство для кассетирования плоских деталей | 1986 |
|
SU1348139A1 |
| Устройство для групповой загрузки деталей с фланцем | 1977 |
|
SU646387A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ СУХИМ СПОСОБОМ ТВЕРДЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2001 |
|
RU2191640C1 |
Изобретение относится к приборостроению и легкой промышленности и позволяет расширить технологические возможности ориентации деталей с неявно выраженной асиметрией профиля и их принудительного сопряжения с пластиной. Устанавливаемые детали 1 подаются на вибролоток 3 и перемещаются по нему до поперечного уступа 6. Одновременно пластины 5 размещаются на вибролотке 3 над деталями 1, перемещаются по лотку 3 и останавливаются так, что первый ряд отверстий в пластине 5 располагается над рядом деталей 1, взаимодействующих с уступом 6. Затем с помощью электромагнита 7 указанный ряд деталей 1 поднимается и сопрягается с пластиной 5. Далее пластина 5 перемещается вперед на шаг, равный расстоянию между рядами отверстий в ней. При этом сопряжение с пластиной 5 детали 1 опираются на лоток 3. После сборки пластины 5 кантуются захватом 8 и устанавливаются на транспортер 9. 1 ил.
женной асимметрией профиля и их прину-10 лотка и сопряжении их с отверстиями
дительного сопряжения с базовой деталью типа пластина.
I
На чертеже изображено устройство,
реализующее способ.
Устанавливаемые детали 1 из вибробункера 2 в ориентированном положении подаются на вибролоток 3. Из магазина 4 на вибролоток 3 подаются пластины 5, которые размещаются над деталями 1. 20 Детали 1 перемещаются по лотку до поперечного уступа 6, а пластина 5 перемещается по лотку 3 до тех пор, пока первый ряд отверстий в ней не расположится над рядом деталей 1, взаимодей- ствующкх с уступом 6.Затем включается электромагнит 7 и указанный ряд деталей 1 сопрягается с первым рядом отверстий в пластине 5, Далее пластив пластине, после чего сопряженные детали переустанавливают с помощью группового захвата, отличающий- с я тем, что, с целью расширения технологических возможностей и повьшения производительности, устанавливаемые детали перемещают вдоль вибролотка до взаимодействия с его поперечным уступом, а пластину размещают над деталями и перемещают на шег, равный расстоянию между отверстиями в ней, после чего пластину останавливают так, чтобы ряд отверстий в ней был расположен над рядом устанавливаемых деталей, взаимодействующих с поперечным уступом, затем упомянутый ряд деталей сопрягают с рядом отверстий в пластине путем подъема деталей вверх, далее пластину вновь перена 5 перемещается на шаг, равный рас- 30мещают вдоль лотка на шаг, при этом
стоянию между рядами отверстий в ней.сопряженные детали удерживаются в отПри этом детали 1, сопряженные с плас-верстиях пластины лотком, а переустиной 5, опираются на лоток 3. Собран-танавливают сопряженные детали совные пластины 5 с помощью групповогоместно с пластиной.
в пластине, после чего сопряженные детали переустанавливают с помощью группового захвата, отличающий- с я тем, что, с целью расширения технологических возможностей и повьшения производительности, устанавливаемые детали перемещают вдоль вибролотка до взаимодействия с его поперечным уступом, а пластину размещают над деталями и перемещают на шег, равный расстоянию между отверстиями в ней, после чего пластину останавливают так, чтобы ряд отверстий в ней был расположен над рядом устанавливаемых деталей, взаимодействующих с поперечным уступом, затем упомянутый ряд деталей сопрягают с рядом отверстий в пластине путем подъема деталей вверх, далее пластину вновь перемещают вдоль лотка на шаг, при этом
| Иванов А.А | |||
| Автоматизация сборки миниатюрных и чикроминиатюрных изделий | |||
| - М.: Машиностроение, 1977, с | |||
| Счетная таблица | 1919 |
|
SU104A1 |
