Изобретение относится к технике производства полупроводниковых приборов и предназначено для автоматического ориентирования деталей с фланцем, преимущественно корпусов. Оно может быть использовано в других областях техники.
Известно устройство для групповой загрузки деталей с фланцем, в котором трафарет выполнен с гнездами по форме детали 1.
Недостатком этого устройства является возможность западания деталей в гнезда трафарета как вниз, так и вверх фланцем.
Известно также устройство, в котором трафарет имеет гнезда для западания в них корпусной части деталей, а фланцы их размешаются на поверхности трафарета 2.
Это устройство работает с низкой производительностью вследствие того, что фланцы запавших в гнезда деталей препятствуют свободному продвижению по трафарету других деталей.
Наиболее близким техническим решением к предложенному является устройство, которое содержит трафарет, выполненный в виде ступенчатого вибролотка с последовательно расположенными поперечными рядами гнезд
ДЛЯ деталей на этих ступенях, причем гнезда имеют размер фланца, а ступени превышают высоту деталей 3}.
К недостаткам устройства относятся невозможность автоматической ориентации деталей фланцем вверх и низкая производительность.
Цель изобретения повышение производительности загрузки деталей фланцем вверх.
Поставленная цель достигается тем, что в устройстве для групповой загрузки деталей с фланцем, преимушественно. корпусов полупроводниковых приборов, содержашем трафарет, выполненный в виде ступенчатого вибролотка с последовательно расположенными поперечными рядами гнезд для деталей на этих ступенях, вертикал.ьная грань каждой предыдущей ступени расположена вдоль оси поперечного ряда гнезд для деталей. При этом выполненные в гнездах этого ряда опорные поверхности под фланец детали расположены в плоскости горизонтальной грани следующей ступени, а высота каждой ступени превышает высоту фланца детали.
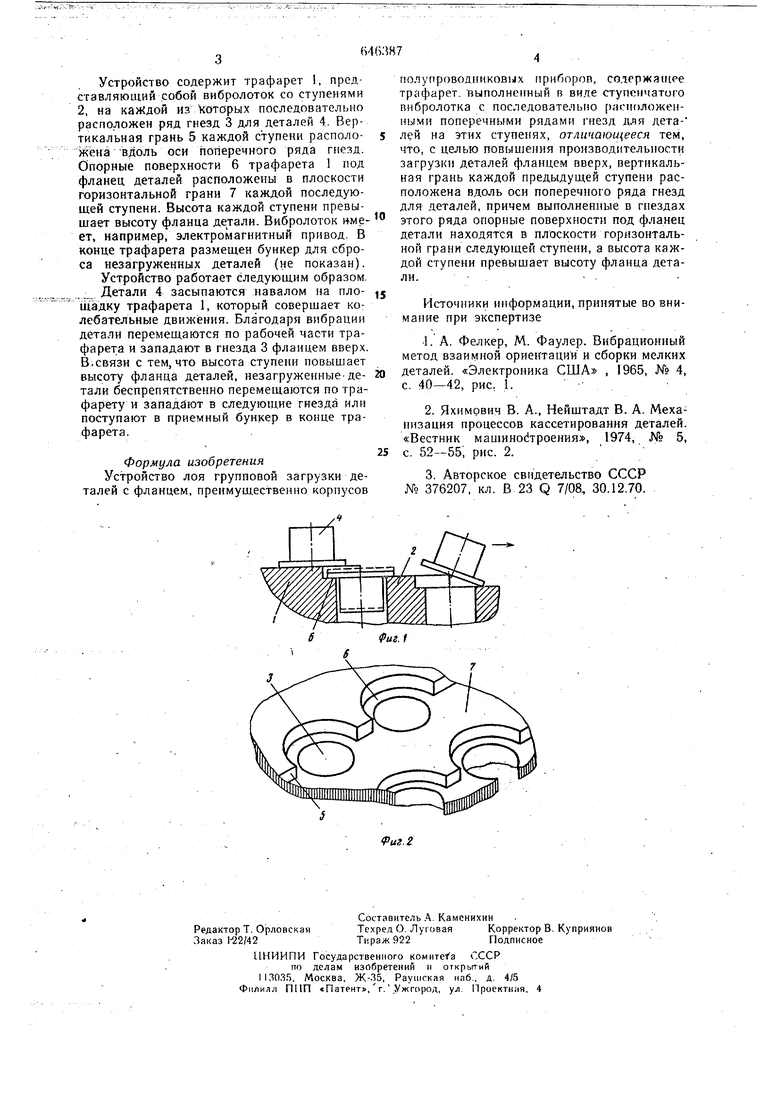
На фиг. 1 показан трафарет с ориентированными деталями, разрез; на фиг. 2 -- трафарет в изометрии. Устройство содержит трафарет , представляющий собой вибролоток со ступенями 2, на каждой из которых последовательно расположен ряд гнезд 3 для деталей 4. Вертикальная грань 5 каждой ступени располоЖена вдоль оси поперечного ряда гнезд. Опорные поверхности 6 трафарета 1 под фланец деталей расположены в плоскости горизонтальной грани 7 каждой последующей ступени. Высота каждой ступени превышает высоту фланца детали. Вибролоток и меет, например, электромагнитный привод. В конце трафарета размещен бункер для сброса незагруженных деталей (не показан). Устройство работает следующим образом. Детали 4 засыпаются навалом на площадку трафарета 1, которь1Й совершает колебательные . Благодаря вибрации детали перемещаются по рабочей части трафарета и западают в гнезда 3 фланцем вверх. В.связи с тем, что высота ступени повышает высоту фланца деталей, незагруженныедетали беспрепятственно перемещаются по трафарету и западают в следующие гнезда или поступают в приемный бункер в конце трафарета. Формула изобретения Устройство лоя групповой загрузки деталей с фланцем, преимущественно корпусов полупровод1жковых прнбороп, содержащее трафарет, выполненный в виде ступенчатого вибролотка с последовательно расположенными поперечными рядами гнезд для деталей на этих ступенях, отличающееся тем, что, с целью повышения производительности загрузки деталей фланцем вверх, вертикальная грань каждой предыдущей ступени расположена вдоль оси поперечного ряда гнезд для деталей, причем выполненные в гнездах этого ряда опорные поверхности под фланец детали находятся в плоскости горизонтальной грани следующей ступени, а высота каждой ступени превышает высоту фланца детали. Источники информации, принятые во внимание при экспертизе 1. А. Фелкер, М. Фаулер. Вибрационный метод взаимной ориентации и сборки мелких деталей. «Электроника США , 1965, № 4, с. 40--42, рис., 1. 2.Яхимрвич В. А., Нейщтадт В. А. Механизация процессов кассетирования деталей. «Вестник машиноётроения, 1974, № 5, с. 52-55; рис. 2. 3.Авторское свидетельство СССР № 376207, кл. В 23 Q 7/08, 30.12.70.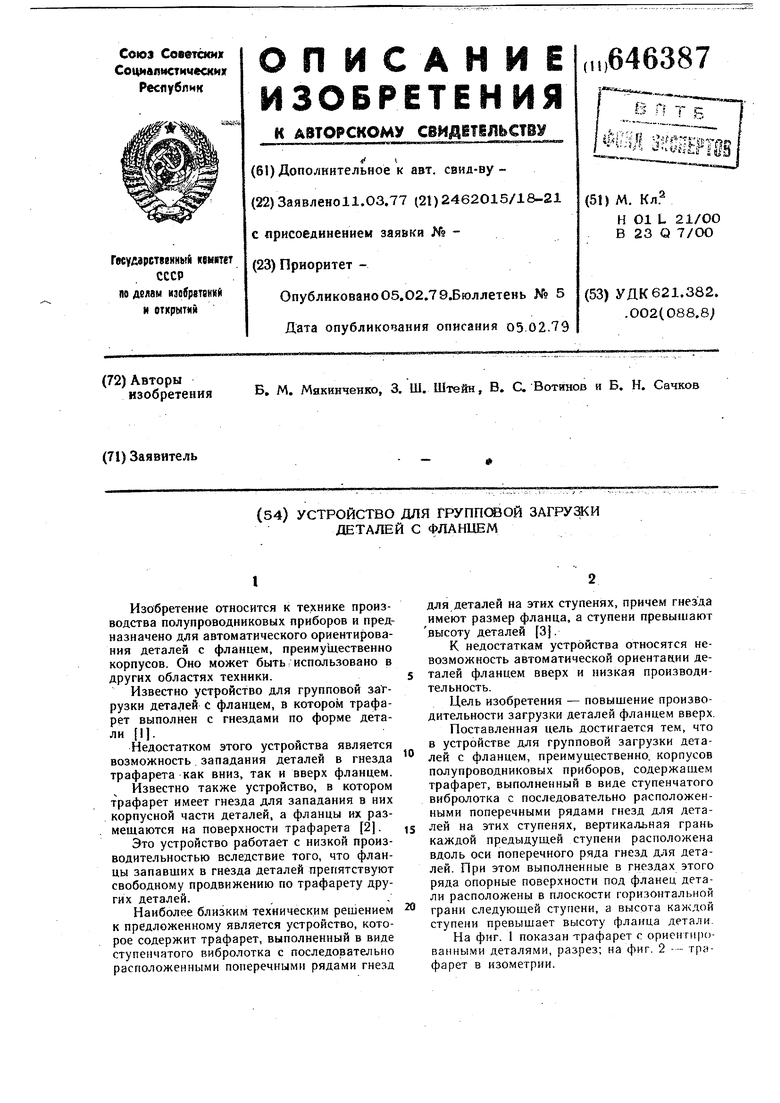
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство для групповой загрузки деталей в кассеты | 1983 |
|
SU1152053A1 |
| Устройство загрузки выводов | 1972 |
|
SU469168A1 |
| Устройство для ориентации цилиндрических деталей | 1984 |
|
SU1259525A1 |
| Устройство для загрузки деталей,преимущественно в виде стержней,в кассеты | 1983 |
|
SU1162001A1 |
| Устройство для групповой ориентированной загрузки деталей в гнезда кассеты | 1979 |
|
SU774911A1 |
| Устройство для групповой загрузки плоских деталей преимущественно в виде фланцев с буртиком | 1987 |
|
SU1443220A1 |
| Устройство для ориентации цилиндрических деталей с прямоугольными выступами | 1975 |
|
SU587532A1 |
| Устройство для групповой сборки деталей | 1983 |
|
SU1190428A1 |
| Устройство для групповой ориентированной загрузки деталей в гнезда кассеты | 1976 |
|
SU606713A1 |
