сд
О) 4
СО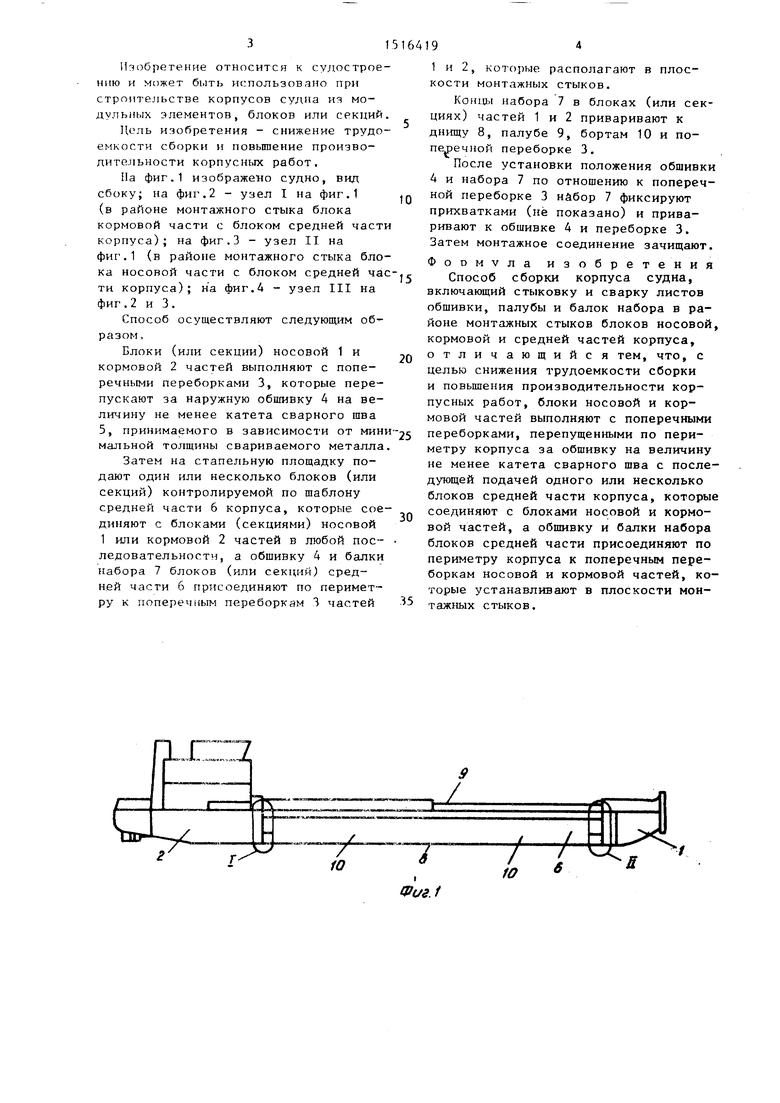
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС СУДНА | 2010 |
|
RU2451618C2 |
| Способ постройки кормы судна с неподвижной насадкой на гребной винт (его варианты),блок насадки и ахтерштевень | 1982 |
|
SU1092086A1 |
| СПОСОБ УСТРАНЕНИЯ ОСТАТОЧНОГО ПРОДОЛЬНОГО ИЗГИБА СУДНА | 2004 |
|
RU2264948C1 |
| Способ сборки корпуса судна | 1987 |
|
SU1527086A1 |
| СПОСОБ СБОРКИ КОРПУСА СУДНА НА ПЛАВУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2308398C1 |
| Модульная судовая надстройка | 1979 |
|
SU870239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Корпус несамоходной платформы на воздушной подушке | 2022 |
|
RU2778328C1 |
| КОРПУС СУДНА | 2023 |
|
RU2826533C1 |
| Способ изготовления блока цилиндрической части корпуса судна | 1982 |
|
SU1050955A1 |
Изобретение относится к судостроению и может быть использовано при строительстве корпуса судна из модульных элементов, блоков или секций. Цель изобретения - снижение трудоемкости сборки и повышение производительности корпусных работ. При изготовлении носовой 1 и кормовой частей торцы балок продольных наборов и листов обшивки приваривают встык к поперечной переборке 3, кромки которой перепускают за листы обшивки на величину сварочного шва. При этом переборки 3 носовой и кормовой частей располагают в зоне монтажного стыка. 4 ил.
.
нг
Фиг.з
3
Изобретение относится к судостроению и может быть использовано при строительстве корпусов судна из модульных элементов, блоков или секций
Цель изобретения - снижение трудоемкости сборки и повышение производительности корпусных работ.
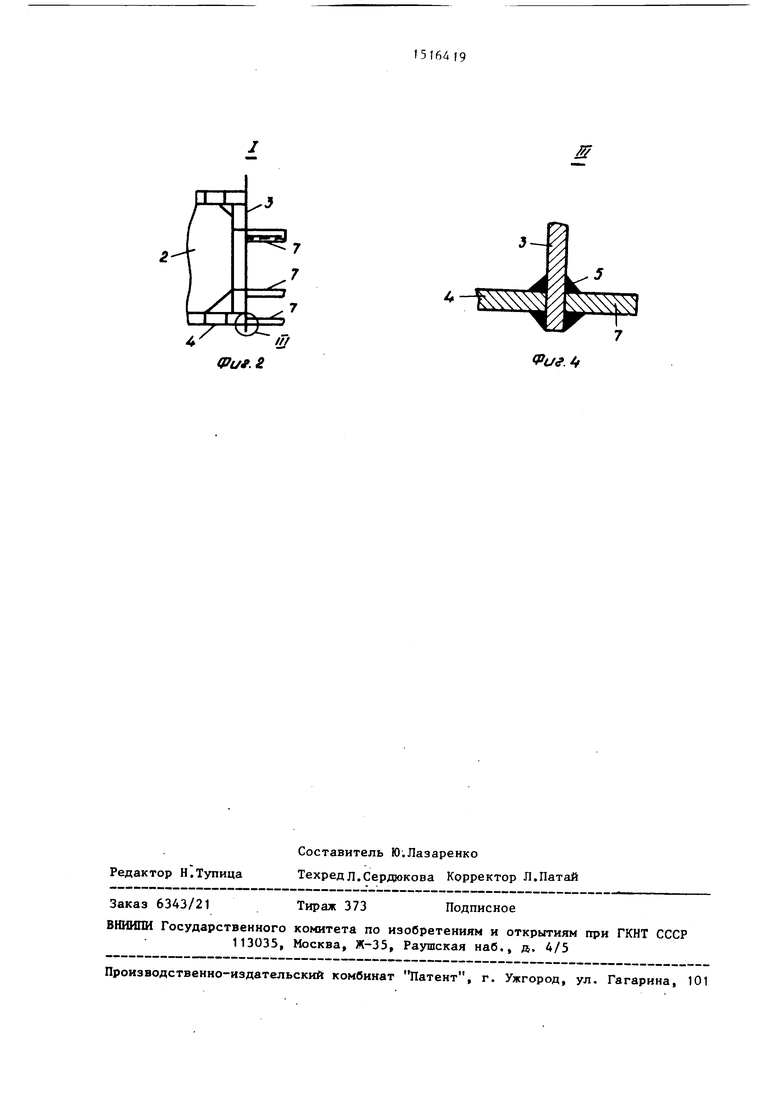
Па фиг.1 изображено судно, вид сбоку; на фиг.2 - узел I на фиг.1 (в районе монтажного стыка блока кормовой части с блоком средней част корпуса); на фиг.3 - узел II на фиг.1 (в районе монтажного стыка блока носовой части с блоком средней ча ти корпуса); на фиг.А - узел III на фиг.2 и 3.
Способ осуществляют следующим образом.
Блоки (или секции) носовой 1 и кормовой 2 частей выполняют с поперечными переборками 3, которые перепускают за наружную обшивку 4 на величину не менее катета сварного шва 5, принимаемого в зависимости от мин мальной толщины свариваемого металла
Затем на стапельную площадку подают один или несколько блоков (или секций) контролируемой по шаблону средней части 6 корпуса, которые соединяют с блоками (секциями) носовой 1 или кормовой 2 частей в любой последовательности, а обшивку 4 и балки набора 7 блоков (или секций) средней части 6 присоединяют по периметру к поперечным переборкам 3 частей
Е::2
/
/
10
516419
1 и 2,
10
15
20
25
30
35
которые располагают в плоскости монтажных стыков.
Кои1ц,1 набора 7 в блоках (или секциях) частей 1 и 2 приваривают к днищу 8, палубе 9, бортам 10 и по- пелечной переборке 3.
После установки положения обшивки 4 и набора 7 по отношению к поперечной переборке 3 набор 7 фиксируют прихватками (не показано) и приваривают к обшивке 4 и переборке 3. Затем монтажное соединение зачищают.
Фоомула изобретения
Способ сборки корпуса судна, включающий стыковку и сварку листов обшивки, палубы и балок набора в районе монтажных стыков блоков носовой, кормовой и средней частей корпуса, отличающийся тем, что, с целью снижения трудоемкости сборки и повьш1ения производительности корпусных работ, блоки носовой и кормовой частей выполняют с поперечными переборками, перепущенными по периметру корпуса за обшивку на величину не менее катета сварного шва с последующей подачей одного или несколько блоков средней части корпуса, которые соединяют с блоками носовой и кормовой частей, а общивку и балки набора блоков средней части присоединяют по периметру корпуса к поперечным переборкам носовой и кормовой частей, которые устанавливают в плоскости мон- т ажных с тык о в.
/
ю
I 6
Фиг.1
Редактор Н.Тупица
Составитель Ю.Лазаренко
Техред л.Сердюкова Корректор Л.Патай
Заказ 6343/21
Тираж 373
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Риг.
Подписное
| Способ сборки судовых корпусных конструкций | 1981 |
|
SU1020300A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
