| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| Корпус судна ледового плавания | 1979 |
|
SU818948A1 |
| КОРПУС СУДНА | 2010 |
|
RU2451618C2 |
| Узел соединения верхней палубы с бортовым перекрытием судна | 1989 |
|
SU1698125A1 |
| Монтажное соединение промежуточной палубы судна с бортом | 1986 |
|
SU1397361A1 |
| Способ изготовления блока цилиндрической части корпуса судна | 1982 |
|
SU1050955A1 |
| СПОСОБ СБОРКИ КОРПУСА СУДНА | 1991 |
|
RU2013286C1 |
| СПОСОБ УСТРАНЕНИЯ ОСТАТОЧНОГО ПРОДОЛЬНОГО ИЗГИБА СУДНА | 2004 |
|
RU2264948C1 |
| КЛЕЕБОЛТОВОЕ СОЕДИНЕНИЕ НАДСТРОЙКИ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКИМ КОРПУСОМ СУДНА | 2002 |
|
RU2235660C2 |
Изобретение относится к судостроению и касается технологии соединения блоков корпуса судна. Целью изобретения является сокращение трудоемкости пригоночных работ по монтажному соединению блоков корпуса судна. По всему монтажному сечению блоков 1 и 2 предварительно устанавливают обделочные полосы 3 под углом к наружной обшивке и палубному настилу 4. Концы продольного набора 5 приваривают к внутренней стороне обделочной полосы. В плоскости монтажного стыка устанавливают поперечную переборку 6, по всему контуру которой установлен перпендикулярно к настилу поясок 7. При соединении блоки 1 и 2 стягивают до плотного прижимания кромок пояска 7 к обделочным полосам 3, после чего производится приварка пояска 7 к полосам 3. затем поверх обделочных полос 3 и пояска 7 в плоскости каждой балки продольного набора корпуса устанавливают концы, а поверх них в плоскости наружной обшивки и палубного настила - вводные листы зашивки. 3 ил.
фиг.
Изобретение относится к судострое нию и касается технологии соединения блоков корпуса судна
Цепь изобретения - сокращение трудоемкости пригоночных работ по монтажному соединению блоков корпуса судна.
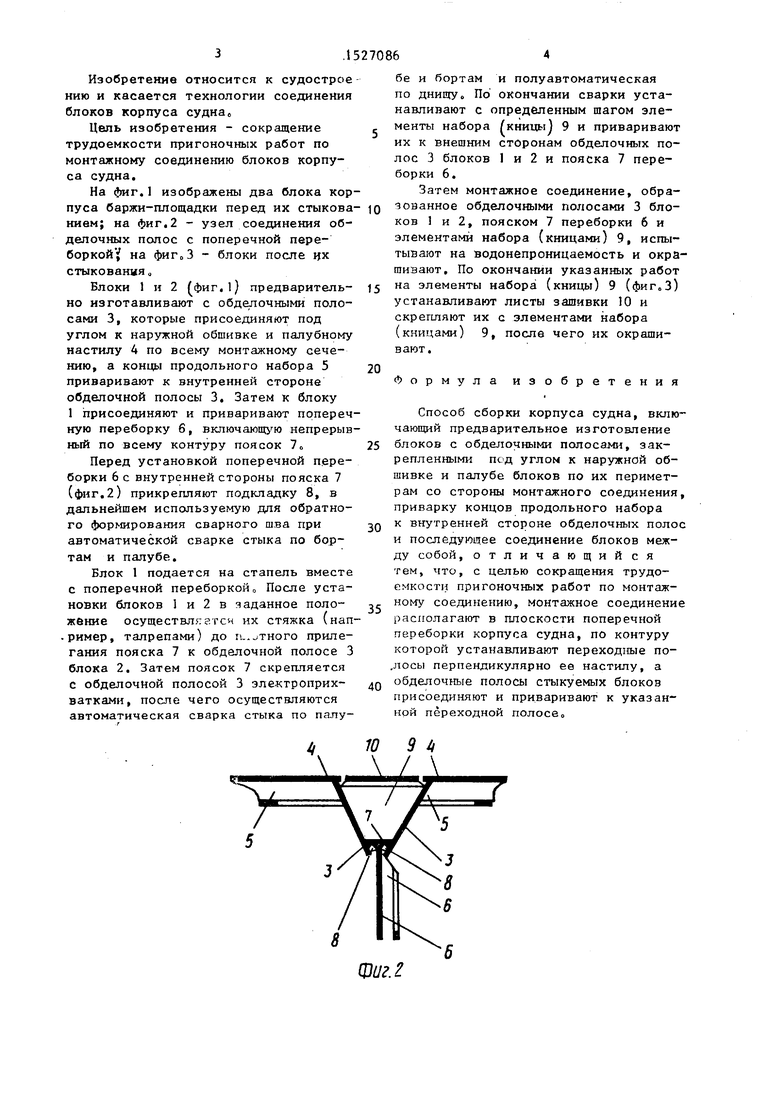
На фиг.1 изображены два блока корпуса баржи-площадки перед их стыкованием; на фиг.2 - узел соединения обделочных полос с поперечной пере- боркой ; на фиГоЗ - блоки после их стыкования„
Блоки 1 и 2 фиг.1) предварительно изготавливают с обделочными полосами 3, которые присоединяют под углом к наружной обшивке и палубному настилу А по всему монтажному сечению, а концы продольного набора 5 приваривают к внутренней стороне обделочной полосы 3. Затем к блоку 1 присоединяют и приваривают поперечную переборку б, включающую непрерывный по всему контуру поясок 7
Перед установкой поперечной переборки 6 с внутренней стороны пояска 7 (фиг.2) прикрепляют подкладку 8, в дальнейшем используемую для обратного формирования сварного шва при автоматической сварке стыка по бортам и палубе.
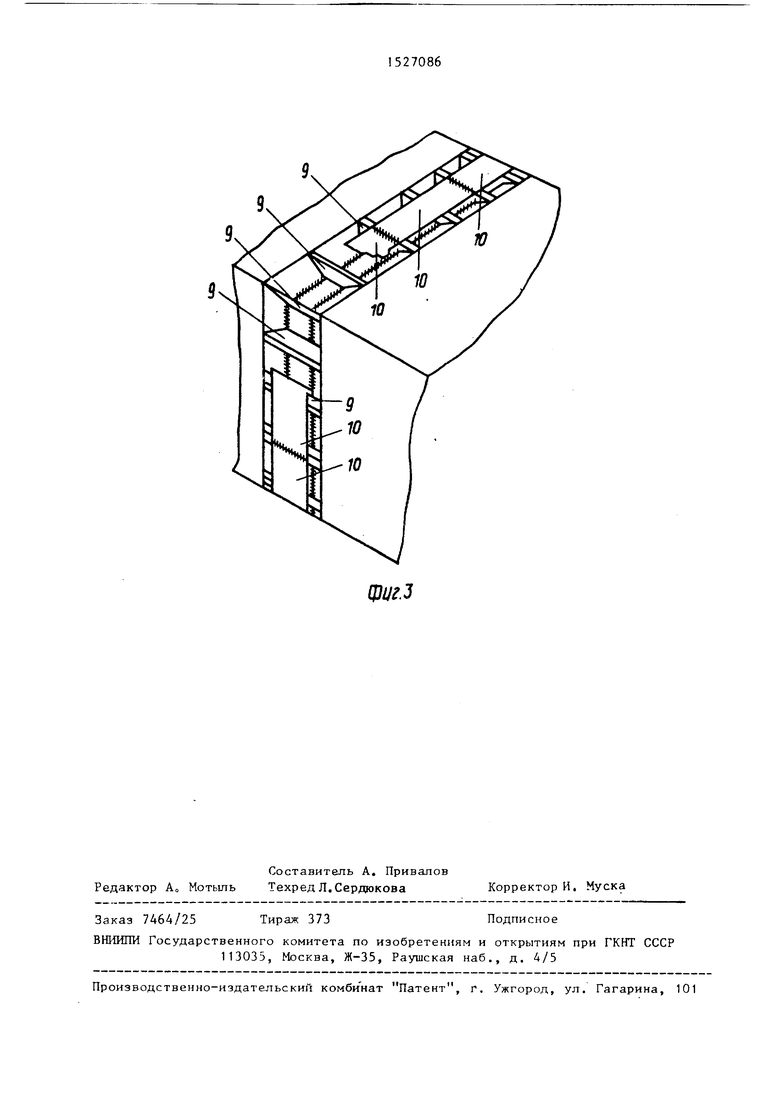
Блок 1 подается на стапель вместе с поперечной переборкой После установки блоков 1 и 2 в заданное положение осуществлюатсч их стяжка (нап- .ример, талрепами) до п-.тного прилегания пояска 7 к обделочной полосе 3 блока 2. Затем поясок 7 скрепляется с обделочной полосой 3 зле«троприх- ватками, после чего осущесТЕШяются автоматическая сварка стыка по палубе и бортам и полуавтоматическая по днищу о По окончании сварки устанавливают с определенным щагом эле- менты набора (кницы 9 и приваривают их к внешним сторонам обделочных полос 3 блоков 1 и 2 и пояска 7 переборки 6.
Затем монтажное соединение, обраэованное обделочными полосами 3 блоков 1 и 2, пояском 7 переборки 6 и элементами набора (кницами) 9, испытывают на водонепроницаемость и окрашивают. По окончании указанных работ
на элементы набора (кницы) 9 (фиг.З) устанавливают листы зашивки 10 и скрепляют их с элементами набора (кницами) 9, после чего их окращи- вают.
Формула изобретения
Способ сборки корпуса судна, включающий предварительное изготовление блоков с обделочными полосами, закрепленными под углом к наружной обшивке и палубе блоков по их периметрам со стороны монтажного соединения, приварку концов продольного набора к внутренней стороне обделочных полос и последующее соединение блоков между собой, отличающий ся тем, что, с целью сокращения трудоемкости пригоночных работ по монтаж- ном-у соединению, монтажное соединение располагают в плоскости поперечной переборки корпуса судна, по контуру которой устанавливают переходзше по- ,лосы перпендикулярно ее настилу, а обделочные полосы стыкуемых блоков присоединяют и приваривают к указанной переходной полосе
9 4
фиг. 2
фцг.з
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
