8 9
Ю 11
СП
О)
00 4
00
11
10
риалом пластины большую прочность, чем прочность металла сварного соединения частей 2 с полосой 1. Сварной шов 4 выполняют по кромкам продольно- г о разреза сварочной головкой 5. Выполнение сварного шва 4 осуществляют за один проход с непроваром 6 в корне шва 4. При переплавке прокладок 3 в зонах концентрации напряжений Т-об- разных стыков имеет место более высокая технологическая прочность, чем в зонах сплавления основного материала. Таким образом в зтих зонах пре-
дотвращается образоваш1е горячих и холодных трещин. Для нагружения сварного шва 4 полосу 1 устанавливают на подкладке 7 и нагружают через элементы 8, закрепленные на оси 9. Поворот злементов 8 осуществляют через плоские пружины 10, соединенные с коромыслом 11, установленным на оси 12. В процессе нагружения регистрируют параметры трещинообразования и по ним оценивают склонность металла сварного соединения к образованию холодных трещин. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания металла сварного соединения на склонность к образованию холодных трещин | 1989 |
|
SU1708566A1 |
| Способ испытания сплавов на склонность к образованию холодных трещин | 1988 |
|
SU1613282A1 |
| Способ испытания на склонность к замедленному разрушению сварного соединения | 1985 |
|
SU1298596A1 |
| Способ оценки склонности материалов к образованию холодных трещин при сварке | 1986 |
|
SU1374091A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Образец для оценки склонности сталей и сплавов к образованию холодных трещин при сварке | 1990 |
|
SU1803768A1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ БЕЗ ПРЕДВАРИТЕЛЬНОГО ПОДОГРЕВА СТЫКОВ | 2013 |
|
RU2521920C1 |
| Способ оценки стойкости металла к образованию холодных трещин в сварной зоне | 1984 |
|
SU1183860A1 |
| Способ оценки сопротивляемости металла сварного соединения образованию холодных трещин | 1990 |
|
SU1756078A1 |
Изобретение относится к испытательной технике и может быть использовано для испытания металла сварного соединения на склонность к образованию холодных трещин. Цель изобретения - повышение точности испытаний. Пластину материала разрезают в продольном направлении на две полосы. Полосу 1 оставляют целой, а другую полосу разрезают на несколько частей 2 в поперечном направлении, перепендикулярном продольному разрезу. Соединением разрезанных частей 2 и оставшейся целой полосы 1 образуют Т-образные стыки. Между частями 2 пластины размещают прокладки 3 из сплава, имеющего в сварном соединении с материалом пластины большую прочность, чем прочность металла сварного соединения частей 2 с полосой 1. Сварной шов 4 выполняют по кромкам продольного разреза сварочной головкой 5. Выполнение сварного шва 4 осуществляют за один проход с непроваром 6 в корне шва 4. При переплавке прокладок 3 в зонах концентрации напряжений Т-образных стыков имеет место более высокая технологическая прочность, чем в зонах сплавления основного материала. Таким образом в этих зонах предотвращается образование горячих и холодных трещин. Для нагружения сварного шва 4 полосу 1 устанавливают на подкладке 7 и нагружают через элементы 8, закрепленные на оси 9. Поворот элементов 8 осуществляют через плоские пружины 10, соединенные с коромыслом 11, установленным на оси 12. В процессе нагружения регистрируют параметры трещинообразования и по ним оценивают склонность металла сварного соединения к образованию холодных трещин. 1 ил.
Изобретение относится к испытательной технике и может быть использовано для испытания металла сварного соединения на склонность к образованию холодных трещин.
Цель изобретения - повьш1ение точности испытаний.
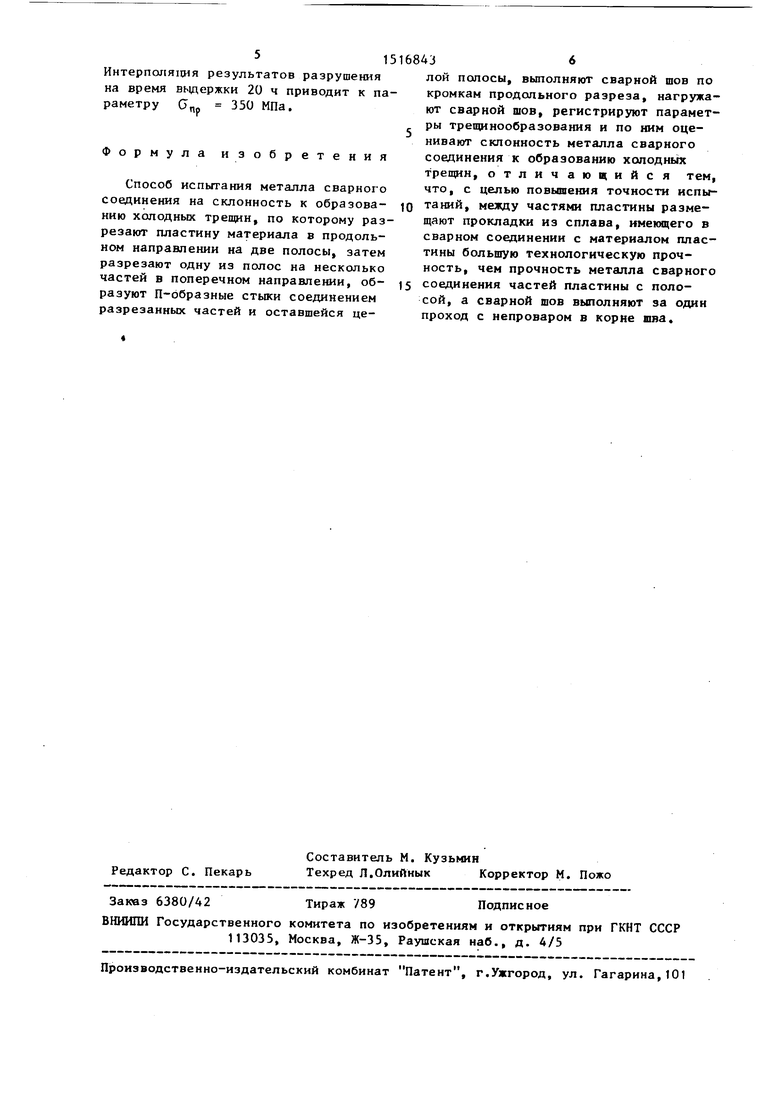
На чертеже изображена схема испытаний.
Способ осуществляют следующим об-
разом.
Пластину материала разрезают в продольном направлении на две полосы. Полосу 1 оставляют целой, а другую полосу разрезают на несколько частей 2 в поперечном направлении, перпендикулярном продольному разрезу. Сое- динение разрезанных частей 2 и оставшейся целой полосы 1 образуют Т-образные стыки, при этом между частями 2 пластины размещают прокладки 3, которые имеют большую технологическую прочность сварного соединения с основным металлом пластины (меньшую склонность к образованию холодных
тревчин) , чем прочность соединения частей 2 и полосы 1.
Сварной шов 4 выполняют по кромкам продольного разреза сварочной головкой 5, Вьшолнение сварного шва 4 осуществляют за один проход с непроваром 6 в корне шва 4, При переплавке про- кладок 3 в зонах концентрации напряжений Т-образных стыков имеет место более высокая технологическая прочность, чем в зонах сплавления основного материала, и таким образом предотвращается образование горячих
О
д З
0
5
трещин. Прокладки 3 при сварке стали мартенситного класса выполняют из стали с пониженным содержанием углерода или из стали аустенитного класса.
Использование прокладок предотвращает также возникновение холодных трещин на Т-образных стыках между частями 2 образца, что повышает стабильность результатов испытаний.
Для нагружения сварного шва 4 полосу 1 устанавливают на подкладку 7 и нагружают через элементы 8, закрепленные на оси 9. Поворот элементов 8 осуществляют через плоские пружины 10, соединенные с коромыслом 11, установленным на оси 12.
В процессе нагружения регистрируют параметры трещинообразования и по ним оценивают склонность металла сварного соединения к образованию холодных трещин.
П р и м е р. Испытывают пластину 200x330x10 мм. Продольным разрезом образовывают две полосы ЮОхЗООх х10 мм, одну из которых разрезают на 10 ч. 100x30x10 мм. Прокладки размером 100x3x10 мм выполняют излетали, соответствующей составу сварочной проволоки СВ-08. Разделку кромок выполняют с углом 7/2 на глубину 4 мм. Для сварочного тока 280 А, напряжение 25 В, скорость сварки 0,65 см/с, высота сварного шва 5,5 мм. Изгибающий момент варьируется от 34,2 до 125,6 Нм, что обеспечивает растягивающие напряжения в корне щва от 225 до 300 МПа. Разрушение достигнуто в 8 из 10 ч. образца при 5i 375 МПа.
515
Интерполяция результатов разрушения на время выдержки 20 ч приводит к параметру
пр
350 МПа.
Формула изобретения
Способ испытания металла сварного соединения на склонность к образованию холодных трещин, по которому разрезают пластину материала в продольном направлении на две полосы, затем разрезают одну из полос на несколько частей в поперечном направлении, образуют П-образные стыки соединением разрезанных частей и оставшейся це36
лой полосы, выполняют сварной шов по кромкам продольного разреза, нагружают сварной шов, регистрирзтот параметры трещинообразования и по ним оценивают склонность металла сварного соединения к образованию холодных трещин, отличающийся тем, что, с целью повышения точности испытаний, между частями пластины размещают прокладки из сплава, имеющего в сварном соединении с материалом пластины большую технологическую прочность, чем прочность металла сварного
соединения частей пластины с полосой, а сварной шов выполняют за один проход с непроваром в корне шва.
| Способ изготовления сварного образца в виде пластины с трещиной | 1982 |
|
SU1045061A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
