Изобретение относится к испытательной технике и может быть использовано для выбора технологических режимов сварки, обеспечивающих работоспособность сварного соединения.
.Цель изобретения - повышение точности и информативности оценки склонности материалов к образованию холодных трещин при сварке.
На чертеже изображено устройство для реализации предлагаемого способа
Способ осутцествляется следующим образом.
Из двух пластин 1 и 2 сваркой сварным швом 3 встык изготовляют сварной образец 4. Для нагружения образец размещают в нах ружающем устройстве между опорной С-образной скобой 5 и клиновинтовой парой 6,размещенной внутри скобы 5, Для размещения валика сварного шва 3 в клиновинтовой паре 6 выполнена канавка 7. Поперечную изгибающую нагрузку к образцу 4 прикладывают клиновинтовой парой 6 вдоль сварного щва 3. Такое нагружение обеспечивает изгибающий момент, переменный по длине шва,т.е. различные сечения шва испытываются в различных условиях на1 ружения. Нагружение сварнот о шва 3 осуществляют до появления продольной трещины в нем или в зоне сплавления. После этого нагрузку вьщерживают постоянной во времени и фиксируют рост продольной трещины. Вьодерживают образец под нагрузкой до остановки трещины, регистрируют из1 ибающий момент и длину
трещины и с их учетом определяют рклонность материала к образованию холодных трещин. Для сталей рекомендуемое время выдержки 2-4 ч, для титановых сплавов - 2-4 недели, для высокопрочных алюминиевых сплавов - 4-10 недель.
Пример. Пластины из стали ЗОХГСА 210 А размером 5 х 100 х 200 мм проплавляли аргонно-дуговой сваркой с силой тока 210 А со скоростью 18 м/ч (06005 м/с) при напряжении 12 В. Холодная трещина распространялась в течение 18 ч и достигла длины 120 мм.
Формула изобретения
Способ оценки склонности материалов к образованию холодных трещин при сварке, по которому изготавливают сварной образец из двух пластин, нагружают его изгибающим моментом до
возникновения трещины и учитывают его величину при определении склонности сплава к образованию холодных трещин, отлича-ющийся тем, что, с целью повышения точности и ин-
формативности оценки, нагрузку прикладывают вдоль сварног о шва, величину момента выбирают постоянной во времени и переменной по длине шва, вьщерживают образец под нагрузкой
ДО остановки трещины, определяют длину трещины и учитывают ее при определении склонности к образованию холодных трещин.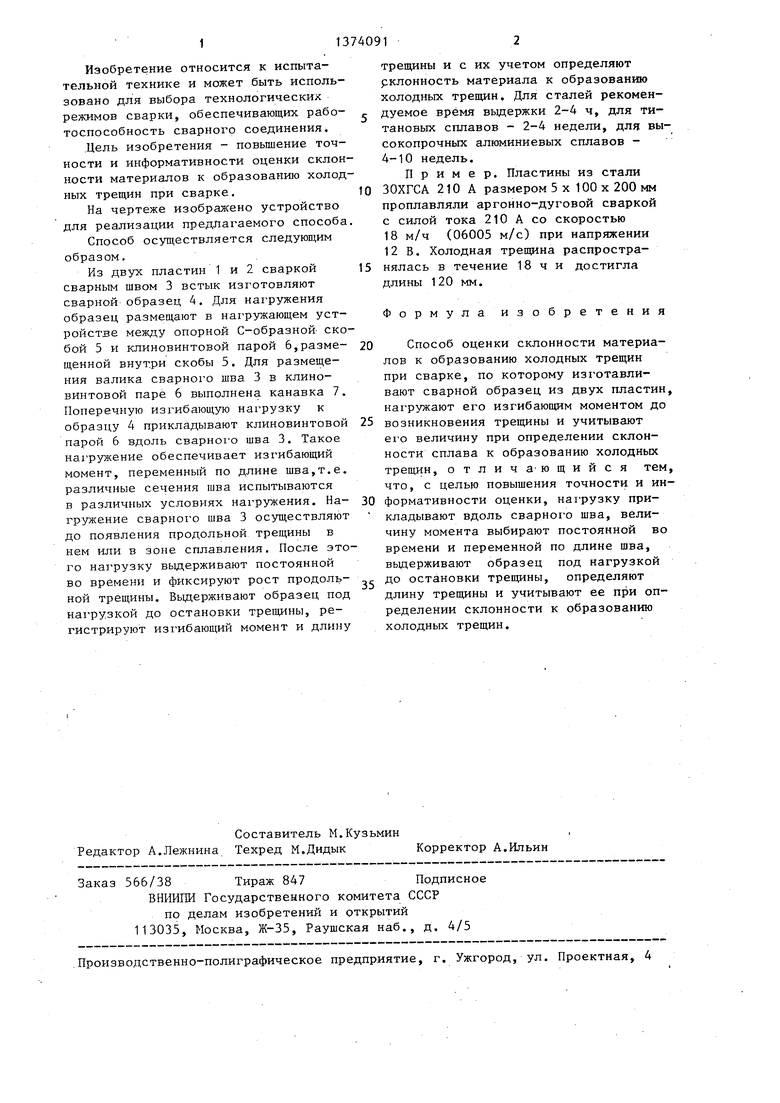
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания сплавов на склонность к образованию холодных трещин | 1988 |
|
SU1613282A1 |
| Машина для определения склонности металлов к образованию холодных трещин при сварке | 1955 |
|
SU114865A1 |
| Образец для оценки склонности сталей и сплавов к образованию холодных трещин при сварке | 1990 |
|
SU1803768A1 |
| Способ испытания металла сварного соединения на склонность к образованию холодных трещин | 1987 |
|
SU1516843A1 |
| Способ испытания на склонность к замедленному разрушению сварного соединения | 1985 |
|
SU1298596A1 |
| Способ оценки сопротивляемости металла сварного соединения образованию холодных трещин | 1990 |
|
SU1756078A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ВЯЗКОСТИ РАЗРУШЕНИЯ ОСНОВНОГО МЕТАЛЛА В ЗОНЕ СПЛАВЛЕНИЯ | 1991 |
|
RU2019808C1 |
| Способ испытания металла сварного соединения на склонность к образованию холодных трещин | 1989 |
|
SU1708566A1 |
| Установка для оценки склонности металлов к образованию холодных трещин при сварке | 1990 |
|
SU1824276A1 |
| Образец для испытания сварного соединения на коррозионное растрескивание | 1984 |
|
SU1244572A1 |
Изобретение относится к испытательной технике и может быть использовано для выбора технологических режимов сварки, обеспечивающих работоспособность сварного соединения. С целью повьшения точности и информативности оценки склонности материалов к образованию холодных трепщн при сварке из двух пластин 1 и 2 сваркой сварным швом 3 встык изготовляют сварной образец 4. Для нагружения образец размещают в нагружающем устройстве между опорной С-образной скобой 3 и клиновинтовой парой 6, размещенной внутри скобы 5, Для размещения валика сварного шва 3 в клиновинтовой паре 6 выполнена канавка 7. Поперечн.ую изгибающую нагрузку к образцу 4 прикладывают клиновинтовой парой 6 вдоль сварного шва 3. Такое нагружение обеспечивает изгибающий момент, переменный по длине шва. Нагружение сварного шва 3 осуществляют до появления продольной трещины в нем или в зоне сплавления. После этого нагрузку вьщержи- вают постоянной во времени и фикси- PJTOT рост продольной трещины. Выдерживают образец под нагрузкой до остановки трещины, регистрируют изгибающий момент и длину трещины и с их учетом определяют склонность материала к образованию холодных трещин. 1 ил. с (П 00 о
| Макаров Э.Л | |||
| Холодные трещины при сварке легированных сталей | |||
| М.: Машиностроение, 1981, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
