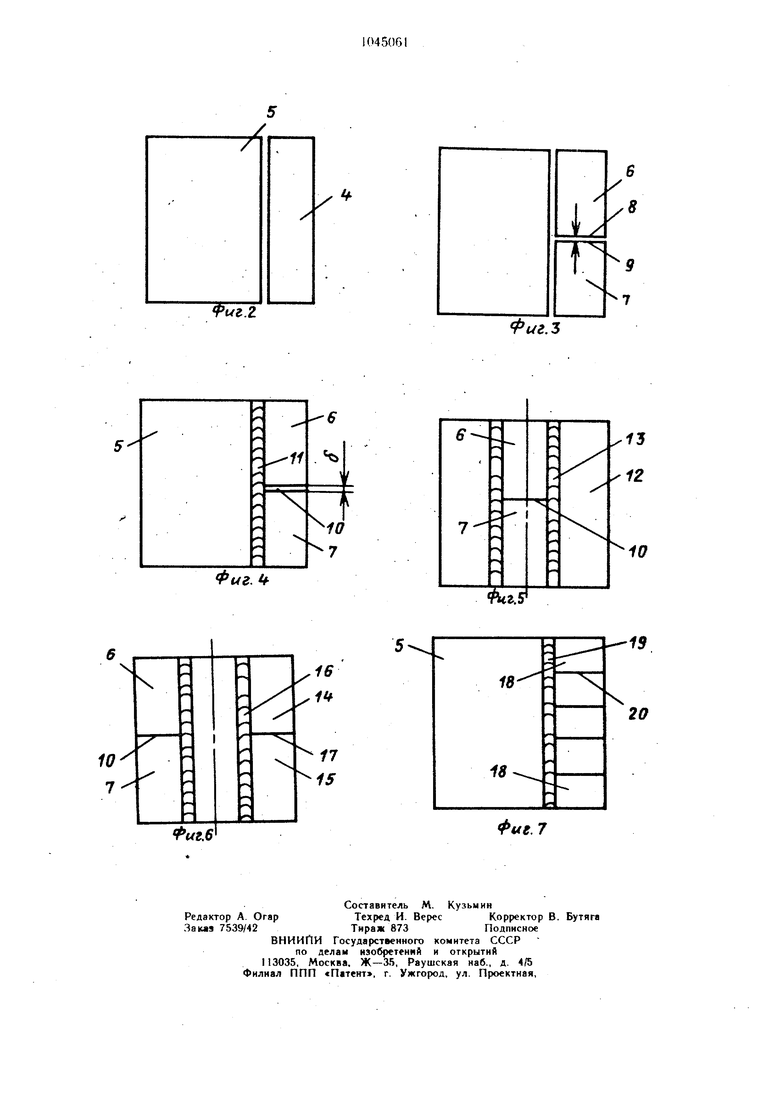
иг.1 MimfifXTciinc откосится к исс.псдоваиню iij)()4H()ci( снойстп млторип.ч;, а именно к способам н,чг()тс1и;1(Ч1ия i).iia в пластины с TfieiiuuiOM. H: Eu:cTCH сйособ изготивлиния сварного образца 1) нле пластины с TpeinHiuni, при котором после пыполиепия снарною niea н пласти}1е создают Tfjciiunsy н-алрсзом или нропилом Ij. Недостатком известного сп.особа является изменение механических снойст мате|)иала при создании трещины в связи с упро. мнением материала. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления сварного образца в виде пластины с трещиной, зак.пючаюпшйся в том, что образуют треН1ину в пластине, а затем на пластину наютадывают сварные . При иснользоваlUiH способа в образце выпол1 яют пропилы ювелирной пилой по двум противоположным образующим просверленного отверстия и затем на пластину наплавляют сварной валик (2). Недостатком ,известно1-о способа является низкая точность изготовления, обусловленная невозможностью получения трещины с сомкнутыми берегами, имитируюН1ей естественную трещину. Цель изобретения - повыгнение точности изготовления образца с треншной путем образования трещины с сомкнутыми бepeгa f i Поставленная цель достигается тем, что согласно способу изготовления сварного образца в виде пластины с трещиной, заключающемуся в том, что образуют трещину в пластине, а затем на пластину на кладывают сварные швы, пластину разре зают в продольном направлении на две час ти, затем разрезают одну из образовавшихся частей в поперечном направлении, перпендикулярном продольному разрезу, шлифуют кромки поперечного разреза, трещину образуют соединением разрезанных частей между собой по шлифованным кромкам, а наложение сварных щвов осущестЕ1ляют сваркой пластины по кромкам продольного разреза. На фиг. 1 изображена пластина для изготовления образца; на фиг. 2 - то же, разрезанная в продольном направлении; 61 на фиг. 3 - то же, разрезанная и в продольном н в поперечном направлениях, (стре лками указано направление плс1тногг) прижатия частей пластины); на фиг. 4 - сварной образец с боковой трещиной; на фиг. 5 - то же, с центральной трещиной; на фиг. 6 - то же, с двумя боковыми трещинами с проТтТвоположных сторон; на фиг. 7 то же, с несколькими боковы.ми надрезами с одной стороны. Способ осуществляют следующим образом. -. Используют заготовку образца в виде пластины 1. На фиг. пунктиром указаны линии 2 и 3 раз.метки, по которы.м выполняют разрезы пластины. Сначала пластину ра.фезают в продольном направ.лении иа две части 4 и 5 {фиг. 2)., а за.тем разрезают одну из образовавпихся частей, Например часть 4, в поперечном направлении на части 6 и 7 (фиг. 3). Кромки 8 и 9 поперечного разреза шлифуют и соединяют в направлении стрелок на фиг. ,3, образуя при соединении разрезанных .частей 6 и 7 трещину 10 (фиг. 4). При прижатии частей б и 7 друг к другу получают трещину с сомкнуты.ми берегами. Радиус в верщнне такой трещины, равный половине среднего . расстояния между неравностями щлифования, состаатяет величину примерно 0,310мм. Затем соединенные части 6 и 7 приваривают к части 5 пластины сварным щвом 11 (фиг. 4) и получают пластину с боковой трещиной. Если дополнительно к частям б и 7 приваривают часть 12 пластины сварным швом 13, то получают образец с центральной трещиной (фиг. 5). Если к части 5 приваривают части 14 и 15 сварным щвом 16, то получают образец с двумя боковыми трещинами 0 и .17 (фиг. 6). Если части 6 и 7 разрезают на более мелкие части 18 и приваривают их к части 5 щвом 19, то получают образец с несколькими односторонними трещинами 20 (фиг. 7). Изобретение позволяет повысить точность изготовления образца с трещиной путем образования трещины с сомкнутыми берегами и определить технологические режимы сварки, при которых не происходит распространения трещины в щов как при нормальных условиях, так и в агрессивных средах.
Риг.г
Фиг.З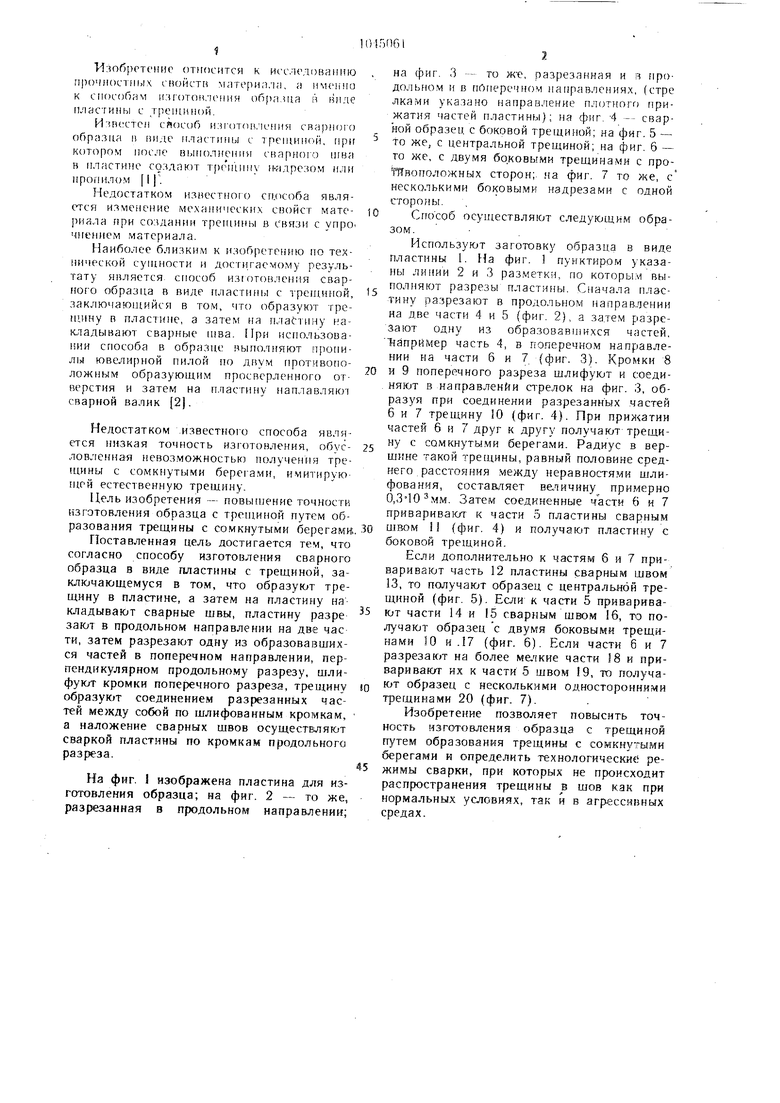
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки стойкости металла сварного шва против образования холодных трещин | 1988 |
|
SU1603219A1 |
| Способ изготовления сварных образцов | 1987 |
|
SU1433695A1 |
| Способ оценки стойкости металла сварного шва против образования холодных трещин | 1990 |
|
SU1767389A2 |
| Способ изготовления сварного образца | 1983 |
|
SU1087811A1 |
| Способ оценки стойкости металла к образованию холодных трещин в сварной зоне | 1984 |
|
SU1183860A1 |
| Способ оценки стойкости металла к образованию холодных трещин в сварной зоне | 1984 |
|
SU1182323A1 |
| Способ Дагиса и Блоха восстановления изношенных деталей | 1989 |
|
SU1756089A1 |
| Способ испытания металла сварного соединения на склонность к образованию холодных трещин | 1989 |
|
SU1708566A1 |
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЕВОЙ ПОЛОСЫ | 2011 |
|
RU2561629C2 |
| Способ испытания на склонность к образованию холодных трещин | 1984 |
|
SU1232442A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО ОБРАЗЦА В ВИДЕ ПЛАСТИНЫ С ТРЕЩИНОЙ, заключающийся в том, что образуют трещийу в пластине, а затем на пластину накладывают сварные швы, отличающийся тем, что, с целью повышения точности изготовления путем образования треш,ины с сомкнутыми берегами, пластину разрезают в продольном направлении на две части, затем разрезают одну из образовавшихся частей в поперечном направлении, перпендикулярном продольному разрезу, шлифуют кромки поперечного разреза, тре1цину образуют соединением разрезан ных частей между собой по шлифованным кромкам, а наложение сварны.х швов осуществляют сваркой пластины по кромкам § продольного разреза. /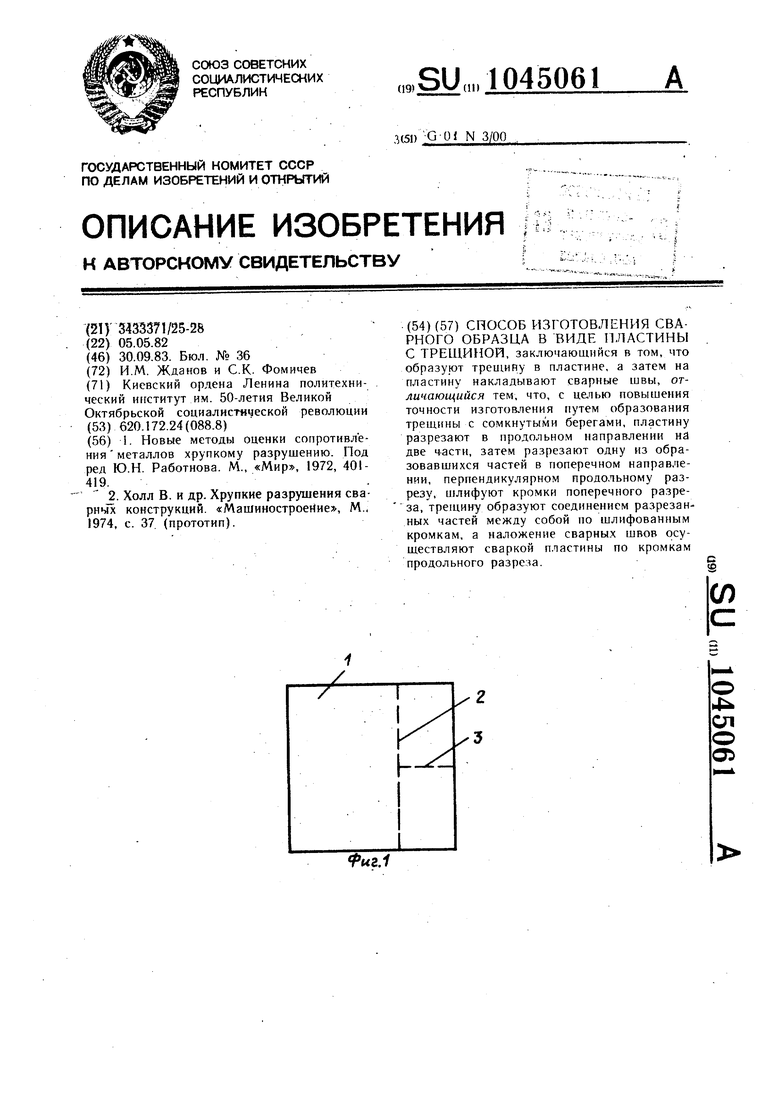
Фиг.
13 12
10
IS
20
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Новые методы оценки сопротивления металлов хрупкому разрушению | |||
| Под ред Ю.Н | |||
| Работнова | |||
| М., «Мир, 1972, 401419 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Холл В | |||
| и др | |||
| Хрупкие разрушения сварных конструкций | |||
| «Машиностроение, М. | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
| (прототип). | |||
