Изобретение относится к электромашиностроению и может быть использовано в производстве стержневых обмоток электрических машин.
Цель изобретения - улучшения качества стержня путем прочного скрепления проводников стержня.
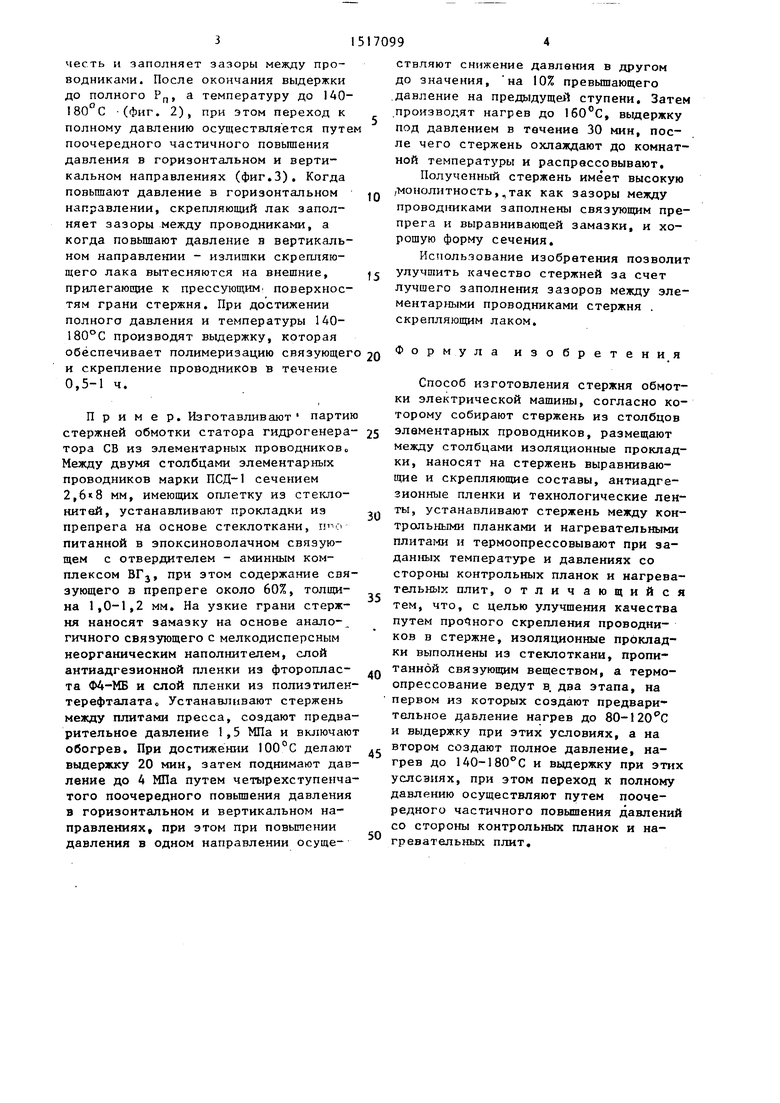
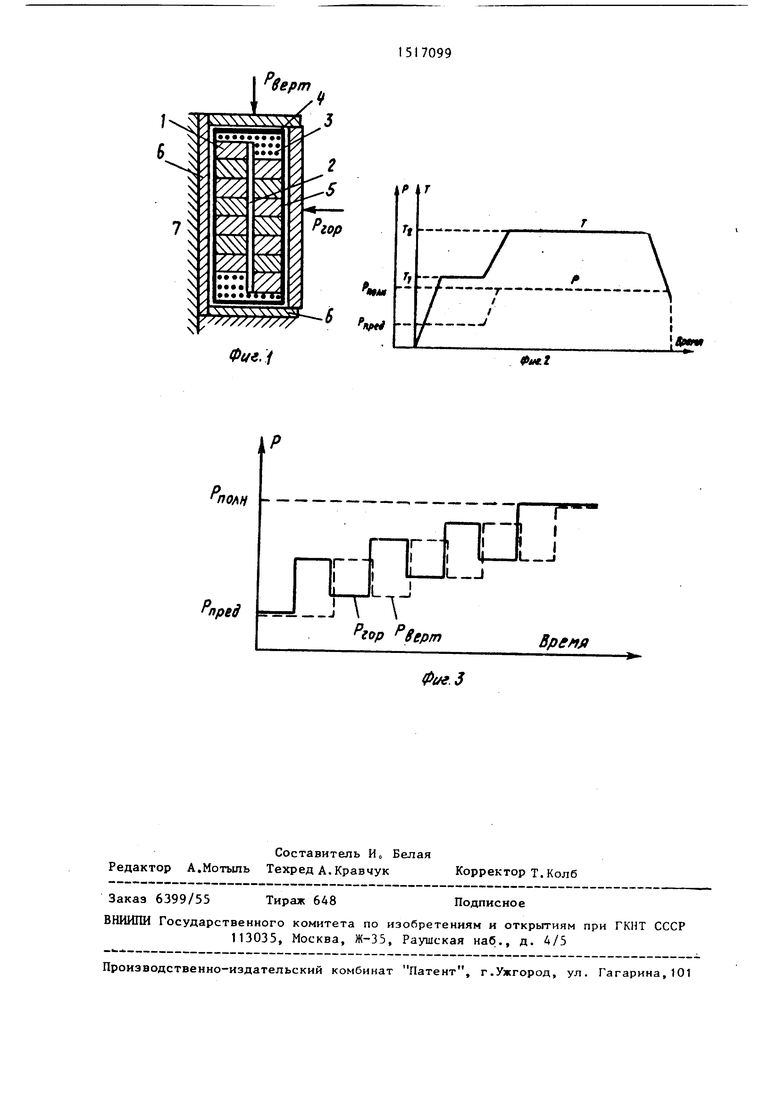
На фиг.1 показана схема осуществления предлагаемого способа; на фиг.2 - режимы способа; на фиг.З - диаграмма изменения давлений.
Способ изготовления стержня обмотки электрической машины осуществляют следующим способом.
Сначала осуществляют сборку стержня из нескольких столбцов элементарных проводников I, между столбцами устанавливают прокладки на основе предварительно пропитанной и подсушенной стеклоткани 2 с избыточным содержанием связующего. На узкие грани наносят выравнивающую замазку 3, стержень обматывают антиадгезионной пленкой 4 и технологической лентой 5, фиксирующей стержень. Стержень устанавливают между контрольными планками 6 и нагревательными плитами 7, Затем создают предварительное давление РПР и включают электронагрев плит. При достижении температуры 80-120 С производят выдержку, в течение которой скрепляющий лак приобретает теку ;0 со
честь н заполняет зазоры между проводниками. После окончания выдержки до полного Рр, а температуру до 1АО- 180 С -(фиг. 2), при этом переход к полному давлению осуществляется путе поочередного частичного повьгаения давления в горизонтальном и вертикальном направлениях (фиг.З). Когда повьппают давление в горизонтальном направлении, скрепляющий лак заполняет зазоры между проводниками, а когда повьппают давление в вертикальном направлении - излишки скрепляющего лака вытесняются на внешние, прилегающие к прессующим поверхностям грани стержня. При достижении полного давления и температуры 140- 180°С производят выдержку, которая обеспечивает полимеризацию связующег и скрепление проводников в течение 0,5-1 ч.
Пример. Изготавливают партию стержней обмотки статора гидрогенера- тора СВ из элементарных проводников о Между двумя столбцами элементарных проводников марки ПСД-1 сечением 2, мм, имеющих оплетку из CTBIOIO- нитвй, устанавливают прокладки из препрега на основе стеклоткани, п -о питанной в эпоксиноволачном связующем с отвердителем - аминным комплексом BFj, при этом содержание связующего в препреге около 60%, толщина 1,0-1,2 мм. На узкие грани стержня наносят замазку на основе анало- гичного связующего с мелкодисперсным неорганическим наполнителем, слой антиадгезионной пленки из фтороплас- та ФА-МБ и слой пленки из полиэтилен- терефталатас Устанавливают стержень между плитами пресса, создают предварительное давление 1,5 МПа и включают обогрев. При достижении 100°С делают выдержку 20 мин, затем поднимают давление до 4 МПа путем четырехступенчатого поочередного повьппения давления в горизонтальном и вертикальном направлениях, при этом при повышении давления в одном направлении осуще
Q 0
д Q c
5
0
ствляют снижение давления в другом до значения, на 10% превышающего .давление на предыдущей ступени. Затем производят нагрев до , вьодержку под давлением в течение 30 мин, после чего стержень охлаждают до комнатной температуры и распрассовывают.
Полученный стержень имеет высокую (МОНОЛИТНОСТЬ,,так как зазоры между проводниками заполнены связующим препрега и выравнивающей замазки, и хо- рощую форму сечения,
Использование изобретения позволит улучшить качество стержней за счет лучшего заполнения зазоров между элементарными проводниками стержня . скрепляющим лаком.
Фор м у ла изобретения
Способ изготовления стержня обмотки электрической машины, согласно которому собирают стержень из столбцов элементарных проводников, размещают между столбцами изоляционные прокладки, наносят на стержень выравнивающие и скрепляющие составы, антиадгезионные пленки и технологические лен- ть1, устанавливают стержень между контрольными планками и нагревательными плитами и термоопрессовывают при за- дан1а)1х температуре и давлениях со стороны контрольных планок и нагревательных плит, отличающийся тем, что, с целью улучшения качества путем про 5ного скрепления проводников в стержне, изоляционные прокладки выполнены из стеклоткани, пропитанной связующим веществом, а термо- опрессование ведут в. два этапа, на первом из которых создают предвари тельное цаъпение нагрев до 80-120 0 и выдержку при этих условиях, а на втором создают полное давление, нагрев до 140-180 С и вьщержку при этих условиях, при этом переход к полному давлению осуществляют путем поочередного частичного повышения давлений со стороны контрольных планок и нагревательных плит.
им nfti
J
4ямг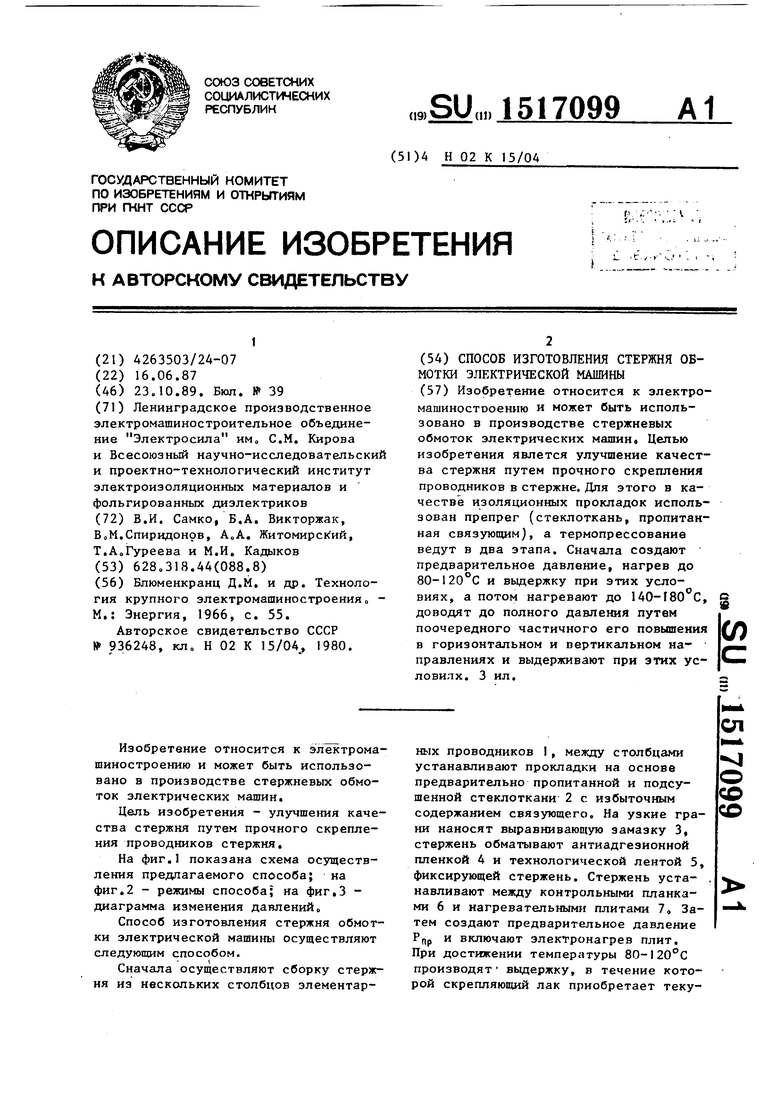
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления катушек высоковольтных электротехнических устройств | 1989 |
|
SU1742870A1 |
| Способ изготовления всыпных статорных обмоток электрических машин | 1991 |
|
SU1800559A1 |
| Стержневая обмотка высоковольтной электрической машины и способ ее изготовления | 1985 |
|
SU1676008A1 |
| Способ изготовления электронагревателя и способ изготовления изоляционной гильзы | 1982 |
|
SU1040628A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ВЫСОКОВОЛЬТНОГО ЭЛЕКТРОТЕХНИЧЕСКОГО УСТРОЙСТВА | 2014 |
|
RU2566810C2 |
| Способ управления процессом горячего прессования изделий со связующим из термореактивных смол | 1987 |
|
SU1659213A1 |
| БЕЗРАСТВОРНЫЙ СПОСОБ ПОЛУЧЕНИЯ ФТАЛОНИТРИЛЬНОГО ПРЕПРЕГА И ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ЕГО ОСНОВЕ | 2019 |
|
RU2740286C1 |
| Стеклотекстолит | 1990 |
|
SU1754480A1 |
| Способ изготовления нагревательного устройства | 1991 |
|
SU1802917A3 |
| ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2002 |
|
RU2234822C2 |
Изобретение относится к электромашиностроению и может быть использовано в производстве стержневых обмоток электрических машин. Целью изобретения является улучшение качества стержня путем прочного скрепления проводников в стержне. Для этого в качестве изоляционных прокладок использован препрег (стеклоткань, пропитанная связующим), а термопрессование ведут в два этапа. Сначала создают предварительное давление, нагрев до 80-120°С и выдержку при этих условиях, а потом нагревают до 140-180°С, доводят до полного давления путем поочередного частичного его повышения в горизонтальном и вертикальном направлениях и выдерживают при этих условиях. 3 ил.
Фие, У
ПОАН
Составитель И„ Белая Редактор А.Мотыль Техред А.КравчукКорректор Т. Колб
Заказ 6399/55
Тираж 648
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская Ha«5., д. 4/5
Филг
Фиг. 5
Подписное
| Блюменкранц Д.М | |||
| и др | |||
| Технология крупного электромашиностроения - М.: Энергия, 1966, с | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Способ опрессовки элементов обмотки электрических машин | 1980 |
|
SU936248A1 |
