Изобретение относится к обработке металлов давлением, в частности к листовой штамповке, и может быть использовано в различных отраслях машиностроения при изготовлении отводов.
Цель изобретения - повышение качества деталей за счет снижения разнотолщинности.
На фиг. представлены схемы реализации способа на первом этапе формообразования; на фиг. 5, 6 - то же, на втором этапе формообразования.
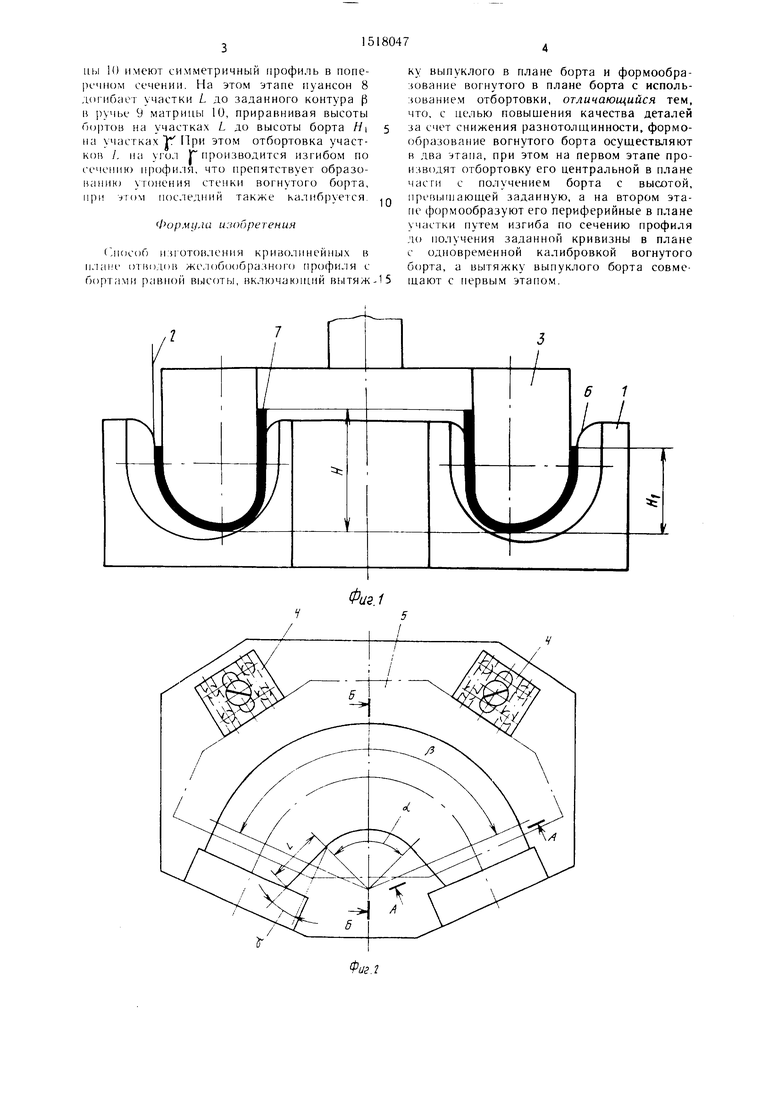
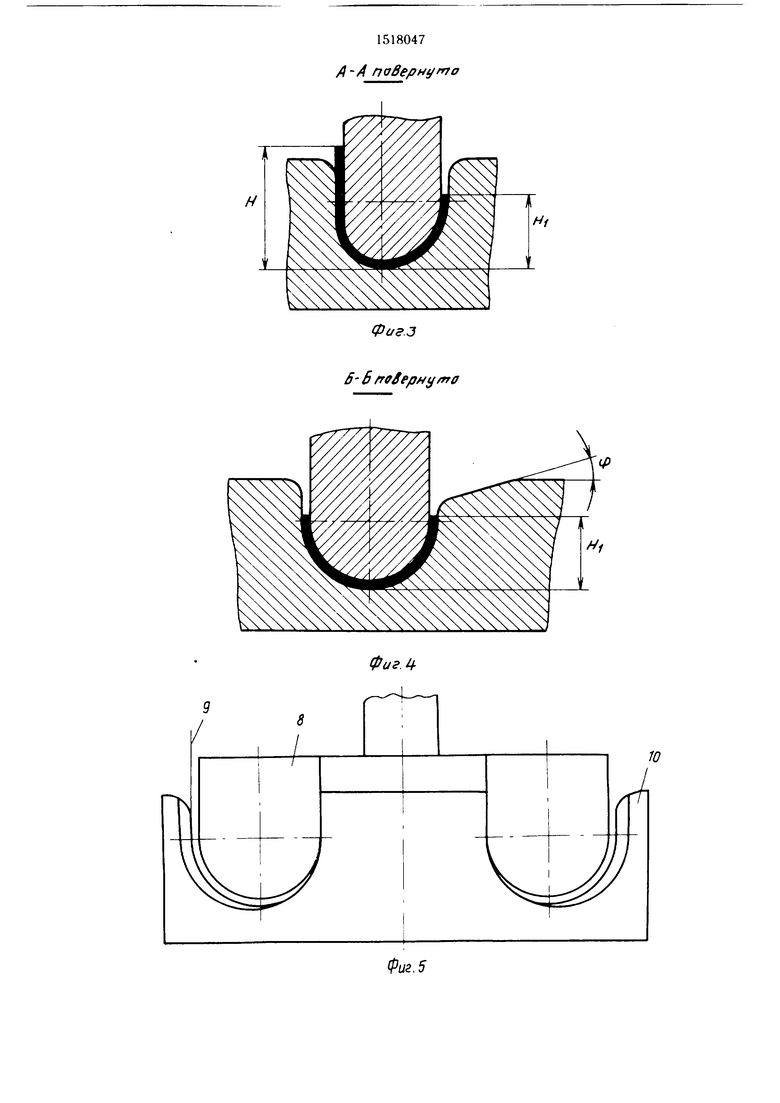
На первом этапе формообразования заготовка подвергается воздействию в штампе (фиг. 1, 2), содержащем матрицу 1 с ручьем 2, пуансон 3 и упоры 4. Характерной особенностью этого штампа является то, что его пуансон 3 и ручей 2 матрицы 1 на концевых участках L имеют несимметричный профиль в поперечном сечении. Перед штамповкой листовая заготовка 5 ориентируется на рабочей поверхности матрицы 1 с помоп1.ью регулируемых упоров 4 Движушийся вниз пуансон 3 вдавливает заготовку 5 в ручей 2. При этом вытяжкой сразу же формируется контур выпуклого борта 6 по заданной кривой р и отбортовкой образуется центральная часть а вогнутого борта 7 по заданной кривой, причем концевые участки борта 7 на длине L остаются неизогнутыми. При этом концевые участки пуансона 3 и ручья 2 образуют на этих неизог нутых участках отштампованного профиля разновысокие борта так, что высота Н борта 7 на участке L больше высоты Н борта 6 на дуге р, т. е. превышает заданную.
В штампе первого перехода у вогнутой кромки ручья 2 матрицы 1 на ее плоскости имеется нисходящий в этой кромке скос под углом И) 15-20°, снижающий трение заготовки о матрицу и улучшаюший условия перемещения заготовки и ее вход в ручей при штамповке.
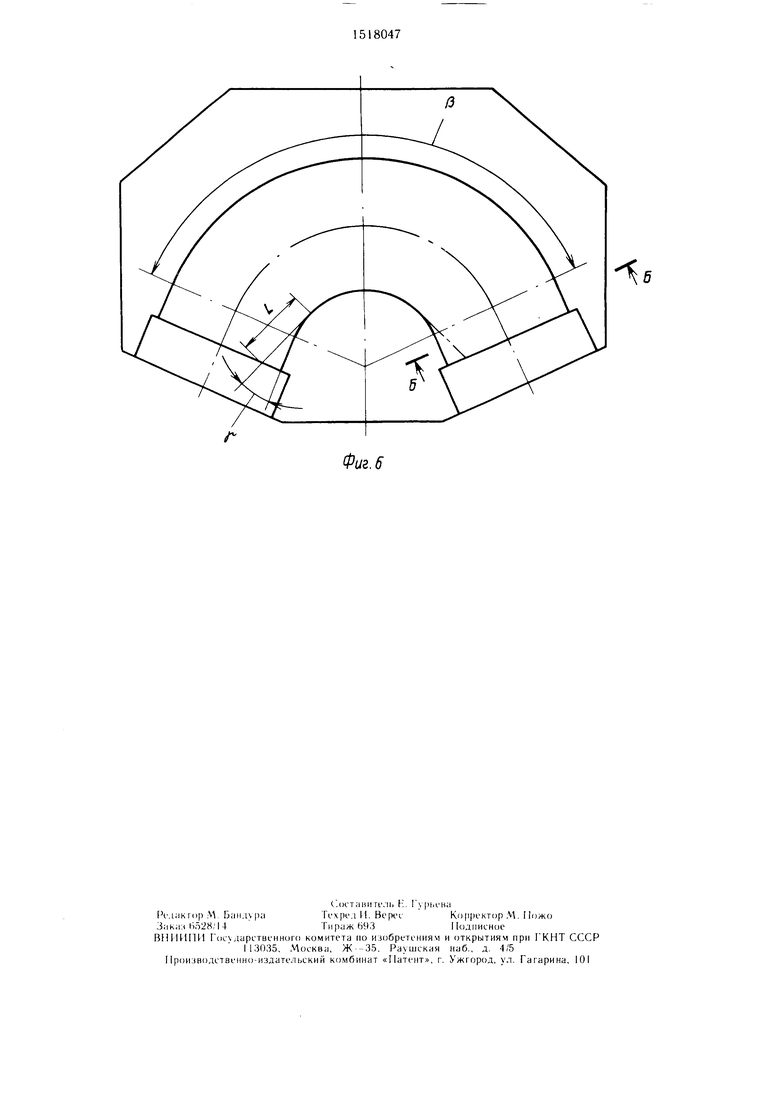
После первого этапа штамповки проводят заключительный, на другом штампе (фиг. 5, 6|. в котором пуансон 8 и ручей 9 матриел
00
цы 10 имеют симметричный профиль в поперечном сечении. На этом этапе пуансон 8 догибает участки L до заданного контура р в ручье 9 матрицы 10, приравнивая высоты по|)тов на участках L до высоты борта Hi па участках этом отбортовка участков /. па угол Г производится изгибом по сечонпк) , что препятствует образованию угонения стенки вогнутого борта, при этом последний также калибруе1ся.
Формула it joopereHUH
(люсоГ) изготов. 1ення криволинейных в n. iaHe отводо же.юбообразного профи. 1я с бортами равной высоты, включающий вытяж
ку выпуклого в плане борта и формообразование вогнутого в плане борта с использованием отбортовки, отличающийся тем, что. с целью повышения качества деталей за счет снижения разнотолщинности, формообразование вогнутого борта осуществляют в два этапа, при этом на первом этапе производят отбортовку его центральной в плане часги с получением борта с высотой, превьниающей заданную, а на втором этапе формообразуют его периферийные в плане участки путем изгиба по сечению профиля до получения заданной кривизны в плане с одновременной калибровкой вогнутого борта, а вытяжку выпуклого борта совмещают с первым этапом.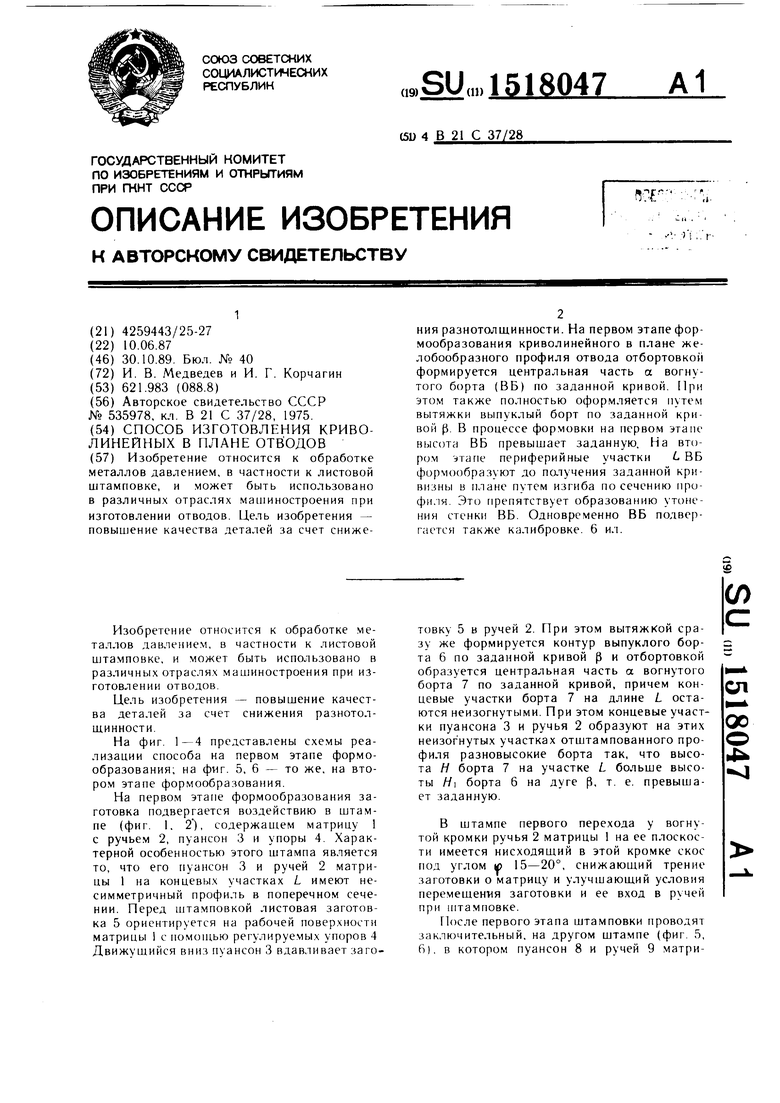
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282516C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТБОРТОВАННОГО ПЛОСКОВЫГНУТОГО ДНИЩА ДЛЯ АВТОЦИСТЕРНЫ | 1998 |
|
RU2148459C1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С КРИВОЛИНЕЙНЫМ ПРОФИЛЕМ И КАРКАСНЫЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ КОРПУСА КУЗОВА АВТОМОБИЛЯ | 2013 |
|
RU2610191C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ИЗДЕЛИЯ | 2017 |
|
RU2693402C1 |
Изобретение относится к обработке металлов давлением, в частности к листовой штамповке и может быть использовано в различных отраслях машиностроения при изготовлении отводов. Цель изобретения - повышение качества деталей за счет снижения разнотолщинности. На первом этапе формообразования криволинейного в плане желобообразного профиля отвода отбортовкой формируется центральная часть α вогнутого борта (ВБ) по заданной кривой. При этом также полностью оформляется путем вытяжки выпуклый борт по заданной кривой β. В процессе формовки на первом этапе высота ВБ превышает заданную. На втором этапе периферийные участки L ВБ формообразуют до получения заданной кривизны в плане путем изгиба по сечению профиля. Это препятствует образованию утонения стенки ВБ. Одновременно ВБ подвергается также калибровке. 6 ил.
В- В frfffepHymo
Фиг.З
Фаг.1.
Фиг. 6
| Штамп для изготовления отводов из листовых заготовок | 1975 |
|
SU535978A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
