ВОда, тем самым препятствуя утонению на вогнутой и утолщению на выпуклой сторонах отвода.
Ф о,р м у л а и 3 о б р е т -е н и я
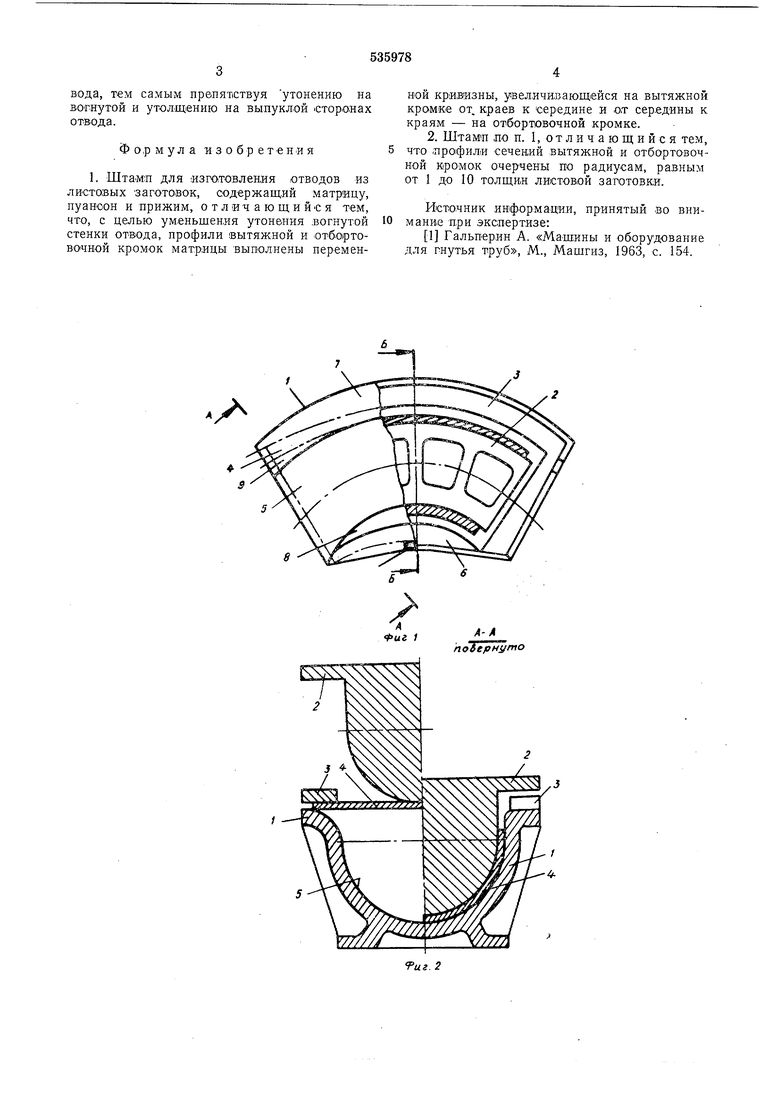
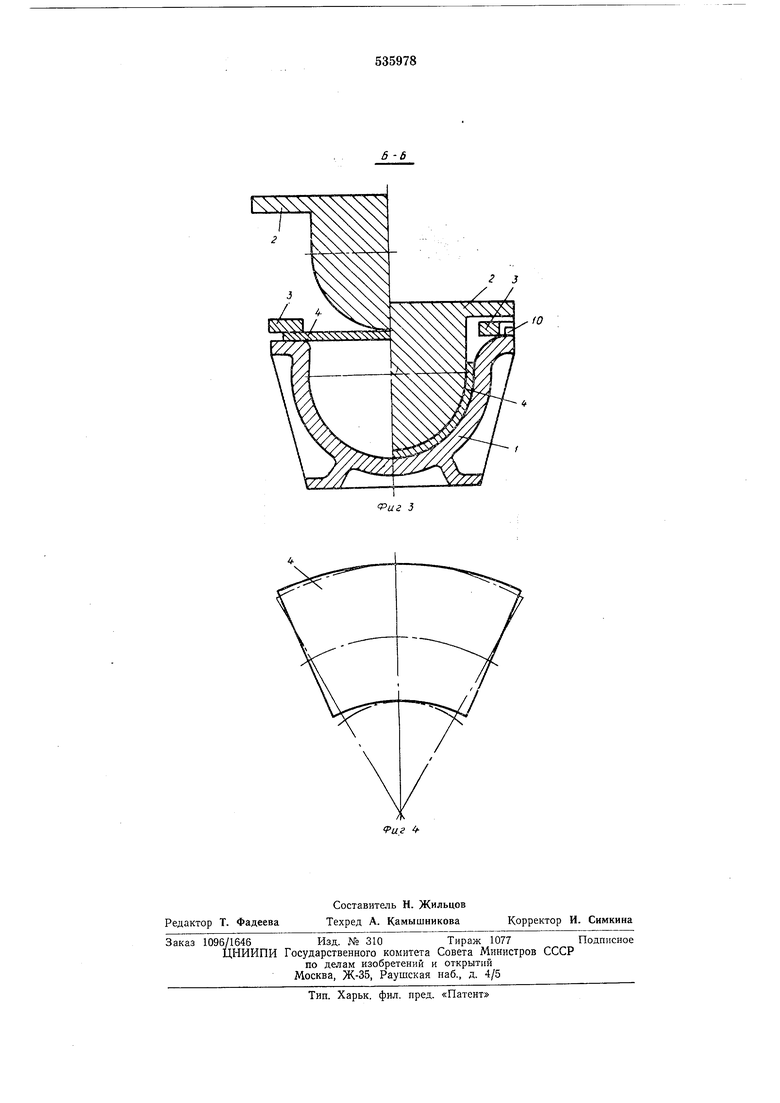
1. Штамп для изготовления отводов из листовых saroTOiBOK, содержащий матрицу, пуаноон и прижим, отличающийся тем, что, с целью уменьшенля утонения вогнутой стенки отвода, профили вытяжной и отбортовочной кромок матрицы выполнены переменной кривизны, увеличйваюЩ|ейся на вытяжной кромке от. краев к середине и о.т сер.едины к краям - на отбортовочной кромке.
2. Штами по п. 1, о т л и ч а ю щ и и с я тем, что .профили сечений вытяжной и отбортовочной кромок очерчены по радиусам, равным от I до 10 толщин листовой заготовки.
Источник информации, принятый во внимание п.ри экспертизе:
1 Гальперин А. «Машины и оборудование для гнутья труб, М., Мащгиз, 1963, с. 154.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления отводов из листовых заготовок | 1975 |
|
SU585893A1 |
| Штамп для изготовления изогнутыхОТВОдОВ из лиСТОВОгО МЕТАллА | 1979 |
|
SU829247A1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Способ изготовления из листа изделий типа полуобечайки с патрубком | 1982 |
|
SU1066695A1 |
| Способ изготовления криволинейных в плане отводов | 1987 |
|
SU1518047A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2418646C1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Способ глубокой вытяжки полых изделий | 1987 |
|
SU1433562A1 |
| Смеситель и устройство для изготовления его обечайки | 1991 |
|
SU1837952A3 |
2 3
