11 (обре ИЛ1Ис относится к оораооткс мс- ra.ii.iioii .чав.тснш М и может быть исно. И)- ioiiano 11)и автома Л1 (ации iijioneeca 1ибки ripcxfjM.ieii с Koinpo.ieM (fiopMbi лс тали.
ИсЛ, изобретении новышение кипкк ги (()о|)мы по.т чаемых лега.1ей.
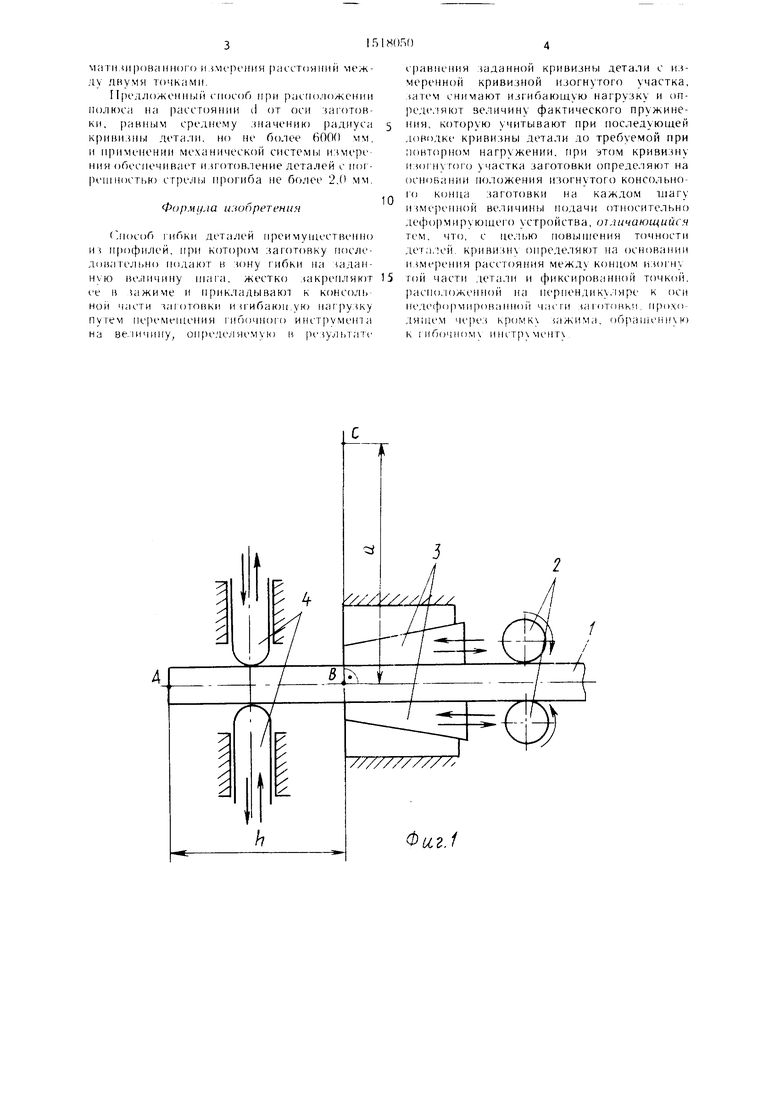
На фиг. I ичображе11о м тройетво .ыя гибки иерел иача.юм гибки на ne) Hiart иола.чи; на фиг. 2но.тож(иия
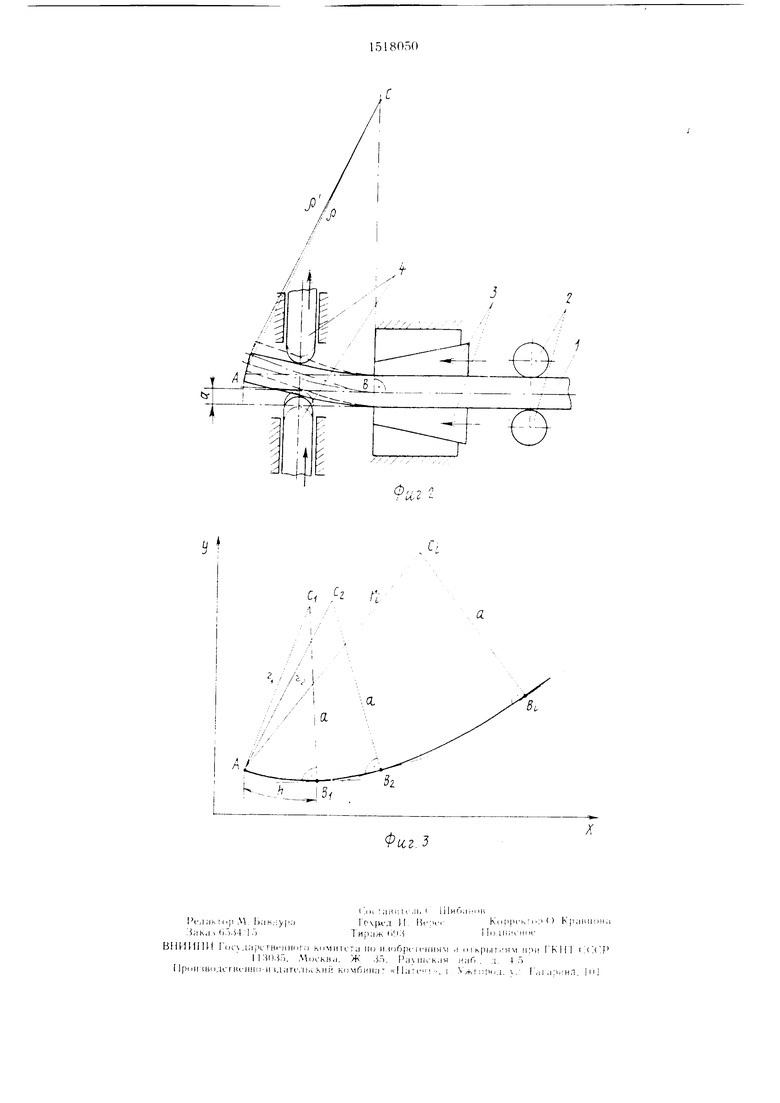
ииибаемо) конца а1 от()вки нри мгбке. где Н1гри.|| нктирноГ) .1иние11 (нжа.ано исходное но.тожение чаготовки. иггри.чоиой .1Н- нией HoKa.iaHo но.южение .(иготовки Hoc.ie нажа.тия на нее гибочного мента. а снло1иН(И1 .-щнией нокачано положение jai o i oiiKH HOI .те енятия гибочно1 о 1-и. и но.тного отпр жинивания .ииоговки; .ча (f)Hi .чема г)|;|)еле.теиия К()нтр(1.
мьгх иарамслров при иоелеловате.1ьиой иол,|- че заготовки.
( ноеоб ос mecTEi. 1яется c.ie.)HUiM об().
()Т()вка 1 нолается и гибочное ci роист во на л.111н тага нодачи ii иолаюшими ро.шками 2 и фиксируется к.т и НОРМАМИ ча- жимами . 5. Гибочн()М инструмент} 4 I nО(;чно:(1 (ма лаегся не|)е 1е цение, ле |)ормир HiHiee консо. П)Н К1 частТ) (.потонки на ча|)анее ;-.ассчи r.iHii Н) ве. шчинх |ia6oni го хо.та а lloc. ie того ичме 1яется рас- сюяннс / (1Г конца и 1гибае.1ои 4aei4i а (огоики -1 ло HO. iKica С Затем счимаегся 1 ибочная HarpxiKti и ча1 отонка К . 1елс гвие и)жинсния Ma iepna. ia )азгибаетсн иа неко- го()н не. 1нчин. 1(1ВТ(1рио и.(1е1;Я( тея ijc стоянии ) 01 ко1-|ца ичоги го11 части -laio- товки А ло но.чюса С. И.ше)нли1()е расстояние II сравнивасК Я с )асчетЛ1)1М значением г, нс1Т ченным но требуемомч контл- 1 нрофи.тьной лета.ти. н()евы1нении ра.- НОСТ1ЛО (г ()| лоц скаемого значения погрешности част ок агото ки догибается i. учетом н|1 жинения. опрелеляомого по ра.ности чначенп II и II. После оконч.ания гибки iiepBor-i; частка чаютовки она освобож- лается от .(ажимов и подается подающими ро.тиками иа величин) тага подачи. Пос.че ник.) гибки повторяется.
|)еа,1изации предложенного способа на .чро(})и.тегиб()чном станке могут быть ис- 110. II, кованы ме.чанические, оптические, л а черные и,1и оптикоме.ханические системы авто(Л
ел
00
о
ел
мати.||р()ваин()Г() измерения расстояний меж- лу янумя точками.
Прелл()жени1 1Й способ при расположении полюса на расстоянии d от оси :)аготовки, ранным среднему значению радиуса крини:5ны летали, но не более 6000 мм, и применении механической системы и:шере ния обеспечивает изготовление деталей с HOI- pi iiiHocTbK) стрелы прогиба не более 2,0 мм.
Формует и:ю6ретени
(люсоб гибки деталей преимущественно и( профилей, при котором заготовку после- Л()вател1)Но подают в зону гибки на заданную ве.пичину niara. жестко закрепляют ее в (ажиме и прикладывают к консоль ной части 1а1() и гибак)11.ук) .зку пугем перемещения гипочног) инструмента на ве.тичпну, оп)оделяемую в результатч
сравнения .заданной кривизны детали с измеренной кривизной изогнутого участка, .(атем снимают изшбающую нагрузку и определяют величину фактического пружине- ния, которую учитывают при последующей доводке кривизны детали до требуемой при повторном нагружении, при этом кривизну пзогнутог(.) участка заготовки определяют на основании положения изогнутого консольного конца заготовки на каждом тиагу измеренной величины подачи относительно деформирующего устройства, отличающийся тем, что, с не,11,ю повьппения точности лет:1,ей. кривизн определяют на основании и.меренин расстояния между концом изо|-н той части детали и фиксированной TOHKOII. |)аспо.()женной на перпендику.тяре к оси неде(|))|1мир()в:1нной часги заготовки, про.хп- дяшем через кромк (, обращенною к гибочному инструмент}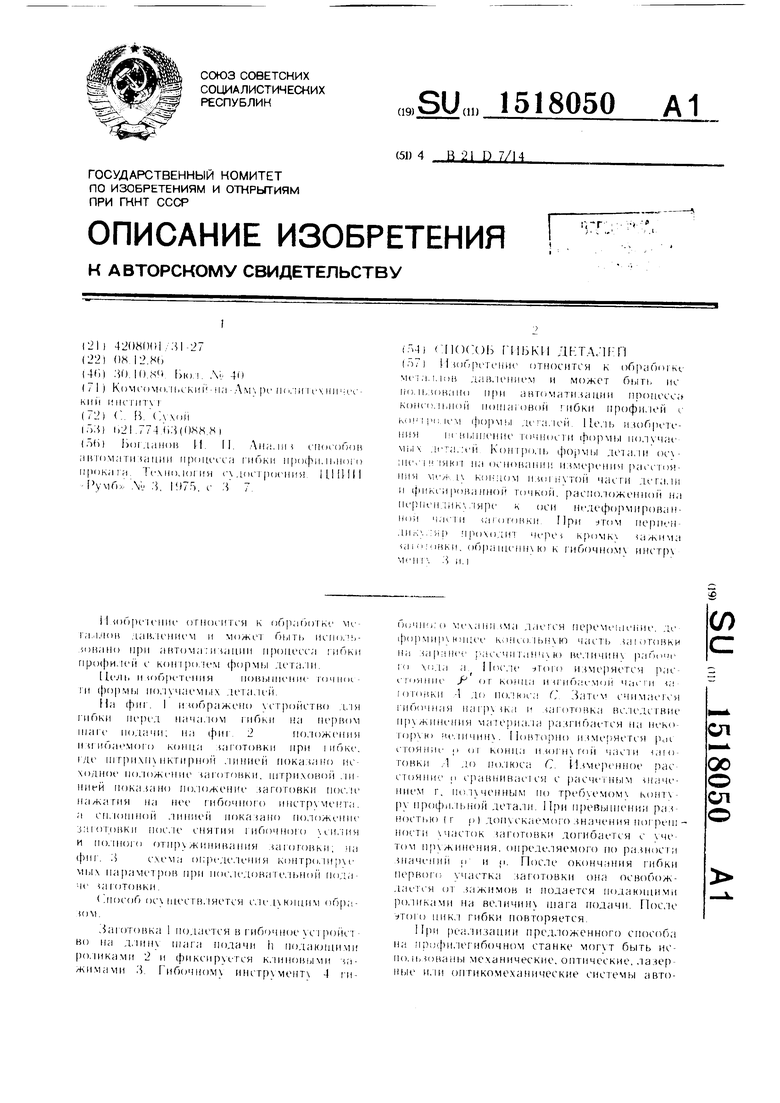
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА СИЛОВОГО ШПАНГОУТА ЛЕТАТЕЛЬНОГО АППАРАТА | 2000 |
|
RU2194591C2 |
| ЛИСТОГИБОЧНЫЙ СТАНОК И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С УВЕЛИЧИВАЮЩИМСЯ РАДИУСОМ КРИВИЗНЫ | 2014 |
|
RU2569864C2 |
| Способ гибки изделий переменной кривизны и устройство для его осуществления | 1985 |
|
SU1355318A1 |
| Штамп для изготовления изделий типа угольник с отверстием на одной полке | 1987 |
|
SU1518057A1 |
| Способ гибки длинномерных заготовок | 1981 |
|
SU1009562A1 |
| Штамп для гибки длинномерных заготовок | 1984 |
|
SU1230716A1 |
| Трубогибочный станок | 1984 |
|
SU1378982A1 |
| Способ автоматического управления процессом гибки листов | 1984 |
|
SU1232327A1 |
| Способ формообразования гибкой-прокаткой изделий из листового металла и устройство для его осуществления | 1988 |
|
SU1569053A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 2002 |
|
RU2229355C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации процесса консольной пошаговой гибки профилей с контролем формы деталей. Цель изобретения - повышение точности формы получаемых деталей. Контроль формы детали осуществляют на основании измерения расстояния между концом изогнутой части детали и фиксированной точкой, расположенной на перпендикуляре к оси недеформированной части заготовки. При этом перпендикуляр проходит через кромку зажима заготовки, обращенную к гибочному инструменту. 3 ил.
./
Г
Ч л
