11:(()бретение относитея к обработке К таллов давлением, можег быть исио.пь:) вано при гофрировании тонкостенных груб, и является дополнительным к авт ев ,М Г2)9657.
Цель и.и)бретения раси1ирение технолог ичееки.х во:1М()Жноетей ечет обеене- чения ги),1учення гофр е HoBijiiiieiiHon вы- eoToii.
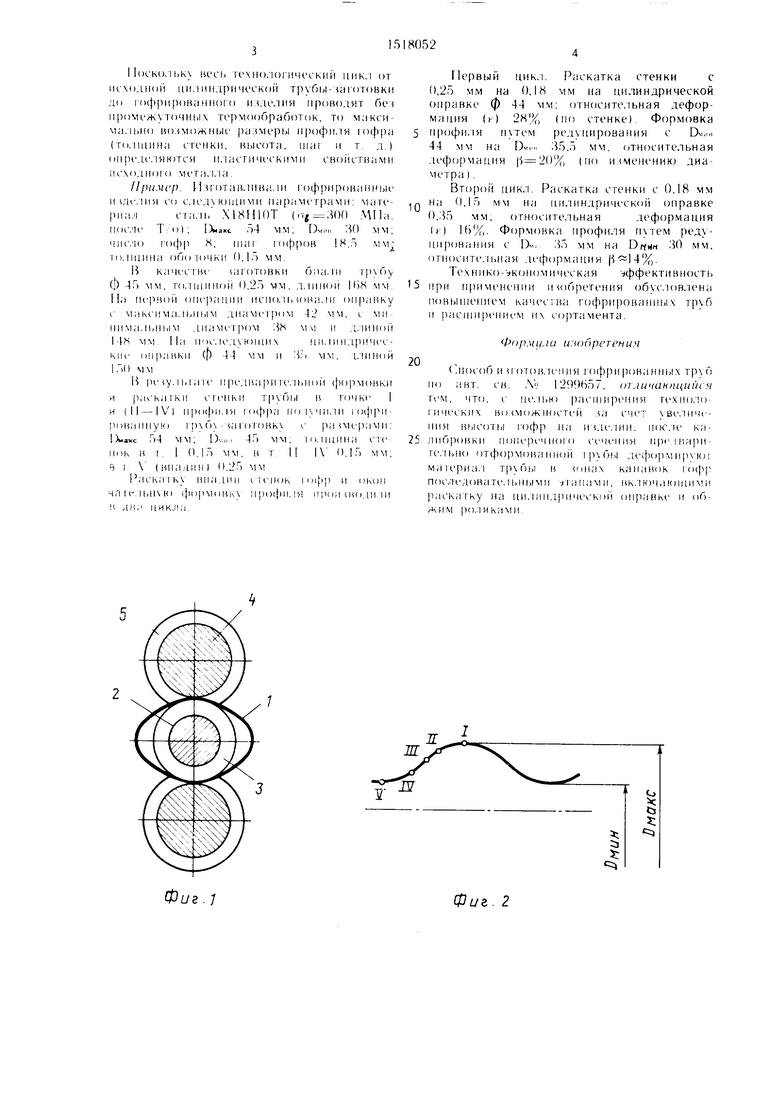
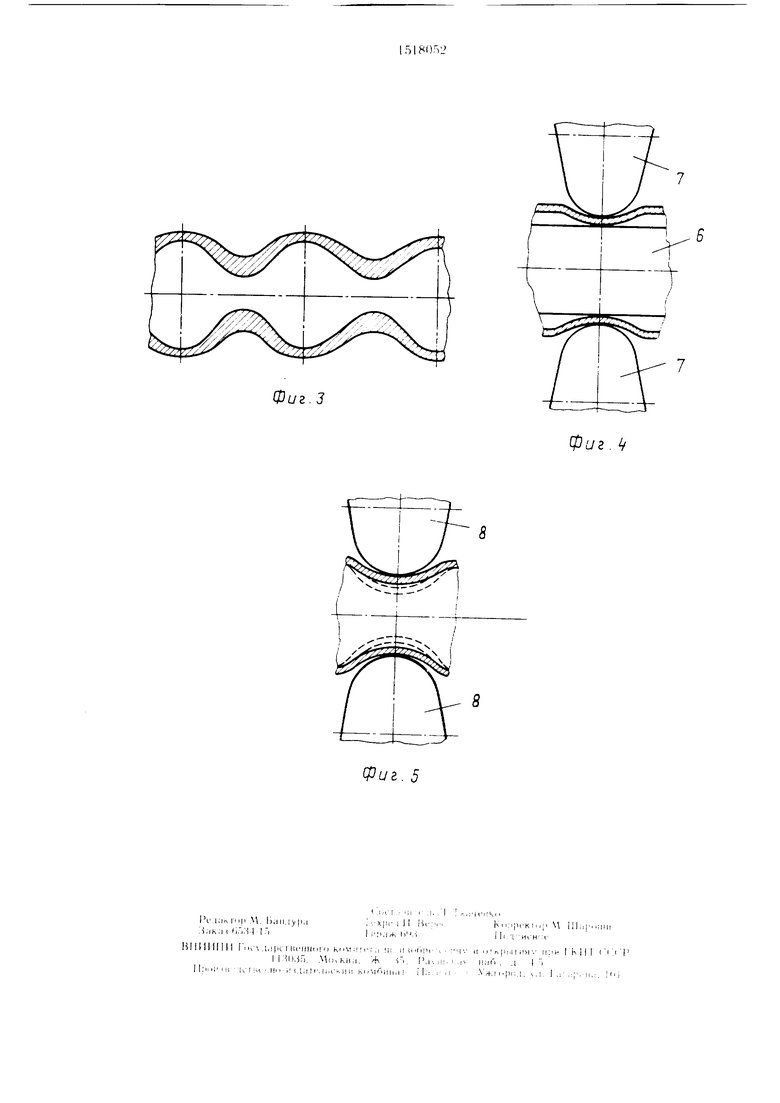
На фиг. 1 П()ка:(ана онерац 1Я предиа- рите. 1ьной формовки гофр; на фи. 2 И)на ири.южения уеи.1ия: на . 3нредварнтельно де(})()рмир()ванная lai oToBKa; на фиг. 4операции раскагк; впадин: на
(|)И. ,)OHepaiuui беч1)1равоч 1()() п-дх
ннрования.
IXanc внут|м нни11 мак(Ч1 ма.,1 И диаметр;
Г) - внутренни1( 1инимальнь Й диаметр.
Тонкостенная 1, свободно установ лепная на оп|)авке 2 е Ko.ibiietibiMH ребня ;и :-( i CV пбжимпчи :а )oii )) i-ia.iKoi 4 с ко. ми Kai aBK:iM i .ч си.ие к la.u..-. сч к .«)Нах I . чем обе.чи ЧИ1;ае: с пр( ;1: а| И- те,, i(ii() oBK, i | 1аскагка стенм; ipvo. loc,ie чего ce4i4i.e тр .бы 1 cv круг,()О. в Ж1 установке iMeii U(j: профи, на 1И. ;и(ч.рчч С:%уг i ti и ri apoii ва.он 7 .1Я pacKa KV стенк -o(()i мона Vl . -)тоГ paiuieii ч (а отав, ; мгта, 1.1 . мя бе-; ()1 равоч;чо) р1 Д 11ирован1 Я. Г1ое,че .H
СТеНК к об аСТИ впадин пил 1Др 1Ч1Ч К Н
1И1равк 1 (Ь.чекангг и нарой ва.К1,ц s (амдя 1 о 1новр( iie u iifipiutanai ее
ГГ1.1
IUT И1 аД Г-: | (и|) ННОЙ б(,
: aloroв l 1Ь1е; едн 1е .1не гехнч и .i пчгск операд) (раскатки е 1енки Bna.inH на .Hn;ipn ческой оправке i Г)ечонраво мюг ре- Д Ut|i 4ia ;.r сечения) )ово. 1.я 1ескол,к() pat; .11 ;|о, П 1о41и.1я
НО 1ере;Ч 11 (1 е1 Ч(. оф|1: ()а С ( и Н)1со а ixfipa ) .
СП
00
о
СП ГС
К)
I locKo.ibK} весь технологишч-юи цикл от lu xo.uioii ци.шилрической тру бы-:ta готовки до I (к|))и))в;1ниого изле. шя проводят без промежуточных термообработок, то M;IKCH- мальио во:(М()жные размеры профи.1Я locfjpa (To.iiiiiiHa стенки, высота, таг и т. л.) (Л1р1 ле, 1як)тси и, I а ст и чес к II ми CBoiicTSiaMii исхолного .i;ia.
Пример. И:и отав. Г()фрирован|1ые И(лс,1ия со с.)1Иими 1а|К1Метрами: маге- риалсталь XIHHIOT (,() .Ml la,
|1ос,чс т/о); 1)макс 54 мм; Очии ,40 .мм; чис. И) rocjip JS; И1аг ro(f)ioB 1Н.5 мм ||),миина оГипочки 0,15 мм.
В кач1 сгве iaioToBKH 6;ia.iM (J) 45 мм, To. i щи iioii 0,25 мм, л.шнои I НМ мм. Па iiepBoii операции исно.ыова.ш оп|)а)ку с максима, 1ьным лиаметром 42 мм, с ми- fniNia. 1ып,1М .1иам1 тром ЗМ мм и л.1ИН011 14М мм Па нпс,)1цихни, |инл 1ичсские оправки (f) 44 мм и :i, i мм, т,чиной 1 5() м м
И |нму.1ыате |1рс лваритс , 1ь и |)аска1 ки С14 нки труб|)1 и (II - IV I про(()и, 1я (()(ji|ia по роваииук -чаготовк
1)макс 54 мм; 1)м,1. 45 мм; in.inuiHa сте нок и I. 1 0.15 мм, в т I В I (виа.аин i (1,25 мм
аска 1ку 11алин склюк ii)i}ip и окоп
ЧЛГе1ЬН 10 формовку профи,1Я И1Н1П(ВОЛИ1И
в лиа цик...
в
1рормовки точке I
, 1И ГО())рИра ше)ами; I о, ицина сте 0,15 мм;
5
,-,
5
5
0
(по стенке). Формовка редуцирования с Очи,.
Первый ЦИК.1. Раскатка стенки с 0,25 мм на 0,18 мм на цилиндрической оцравке ф 44 мм; относительная деформация (г) 28% црофи.1Я путем
44 мм на DMIMI ,35,5 мм, (;тн()сительная леформация |-)20% (но и;1менению дна- м е т р а ).
Вто)ой ЦНК.Т. Раскатка стенки с 0,18 мм на 0,15 мм на ц 1линдрическо| 1 оправке 0,35 мм, относительнаядеформация
U) 1В%, Формовка профиля путем редуцирования с ,, ,35 мм на DfYt(« 30 мм, относите, дефо 1мацня (-(-М /,.
Технико- кономическая : ффектинность при применении изобретения обус.ювлена повыи1еиием качества гофрированных T|iyn и расишренис М их сортамента.
Формула и:()оретения
(люсоб п иотов.К Пия 1()|})()ирг)ванных труб по авт. св. . } 1299657, огличанпциися тем, что, с це,1ЬК) ра(Л11И1 )епия техно, ю- гических во (мож ностей л л счет уве. 1иче- пия высоты гофр на птдсмии. noc,ie калибровки пош рсч HOI о сечения прс: isapH- ri .TbiKj отформова HHoii ле()орми|1 т) i материа, в lonax каиавок пкрр пос,аеловате, 11,пыми :1тапами, вк, 1К)ч,1101Иими раскатку на ци, 11П1лрическо11 оправке и обжим ()о,:|иками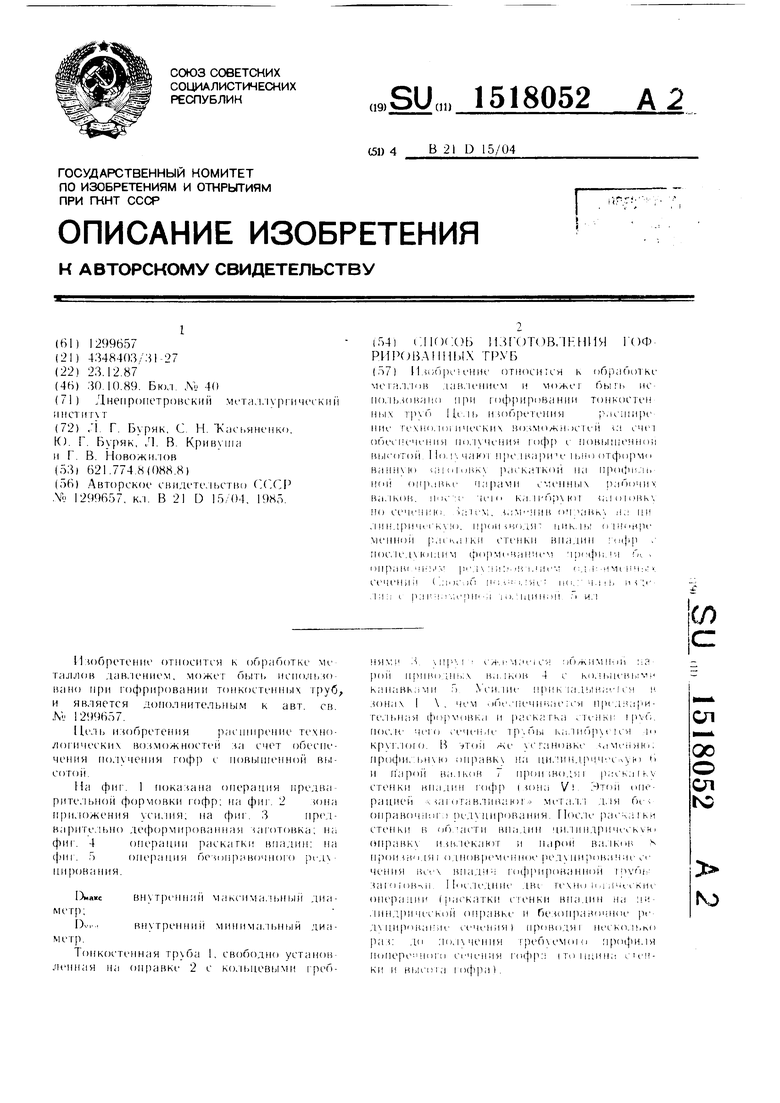
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2003 |
|
RU2240190C1 |
| Способ изготовления гнутых замкнутых профилей с гофрированной стенкой | 1990 |
|
SU1726092A1 |
| Напольная электрообогревательная панель | 1985 |
|
SU1329700A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 1999 |
|
RU2192325C2 |
| Способ комплексного контроля резьбы и автомат для его осуществления | 1988 |
|
SU1534353A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| Помехоустойчивый трансформатор | 1986 |
|
SU1415248A1 |
| Способ производства листовых профилей с волнистыми продольными гофрами и агрегат для его осуществления | 1991 |
|
SU1809790A3 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при гофрировании тонкостенных труб. Цель изобретения - расширение технологических возможностей за счет обеспечения получения гофров с повышенной высотой. Получают предварительно отформованную заготовку раскаткой на профильной оправке парами сменных рабочих валков, после чего калибруют заготовку по сечению. Затем, заменив оправку на цилиндрическую, производят циклы одновременной раскатки стенки впадин гофров с последующим формованием профиля безоправочным редуцированием одноименных сечений. Способ позволяет получать изделия с равномерной толщиной. 5 ил.
Фиг.1
I
iO.
,
Со
ч
Сз
;
С51
Фиг. 2
Фиг.З
фиг. h
| .Авторское cBii/u Tc.ibCTBo (,(СР | |||
| } 1299657, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| ТРУБ | |||
