Способ реализуют следующим образом.
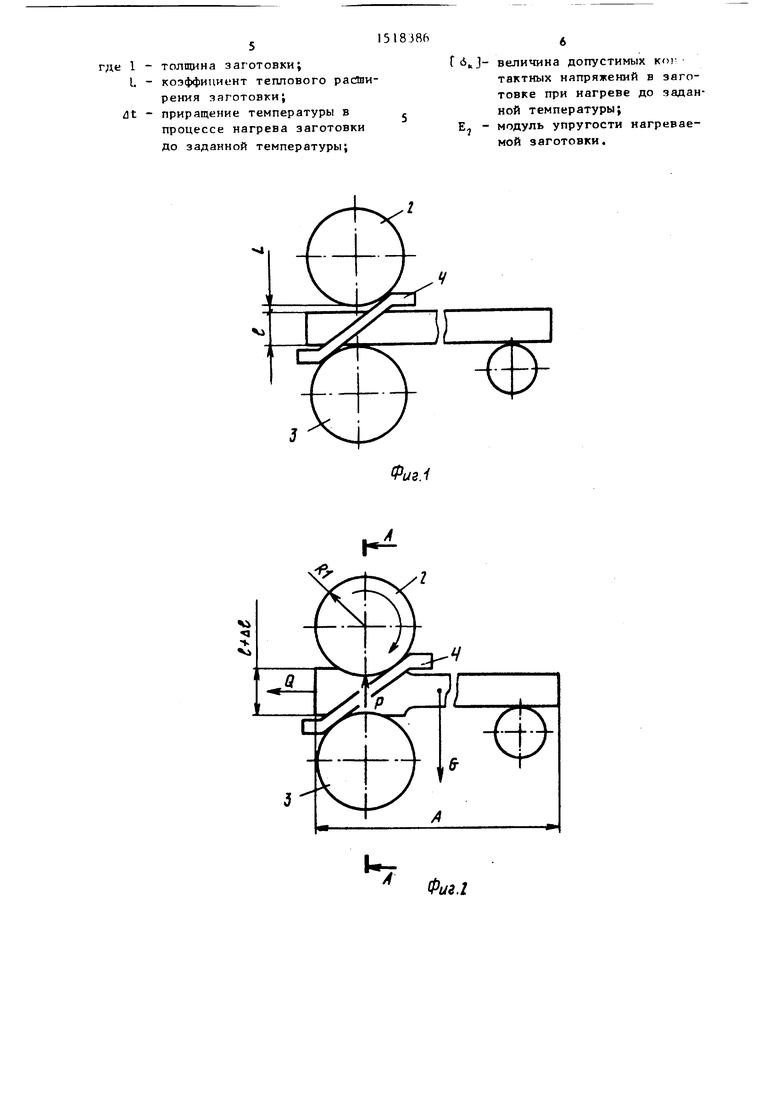
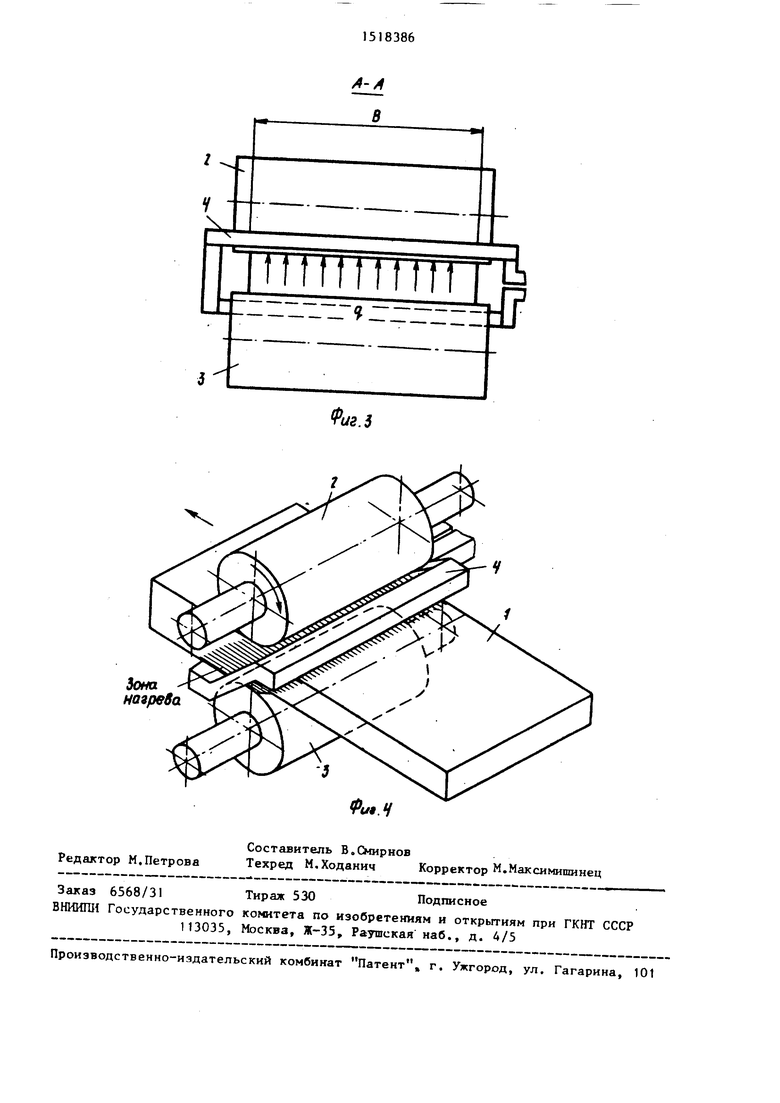
Конец заготовки 1 размещают в пространстве между валками 2 и 3, обеспечивая при этом контакт заготовки 1 с неприводным валком 3. Зазор Т. между заготовкой 1 и приводным валком 2 обеспечивают исходя из условия надежного фрикционного зацепления заготовки с этим валком после нагрева заготовки в зоне размещения валков и соответствуклцего температурного расширения. После установки заготовки обеспечивают нагрев участка заготовки в зоне размещения валков. Такой способ нагрева может быть осуществлен газопламенным способом либо индукционным; нагревом с помощью индуктора 4, ветви которого охватывают участок заготовки, подлежащей нагреву, и размещены с противоположных сторон валков (т.е. имеют диагональное размещение).
При осуществлении нагрева участка заготовки происходит температурное расширение и, следовательно, увеличение линейных размеров на этом участке, в результате чего зазор L уменьшается и верхняя поверхность заготовки входит во взаимодействие с приводным валком 2 (фиг.1).
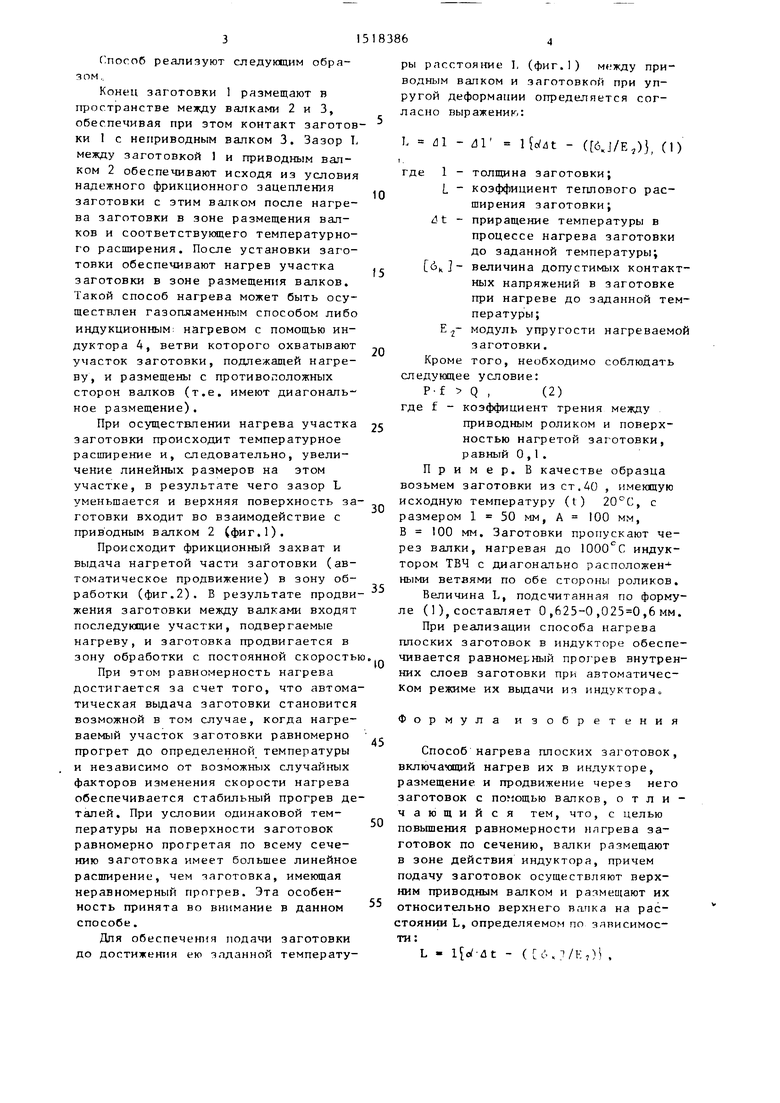
Происходит фрикционный захват и выдача нагретой части заготовки (автоматическое продвижение) в зону обработки (фиг.2). В результате продвижения заготовки между валками входят последуюоше участки, подвергаемые нагреву, и заготовка продвигается в зону обработки с постоянной скорость
При этом равномерность нагрева достигается за счет того, что автоматическая выдача заготовки становится возможной в том случае, когда нагреваемый участок заготовки равномерно прогрет до определенной температуры и независимо от возможных случайных факторов изменения скорости нагрева обеспечивается стабильный прогрев деталей. При условии одинаковой температуры на поверхности заготовок равномерно прогретая по всему сечению заготовка имеет большее линейное расширение, чем заготовка, имеющая неравномерный прогрев. Эта особенность принята во внимание в данном способе.
Для обеспечения подачи заготовки до достижет1я ею заданной температу0
5
0
5
0
5
5
0
5
ры расстояние I, (фиг.1) между приводным валком и заготовкой при упругой деформации определяется согласно выраженик.:
L 1 - 61 l{dut - (6J/E,), (1)
I ,
где 1 - толщина заготовки;
L - коэффициент теплового расширения заготовки; ii t - приращение температуры в
процессе нагрева заготовки до заданной температуры; величина допустимых контактных напряжений в заготовке при нагреве до заданной температуры;Е модуль упругости нагреваемой
заготовки.
Кроме того, необходимо соблюдать следующее условие:
P-f Q ,(2)
где f - коэффициент трения между
приводным роликом и поверхностью нагретой заготовки, равный 0,1.
Пример. В качестве образца возьмем заготовки из ст.ДО , имекщую исходную температуру (t) 20°С, с размером 1 50 мм, А 100 мм, В 100 мм. Заготовки пропускают через валки, нагревая до индуктором ТВЧ с диагонально расположен- ными ветвями по обе стороны роликов.
Величина L, подсчитанная по формуле (1),составляет О ,625-0 ,,6 мм.
При реализации способа нагрева плоских заготовок в индукторе обеспечивается равномерный прогрев внутренних слоев заготовки при автоматическом режиме их выдачи из индуктора„
Формула изобретения
Способ нагрева плоских заготовок, включатощий нагрев их в индукторе, размещение и продвижение через него заготовок с валков, отличающийся тем, что, с целью повьппения равномерности нлгрева заготовок по сечению, валки размещают в зоне действия индуктора, причем подачу заготовок осуществляют верхним приводным валком и размещают их относительно верхнего вапка на расстоянии L, определяемом по злписимос- ти:
L - l cf-ut - ( 6« l/E,)i ,
толщина заготовки;
коэффициент теплового расапирения заготовки; приращение температуры в
процессе нагрева заготовки до заданной температуры;
величина допустимых к )тактных напряжений в заготовке при нагреве до заданной температуры; модуль упругости нагреваемой заготовки.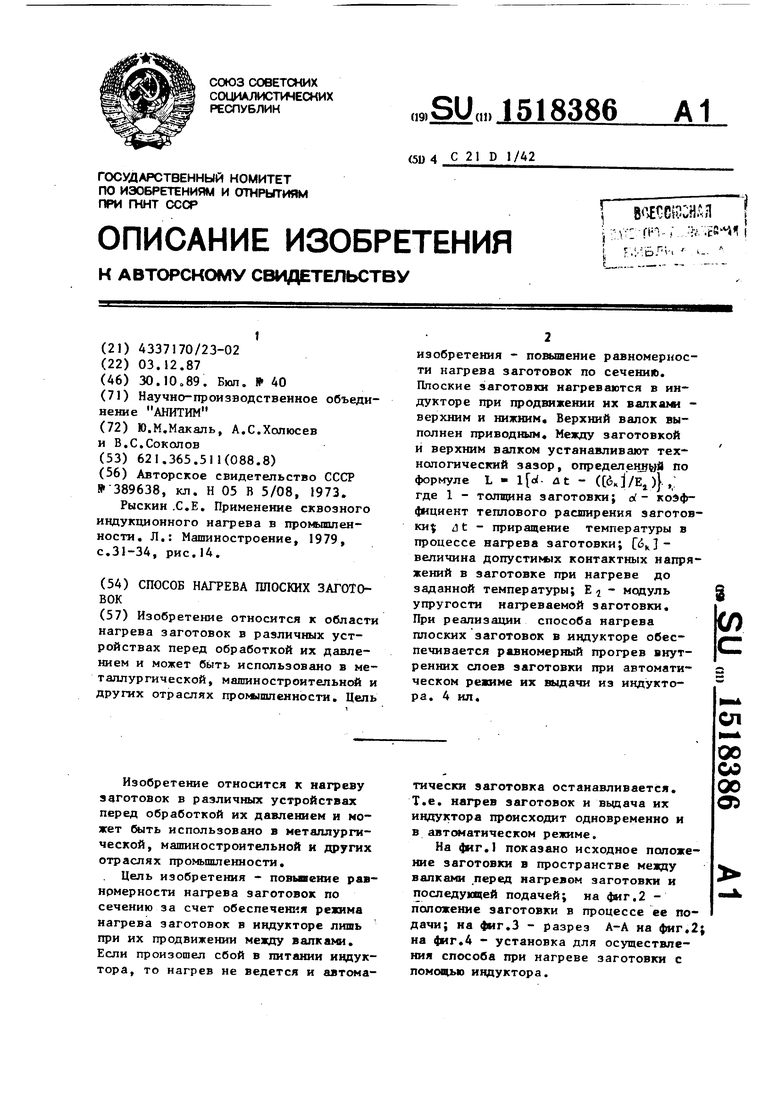
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагрева заготовок | 1990 |
|
SU1719143A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2039420C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Установка для методического нагрева заготовок | 1987 |
|
SU1532594A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2007 |
|
RU2356675C1 |
| Способ управления индукционной нагревательной методической установкой | 1981 |
|
SU1034200A1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ЗАГОТОВОК | 1990 |
|
RU2024625C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| Стан-полуавтомат для горячей накатки зубчатых колес | 1978 |
|
SU786126A1 |
Изобретение относится к области нагрева заготовок в различных устройствах перед обработкой их давлением и может быть использовано в металлургической, машиностроительной и других отраслях промышленности. Цель изобретения - повышение равномерности нагрева заготовок по сечению. Плоские заготовки нагреваются в индукторе при продвижении их валками-верхним и нижним. Верхний валок выполнен приводным. Между заготовкой и верхним валком устанавливают технологический зазор, определенный по формуле L-L{Α.ΔТ-([ΣK]/E2)}, где L - толщина заготовки
α - коэффициент теплового расширения заготовки
ΔТ - приращение температуры в процессе нагрева заготовки, [σк] - величина допустимых контактных напряжений в заготовке при нагреве до заданной температуры
E2 - модуль упругости нагреваемой заготовки. При реализации способа нагрева плоских заготовок в индукторе обеспечивается равномерный прогрев внутренних слоев заготовки при автоматическом режиме их выдачи из индуктора. 4 ил.
flMflMfn
Лона наярева
±
5
Фиг.д
Фи9.Ч
