Изобретение относится к металлургии, а именно к способам термообработ ки, и может быть использовано при закалке крупных роторных заготовок турбин и турбогенераторов атомных и тепловых электростанций.
Цель изобретения - повышение качества изделий.
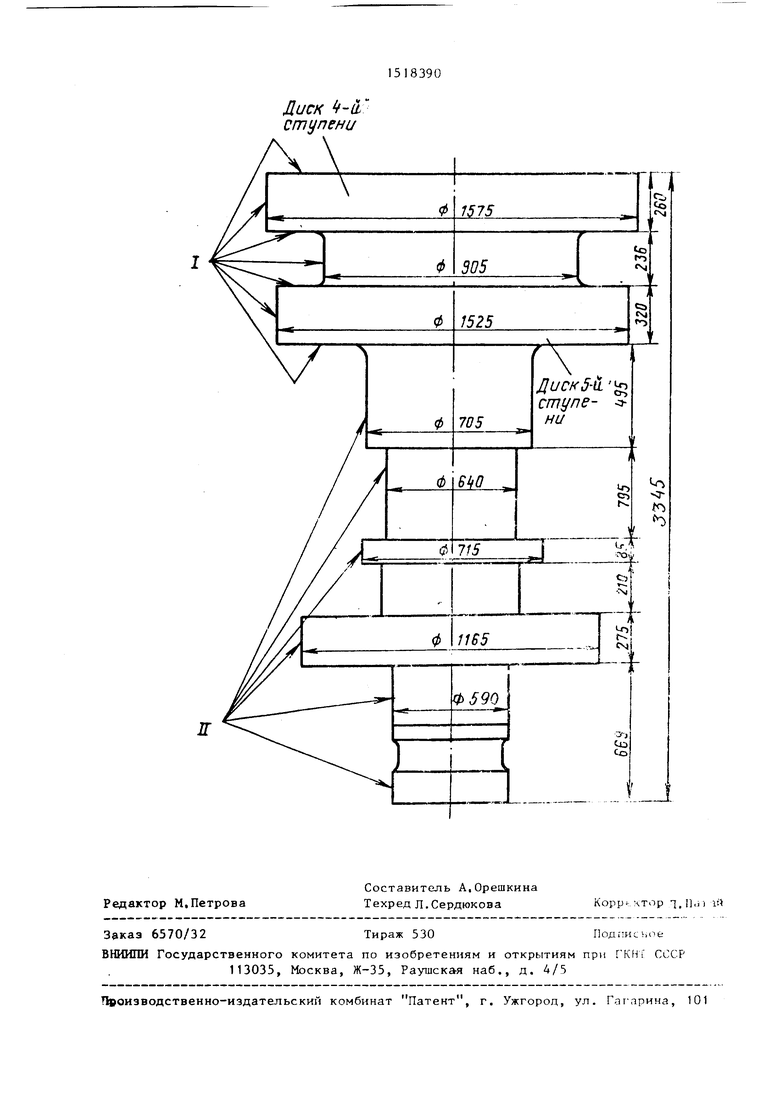
На чертеже изображен укрупненный хвостовик.
Укрупненный хвостовик из стали 25Х2НМФА нагревают до и выдерживают при этой температуре 5 ч. После этого производят регулируемую закалку в охладительной установке Краматорского завода Энергомашспецсталь. Необходимый расход распыленной воды для охлаждения различных участков укрупненного хвостовика обеспечивают количеством задействованных распылительных форсунок и их рядов, расстоянием между охлаждаемой поверхностью и форсунками, а также давлением воды на их входе,
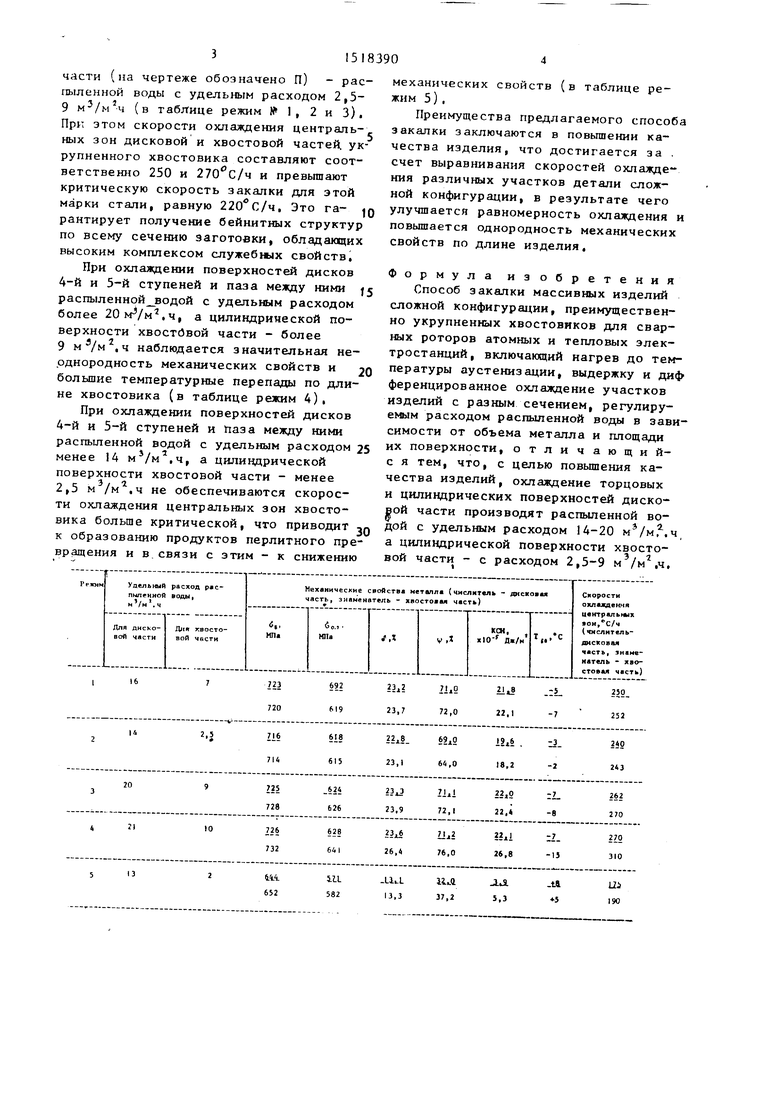
В таблице приведены механические свойства металла ротора в зДвисимос- ти от удельного расхода воды, подавае- ;мой на дисковую и хвостовую части укрупненного хвостовика.
Наибольшая равномерность охлаждения достигается при подаче на торцовые и цилиндрические поверхности дисков 4-й 5-й ступени (на чертеже обозначено I) и паза между ними распыленной воды с удельным расходом 14-20 м /м. ч, а на цилиндрическую поверхность хвостовой
сл
00
оо со
части (на чертеже обозначено П) - распыленной воды с удельным расходом 2,5- 9 м- /м ч (в таблице режим № 1, 2 и З). При этом скорости охлаждения централь-. ных зон дисковой и хвостовой частей, укрупненного хвостовика составляют соответственно 250 и 270 с/ч и превьшают критическую скорость закалки для этой марки стали, равную 220°С/ч, Это га- Q рантирует получение бейнитных структур по всему сечению заготовки, обладающих высоким комплексом служебных свойств.
При охлаждении поверхностей дисков 4-й и 5-й ступеней и паза между ними f5 распыленной водой с удельным расходом более ,ч, а цилиндрической поверхности хвостбвой части - более 9 .ч наблюдается значительная неоднородность механических свойств и 20 большие температурные перепады по длине хвостовика (в таблице режим 4),
При охлаждении поверхностей дисков 4-й и 5-й ступеней и паза между ними распыленной водой с удельным расходом 25 менее 14 м /м ,ч, а цилиндрической поверхности хвостовой части - менее 2,5 .ч не обеспечиваются скорости охлаждения центральных зон хвостовика больше критической, что приводит Q к образованию продуктов перлитного превращения и в.связи с этим - к снижению
механических свойств (в таблице режим 5) ,
Преимущества предлагаемого способа закалки заключаются в повьшении качества изделия, что достигается за . счет выравнивания скоростей охлаждения различных участков детали сложной конфигурации, в результате чего улучшается равномерность охлаждения и повышается однородность механических свойств по длине изделия.
Формула изобретения Способ закалки массивных изделий сложной конфигурации, преимущественно укрупненных хвостовиков для сварных роторов атомных и тепловых электростанций, включающий нагрев до температуры аустенизации, выдержку и диф ференцированное охлаждение участков изделий с разным сечением, регулируемым расходом распыленной воды в зависимости от объема металла и площади их поверхности, отличающий- с я тем, что, с целью повьш1ения качества изделий, охлаждение торцовых и цилиндрических поверхностей диско- 1ВОЙ части производят распыленной водой с удельным расходом 14-20 м /м,.ч а цилиндрической поверхности хвостовой части - с расходом 2,5-9 м /м.ч.
Диск - ступени
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки массивных изделий | 1988 |
|
SU1550000A1 |
| СПОСОБ ЗАКАЛКИ МАССИВНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1996 |
|
RU2105823C1 |
| ТУРБОГЕНЕРАТОР ДЛЯ ВЫРАБОТКИ ЭЛЕКТРОЭНЕРГИИ | 2007 |
|
RU2380547C2 |
| Способ определения температуры центральной зоны массивных изделий в процессе закалки | 1986 |
|
SU1458398A1 |
| Способ термической обработки изделий с переменным сечением | 1989 |
|
SU1655998A1 |
| СПОСОБ УПРОЧНЕНИЯ КОРПУСА АВТОСЦЕПКИ И КОРПУС АВТОСЦЕПКИ, УПРОЧНЕННЫЙ ЭТИМ СПОСОБОМ | 2020 |
|
RU2755188C1 |
| СПОСОБ РЕМОНТА ВАЛА РОТОРА ТУРБИНЫ ПО МЕСТУ ЕЕ ЭКСПЛУАТАЦИИ | 2008 |
|
RU2392721C2 |
| УСТАНОВКА ДЛЯ ПРЕДОТВРАЩЕНИЯ ГОРЕНИЯ И ДЕТОНАЦИИ ВОДОРОДА | 2014 |
|
RU2565230C1 |
| Способ закалки изделий сложной конфигурации | 1990 |
|
SU1733484A1 |
| ПЛАВУЧАЯ АТОМНАЯ ЭЛЕКТРОСТАНЦИЯ | 2000 |
|
RU2188466C2 |
Изобретение относится к металлургии, а именно к способам термообработки, и может быть использовано при закалке крупных роторных заготовок турбин и турбогенераторов атомных и тепловых электростанций. Целью изобретения является повышение качества изделий. Укрупненный хвостовик из стали 25Х2НМФА сварных роторов турбин атомных электростанций нагревают до температуры аустенизации и выдерживают 5 ч, дифференцированно охлаждают участки изделий распыленной водой с различным удельным расходом. Торцовые и цилиндрические поверхности дисковой части охлаждают распыленной водой с удельным расходом 14-20 м3/м2.ч и цилиндрическую поверхность хвостовой части - с расходом 2,5-9 м3/м2.ч. 1 табл.
Ф
1575
Ф
305
to го N
Ф
1525
Дис/ 5-11- ступе- ни
- «
| СПОСОБ ОДНОВРЕМЕННОГО ДИФФЕРЕНЦИРОВАННОГ ОХЛАЖДЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ | 0 |
|
SU337416A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО для ЗАКАЛКИ КОЛЕС | 0 |
|
SU165480A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
