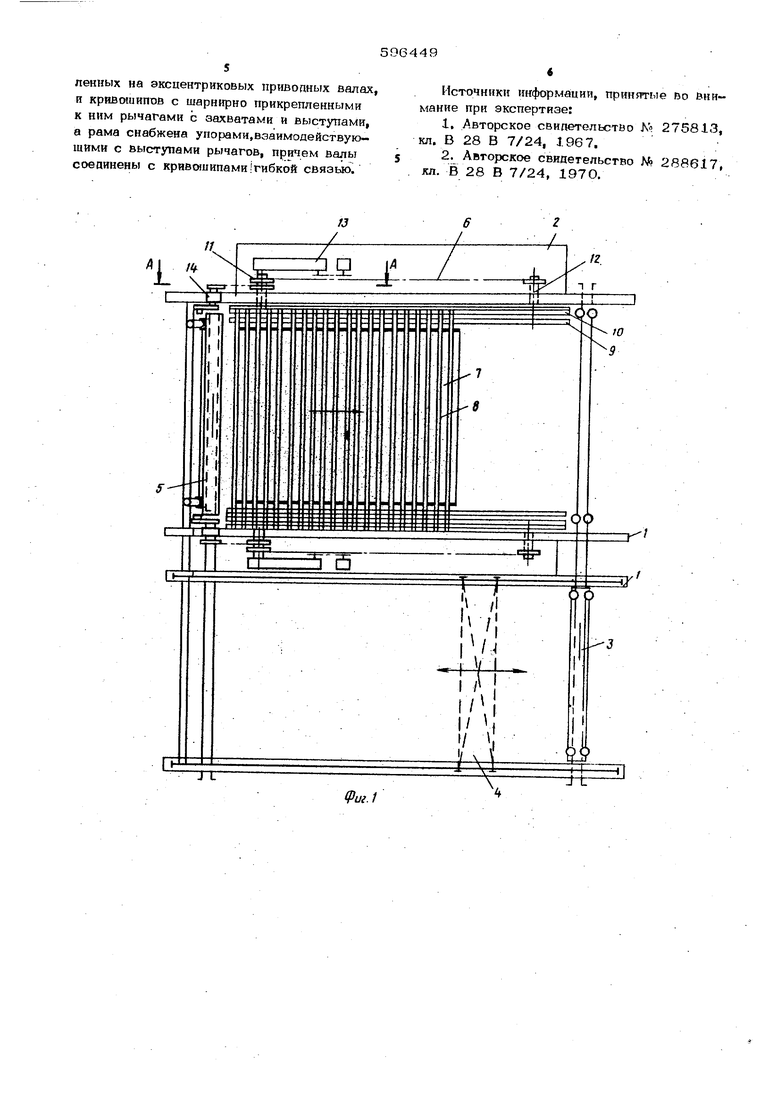
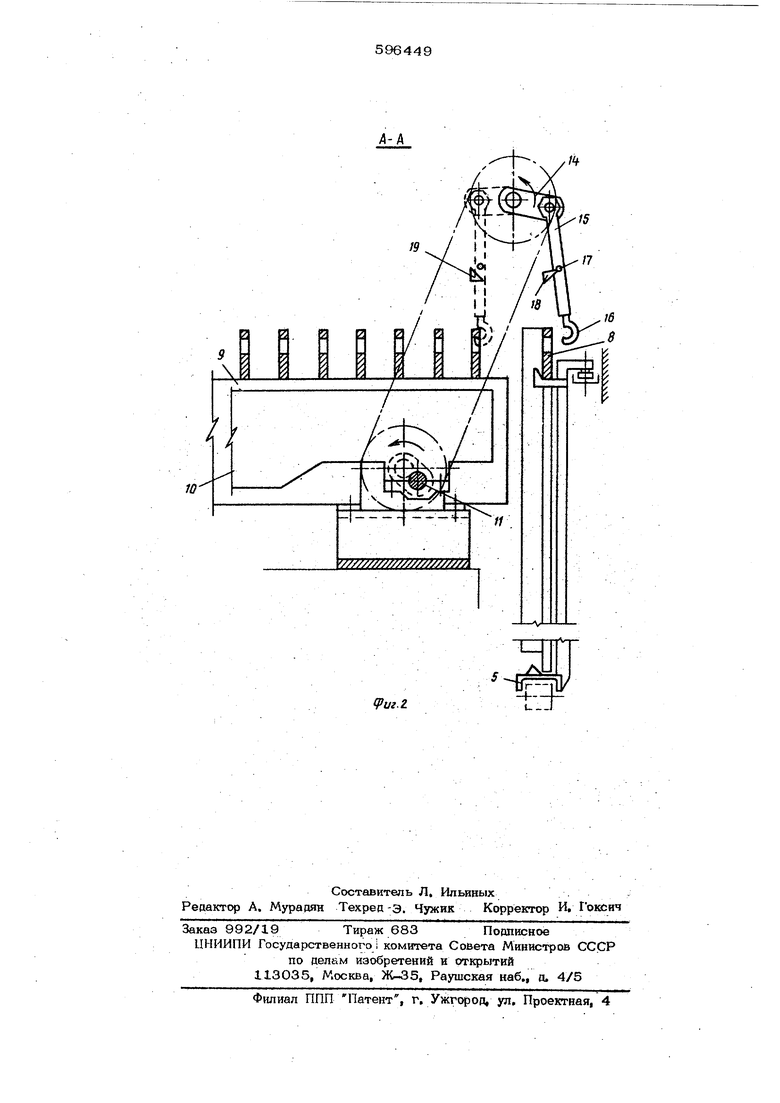
Иа фиг. 1 изображена конвейерная кассета, виа сверху; на фиг. 2 - разрез А-А фиг. 1. Предлагаемая конвейерная установка содержит опорные рамы 1 и 2, на которые установлены пёреааточ 1ые тележки 3-5 и механизм 6 перемещения кассеты 7. Кассета 7 состоит из формовочных контейнеров 8, опирающихся консолями на механизм ее перемещения. Механизм перемещения кассеты содержи расположенные параллельно по бокам кассеты опорные балки 9 и несущие рейки 10, установленные на эксцентриковые приводны валы tl и 12. Последние имеют привод 13 вращения и соединены между собой криво шипами 14, например, гибкой связью. К кривошипам 14 шарнирно прикреплены одним концом рычаги 15, которые на свободных концах снабжены, захватами 16 и имеют выступы 17. Эти выступы предназначены для взаимодействия с упорами 18 и 19, которые неподвижно прикреплены, на пример,, к раме 1 и обеспечивают зацепление захвата 16 с консолями формовочных контейнеров 8 и подачу их в кассету. Конвейерная установка работает следую щим образом. В исходном положении кассета 7 находится на опорных балках 9, несущие рейки 1О при этом распопожень ниже верхней грани опорных балок 9. После окончания укладки бетона в формуемый отсек кассету 7 перемещают на заданный шаг Для этого включают привод 13, от кото рого начинают вращение эксцентриковые пр водные валы 11 и 12, При этом каждая расположенная на них несущая рейка Ю начинает совершать кругообразное плоскоп раллельное движение.. При движении несущи реек 10 в верхней части полуокружности они выходят выше .грани опорных балок 9 ч поднимают, а затем опускают кассету на опорные балки на заданный шаг эксцентриситета валов. Таким образом, процесс перемеш.ения кассеты происходит циклично при каждом обороте эксцентриковых приводных валов. Одновременно с перемещением кассеты при включении пр1шода 13 каждый 14, начинает вращение с исходного положе ния, а рычаги 15 соскальзывают с отклоняощих упоров 18, входят в зацепление захватами 16 с консолями формо1зочных контейнеров 8 if совершают кругообразное движение на кривошипах. 14, снимают с те л-ежки 5 и подают формовочный контейнер 8 на формовочныйпост в кассету. В момент опускания-рычаги 15 наталкиваются ва упоры 19 и устанавливают формовочный контейнер в определенное фиксированное положение в козсету, где осуществляют сплач.ивание контейнеров между собой одним из известных способов, например посредством замков. После передачи формовочного контейнера в кассетуукривошипы 14 продолжают вращение по нижней части окружности и возвращают рычаги 15 в исходное положение до упора 18 для захвата следующего формовочного контейнера. В этом положении цикл перемещения кассеты прекращают и приступают к укладке бетона в формуемый отсёк. Одновременно с укладкой бетона осуществляют следующие операции. Освобожден:ную от формовочного ксжтейвера передаточную тележку 5 подают в зову действия передаточной тележки 4, которая устанавливает на нее следующий оснащенны : арматурой формовочный контейнер, снятый с тележки 3. Тележку 5 t контейнером возвращают в исходное положение в зону формования кассеты. Освобожденную тележку 3 подают в зону распалубки изделия, извлекают из кассеты формовочный контейнер, устанавливают его на тележку 3, чистят и возвращают на пост армирования для оснащения арматурой. Затем цюш повторяется. Конвейерная установка обеспечивает автоматическую подачу формовочных контейнеров в кассету одновременно с перемещением карсеты единым приводом, что сокращает общий технологический цикл изготовления изделий н повышает производительность установки, а также снижает металлоемкость установки за счет упрощения ее конструкции. Формула изобретени Конвейерная установка для изготовления железобетонных изделий, содержащая опорные рамы, передаточные тележки, кассету с формовочными контейнерами, механизм перемещения кассеты, отличаюшаяс я тем, что, с целыю повышения производительности установки и обеспечения автоматйческой и одновременной с перемещением кассеты подачи очередного формовочного контейнера на формовку, механизм перемещения выполнен в виде расположенных по бокам кассеты опорных балок и размещенных между ними несущих реек, установленных на эксцентриковых приводных валах, и кривошипов с шарнирно прикрепленными к ним рычагами с захватами и выступами, а рама снабжена упорами.вааимодействующими с выступами рычагов, причем валы соединены с кривошипами |гибкой связью.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство А 275813, кл. В 28 В 7/24, 1967.
2.Авторское свидетельство № 288617 кл. В 28 В 7/24, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Горизонтально-замкнутая конвейерная линия для вертикального формования бетонных изделий | 1984 |
|
SU1207775A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| ЗАХВАТНОЕ УСТРОЙСТВО ДЛЯ КОНТЕЙНЕРОВ | 2003 |
|
RU2288885C2 |
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| Автомат-укладчик плит | 1983 |
|
SU1138330A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Установка для укладки бетонной смеси в формы | 1990 |
|
SU1787791A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1985 |
|
SU1433811A1 |
/J
-ГС
Z
L
-:f-tr
5 1
срш.г.
