11з()б)етепие относится к iiepe)a6oTKe 11(),1имерных материалов, в частн( к изготовлению армировапны.х н.юскосворачивае- мых и жестких в поперечном сечении Н1лан- гов и рукавов.
Пе.1ью изоб)етения является новышение качества изготавливаемых изделий за счет пред()твран1ения закли 1ивания армирующего каркаса при его протягивании .между фик- сирующи.ми роликами.
На фиг. 1 нредставлена линия д.ти изготовления плоскосворачиваемых полимерных шлангов с армируюпшм каркасом, обпщй,
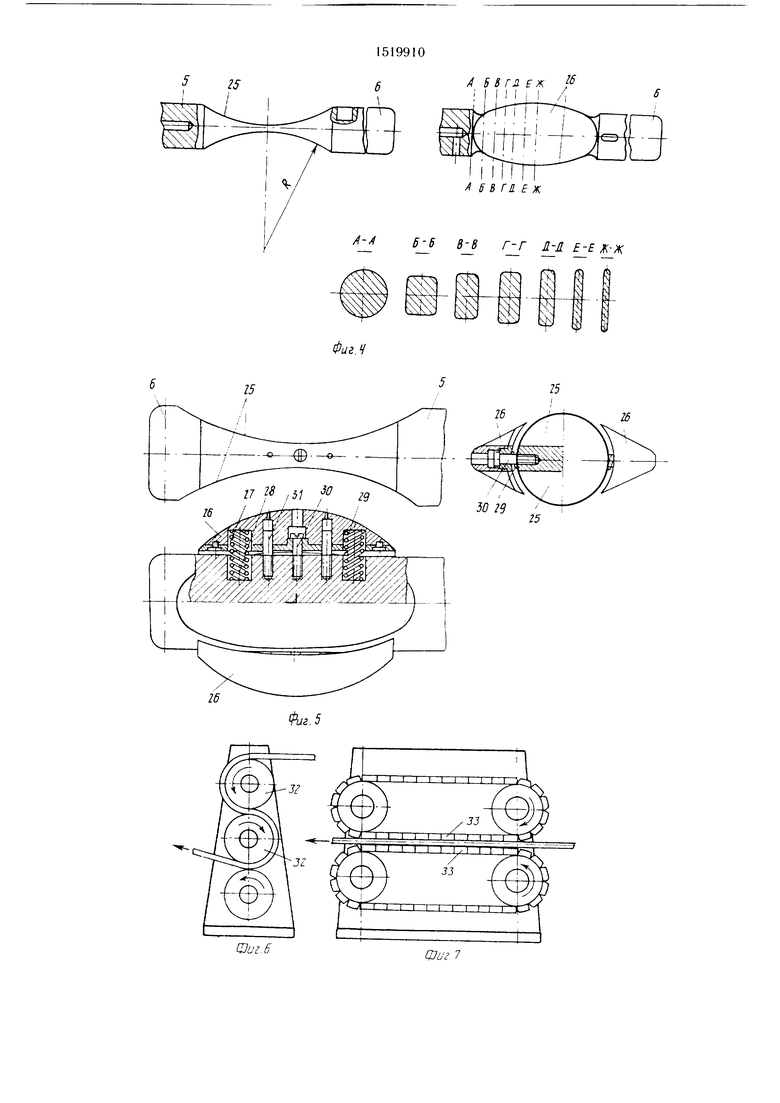
вид; па фиг. 2 - угловая формук)п1ая головка; ни фиг. 3 фрагмепт хвостовика пла- вак)Н1его дорна на участке ei o выточек с фик- сируюн1ими роликами; на фиг. 4 хвостовик плаваюшек) дорпа в двух проекциях с поперечными сечениями; на фиг. 5 ва- риаш выпо.1нения конструкции хвостовика плавающего дорна с подпружиненными реб- ра.ми; на фиг. 6 и 7 конструкция тянущих устройств (валковое и траковое); на фнг. 8 и 9 конструкция рабочих органов тянун1Их устройств, п()пе)ечные сечения; на . 10 шланг после прохождения его через рабочие
органы тянущих устройств (без «заломов герметизирующего слоя), поперечное сечение.
Линия для изготовления плоскосворачиваемых полимерных икпангов с армируюп1им каркасом (фиг. 1) содержит отдатчик I для подачи армирующего каркаса, акструдер 2, загрузочный бункер 3, угловую формующую головку 4, которая снабжена плавающим дорном 5 с хвостовиком 6, фиксирующие ролики 7, охлаждающую ванну 8, тянущее устройство 9 и намотчик 10.
У ловая формующая головка 4 (фиг. 2) состсжт из корпуса 1 I, внутри передней части которого расположены конуснья втулка 12, коллектор 13 и .мундштук 14 с формующим ксхлыюм 15. Внутренние поверхности втулки 12 и коллектора 13 образуют в сборе ко.ль- цевой канал 16. переходящий в кольцевую конусную щель 17. Bнyтpeн},я поверхность мунд1птука 14 имеет полость 18.
На заднем конце корпуса 11 расположен механизм вертикального перемещения фик- сируюпи1х роликов 7, вьиюлненный в виде двух кр()нп1тейнов 19, установленных с возможностью вертикального возвратно-посту- пательногч) перемеп1ения посредством вра- 1пепия ходового вала 20.
В уг. ювую формующую головку 4 встав лен плавающий дорн 5. Передняя часть его имеет втулку 21 с продольными сквозными | азами 22. Внутренняя новерхность втул ки 21 образует с наружной поверхностью гмавающею дорна 5 полость 23. которая переходит в кольцевую пимь 24. На хвостовике 6 (фиг. .3 и 4) выполпен) диаметрально (таспо/юженпые дугообразные выточки 25, фиксирующие ролики 7 установлены с BO.I- можностьк) взаи.модействия с хвостовиком b 11.таваЮ1цего дорна 5 но меету расположения дугообразных выточек 25 и контактирования с армируюн1им каркасом нри его п)отяги- вании. .Хвостовик 6 нлаваюнато дорна 5 на участке дуго(.)бразных выточек 25 снабжен боковыми симметричными ребрами- раснщрителями 26. причем 1ериметр поперечных сеченпй хвостовика 6 на участке от Л-А до Ж-Ж постоянен и равен нериметру поне- ечного сечепия п.твающег о дорна 5, а радиус R дугообразных выточек 25 больЕне радиуса г фиксирующих роликов 7.
На фиг. 5 приведена конструкция хвостовика 6 с ноднружиненными боковыми сим- метричны.ми ребра.ми 26. При таком конструктивном выполнении хвостовика 6 боковые снмметричные ребра 26 со стороны своего основания имеют цилиндрические углуб.:1е- ния 27. Такие же углубления 28 и.меет и хвостовик 6. В углубления 27 и 28 входят пружины 29. Для фиксации боковых симметричных )ебер 26 и предотвращения их нерекоса поотнон1енпю к продольной оеи хвостовика 6 установлены сч)ответственно ограничительный винт 30 и направляющие шпильки 31.
0
0
5
5
0
5
0
5
0
5
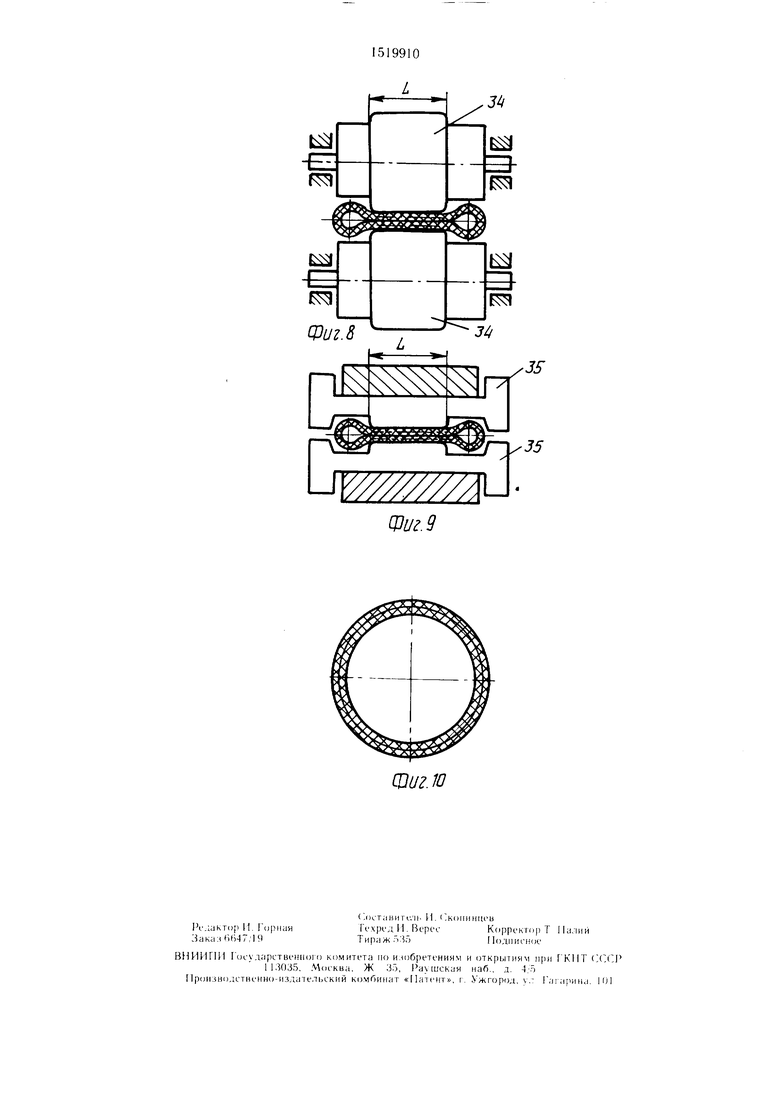
Рабочие органы тянущего устройства 9 выполнены в виде валков 32 или гусеничных траков 33 (фиг. 6 и 7) с поверхностями 34 и 35 монтажа.
Ширина L поверхностей 34 и 35 контакта рабочих органов тянущего устройства 9 мень- Hie половины периметра поперечного сечения плавающего дорна 5 (фиг. 4, сечение А-А).
Линия работает следующим образом.
Армирующий круглотканый или вязано- тканый каркас из синтетических нитей (капрон, ,;1авсан), ткаЩ) которого имеет проницаемую структуру, виде бухты или кипы нодают на отдагчик 1 линии. Затем каркас сматывают с бухты и.-|и кипы и надевают его на нлаваклций дорн 5 так, чтобы свободный конец выходил за не|)едний торец плавающего дорна 5. lloc:ie siioro раздвигают фиксирующие ролики 7, и плавающий дорн 5 вместе с арми)ующим каркасом вводят внутрь угловой формующей головки 4. Затем ({фиксирующие 7 с.твигают до гех ц(ф, пока наружная ци.шндрическая их поверхность через ткань арми1ПК)И1его каркаса не придет в соприкосновение с поверхноп ыо дугообразных выточек 25 хвостовика 6. бод1Нл1Й конец армирующее) каркаса, высту- 1таюи1ИЙ из yr.TOBoii (})()рмую|Ц(Ч1 головки 4, протягивают через ()х. 1аждак)1цун; ванну 8 и нодают на тянущее устройство 9 и н пют- чик К) В бункер 3 укструде)а 2 :(агр жают | рапули()ованный по;|име)ный v.a гериал (например, ц;|а1Т)|фи11Ирови/| 1ук1 компози- 1ик; па основе пошвини.чхлори/ьч ).
Нри включении гянупичо уеч юистиа 9 осуществ.тяют чч р{ рывное про i ягинание а1)мирук)П1е1Ч) ка)каси че)ез yr.ToiivK) фор- л уюп1 К) | )ЛОвку 4 линии. Одпов)е.менно с этим вк.гючают привод ;)кст|)удсра 2, чор- ияк (щщ К) к(у i)ioi-(j 11ол,;и-т lacii.iaB i ep- моп.тастичного iio. iHMCpnt.u о мат е 1иала к ко.(.1Й канал 16. затем в конуснук) ще.чь 17, а .(атем в полсх ть 18. К результате непрерывной подачи )асплана в полость 18 в ней возщжает .тав.тение, юд действис.м KorOjioro paciLiaB 4i. pe.i H0) 1каци н(М1)ерывно пере- мещае.мог о ap.vinjjyKJiiiertj каркаса и iipo- .тольн1)1е сквозные пазы 22 втулки 21 )К)па- дает в но.тость 23, а из нее Ч1(1ез ко.тьцевую, щел1) 24 на внут)еннюю поверхность армирующего каркаса, (образуя тем самым I ep- метнзирую.ций (внутренний) с.той шланга.
,n i (защигньп) слой формуется рс))мук)Щ||.м КОЛ1..ЦОМ 15. Нри yciafiOBHBHiCM- I я п))цессе в уг.човой формующей го. ювке 4 Ro.iHHKaer постоянное давлшще. ве.чнчина )го в основном зависит от природы щ.мимерного .материала, величины проницае- м,х пор ткани армирующего каркаса и тем- иературног(; режима, экструзии.
В нрсин.ч се и 1Г(.1Тив, армированною щлащ-а армируюпи Й каркас, внутренний диаметр коюрого со(;тветствует наружному диаметру плавающего дорна 5, псфемещаясь относпте.тьно .чг)с,т(.:пк 1 d, пицудает на часток, где расположены фиксируклине ролики 7 и ду|()оГ))а,(ние тапочки 2Г) хиоеклшка 6 При (м, так как периметр 11ппе|)ечн(лч1 сечения на участке дугообразных выточек 25 за счет использования боковых симметричных ребер 26 постоянен и равен периметру поперечного сечения плавающего дориа 5 на его цилиндрическом участке и, следовательно, внутреннему диаметру армирующего каркаса, полностью устраняется провисание кромок каркаса по краям дуг ообразных выточек 25 хвостовика (i, что устраняв-; перекос, складкоо6)азоиа|{ие и зак.1лпив;и1ие 1кани армирующсгс) K;i)KJca на эгом участке.
Кся да испольАют армирующие каркасы бо.лыпих диаметров, например вьппе 100 мм, для лучп;(го распрям,те)ия (р;|сп1И еиия) ткани кар-каса на ча . гке ,.,. sHi.ix выточек 25 11елес()Г););1 ,ц| ис1к;. Ь:к)и;п ь П(/;|- Н)ужиненны1 Г).,--ко и 1,1 с симме 1 {)ич(п,с |К б- p;i 2В
; .l. ih стиод;: ., -1Н1-1): . II. Hi и 1 а угло ион фирм K)intMi го liiiii-n 1 -(Ki. ; |1, Д1 Г1;| .: необходимо тянунк-е ус, 1И( Kfviopoe pa (иивает гян |цес с; p )iic . .,п о , lljjii MiOM vro уси. нн гкч1ед1Н |Ч Я л.ч apMiov к ннн) , в рез, 1 i. ia ie ici o ио .никисг ;ел-. (jinKtii- )у К)щими )оликами 7 и хвостовиком li нла- ваюп1е1( дорн; . 5 к акция оноры, кот1)рая распреде.1ястся но илоншди ду1 поГ)а.НЫХ выточек 25 хрмстозика fi :io дуги и Л|В|, как показано на ( Л. IfocKo ;, ку руди ус Л д.угч).р|ы выточек 25 хвос- Т1)вика И 6ол1лне чс М ) г (j;i Krii UToiinix (и) 7, на ocT,i.i;,HOM участ ке лчюоораз- ni,rro4 -K 25 армнiiyKJii Mи . Hi t o- ii|)i K;ic;:e icH нн с i; ноиес мюстню. нн ; но ве)лн()1Л ьк) фикс1( лющих ролик и 7. Ирм ;1том y, 4iHaK)TCH чс. юння Н() ар- MHjjyioiner o кл|1каса н; ном ччасгк-. н lanaio- luero 5. чю ciiocooc i чучшснию его pa6(JTbi. то нронгходнг за I-HCI кич, чго уси.тие тяги. де| и-1 вующее на ,1)ми)н)- Н1ИЙ каркас- в н)онессе изготов.тения щлаш а, зависит и o l CH.IH1 т-рсння и ) пиональпо iH;Be|ixHoc7ii контакта и. 1аван)|цег(1 до)1на 5 с BHVTpeinieii ;|()ие()х- ностьк) каркаса, уменыпсннс этон поверхности на учистк. д г()обрачн1 ньгючск 25 снижает ве. хсилия v/irH, оо.итчая работу н.лавакмнего дорна 5.
1оско.-|ьку or вод c(ijopMi ..aHHoro Hi. uiiu a
осу HU4 ГВЛЯ(,ЧЧ Я HOi, И ДС BOM В::. 1Кон . 2.
между ко горы ми иманг находи гея в п. косложенном состоянни, оссиое vciniff i в основном нсрс Дас ггя H;i нитн Oi iioBbi мирующего ка;:-к,, находяник/ся и.
ос- яги
нентра.тьног; час Г и
1н
гн oci OBhi нрмирую
10
15
20
25
30
35
40
15
50
;iiei J к.зркаса на К1 г, Мке ннчан ;: i, он (дожен) 11рак1ически не Н Ч-и) остевое усилие тяги, 1ак как щирмша / но в( рхностей 34 и 35 контакта рабочих .iHOB тянуп1его устройства 9 метине половины периметра сечения плаваклпего юрна 5. что пред(;гвращает нережим П1ланга. Iloc.ie выхода из тянущего устройства 9 гермеги зирую ций слой Hj. uiHra (рукава) по. периметру не имеет дефектов (фиг. 10)
Ис по л ьзова н ие п редл а га е мою и зобре ге ния, в частности при изготовлении пласг- м а сс() в ы X Г1Л ос кос во р а : и ва е м ы х н о ж а р н i)i х рукавов И.1И ме.тиоративных армированных 1плангов из пластмасс, нозво.чиг изг(.)Тавли- вать изделия с уменьн1енной толн1иной стен ки при сохран1 нии прочностных характерис тик. ч ю позволяет с : коиомить п. |ас1масс, идуп1ук на и tro гои.пение икланга и.ти рукава. , произрюдип ельность и 1 таби:1Ь- нопь ехио.,|огич(Ч ког о процесса, новысит1 качес1Во II ;де,аия за cHe i чтран( ния на его стенках «.ia.:ioMOB и резко сократит) ко.1и- uei ino огходов указанного произво.и тва
(рпрмула u. ionpe i енчя
1. Линия Д.1Я изготов.чения п.юскосво- |)(:чнваем1 1х но.чнмерных Н1.тапгов с арми- пющим каркасом, содержа 1ная отдатчик, -1ксг|пд1 р с (||0|1мук)щей I o.ювкой и i: ;.4;ia киким дорном. на хвосговикс кою ро|Г iiMHo.ieHbi pa. ibHo расно.ложс -н- ньи д 10образные выгочки, фиксирующие ро.чмки, станов,)1Н1е с ()жно1 т 10 в ;аим(..1е| с ВИЯ : хв чдчл т-.ком ii. i.iB. iioHicro дорна iio мест pacHo. if тсння ообр.) ты х (.-кч K .iHi ак1 ирои.зння с а| v ир тон:и ; ка|1л;1С(1М Н|П1 е;о i:pi тя; ивании. ох. ;ажд: К) HiNj liahij v, тянущее уст п-иство с ( .)нами н г а 1отчнк. ч i )lцuяiЧ гем. . I недью новыниМ1ИЯ i-.a 1есгва из; опав .(Инаемых нзде.шн счет нргд(я в)а ineiuih ак. иннвания а)п:р lonicro каркаса при ei о нр(тя1 нванин с. КД . -.jiHKi njn кини м н ро.. xrujcroBiiK н..звакнае; о .:1 на yMai iKi д гообр.-i iH ы X вн го Ц К с набжен бок1ня.1ми СИМ ме-; ричн1,1 ми ребрами p.v HiH;)r; le. iviiMH. п М1чем неримегр 1|()|Н. К чных Ч Че НИИ на 4Т(1М час 1кс хвостовика HOI Г(1Я1ид| и раг.С н нс()имс1ру 1 он1-речно:о 1.Ч Ч1Ч1ИЯ ii.ia B.iioiiUMo дорна. а ду|3)обра ных BHI- гочек ныб;1ан бо.тыне радичса фиксирующих
ро. IHKOii.
2. .Чииия 1И1 н. 1, от.т /ающа. -и .я тем, чю нщрина нслп рхнос и конл.зкт а рабочих opia- Ho ri гян .щего устройства выбрана меньше но. к.нн.ч. 1ерпметра iroiH teHHoro сечения н 1,тающею до(1на.
8
Фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНОТЕКСТИЛЬНЫХ РУКАВОВ | 1970 |
|
SU273416A1 |
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1988 |
|
SU1523188A1 |
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1991 |
|
SU1836167A3 |
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1987 |
|
SU1523187A1 |
| Способ нанесения полимерного материала на длинномерный текстильный рукав и установка для его осуществления | 1989 |
|
SU1705117A1 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ АРМИРОВАННЬ[Х ПОЛИМЕРНЫХ ШЛАНГОВ | 1970 |
|
SU279035A1 |
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1984 |
|
SU1287953A1 |
| Установка для нанесения покрытия на длинномерное трубчатое полотно | 1986 |
|
SU1380800A1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |

Изобретение относится к области переработки полимерных материалов, в частности к изготовлению армированных плоскосворачиваемых и жестких в поперечном сечении шлангов и рукавов. Целью изобретения является повышение качества изготавливаемых изделий за счет предотвращения заклинивания армирующего каркаса при его протягивании между фиксирующими роликами. Для этого линия содержит отдатчик, экструдер с угловой формующей головкой и плавающим дорном. На хвостовике плавающего дорна выполнены диаметрально расположенные дугообразные выточки. Фиксирующие ролики установлены с возможностью взаимодействия с хвостовиком плавающего дорна по месту расположения дугообразных выточек. Хвостовик плавающего дорна на участке дугообразных выточек снабжен боковыми симметричными ребрами-расширителями. Периметр поперечных сечений на этом участке хвостовика постоянен и равен периметру поперечного сечения дорна. Радиус дугообразных выточек больше радиуса фиксирующих роликов. Ширина поверхности контакта рабочих органов тянущего устройства меньше половины периметра поперечного сечения плавающего дорна. При работе линии армирующий каркас надевают на плавающий дорн, вводят внутрь угловой формующей головки. При протягивании армирующего каркаса боковые симметричные ребра препятствуют провисанию кромок армирующего каркаса. Это позволяет предотвратить пережим шланга, благодаря чему отсутствуют дефекты и повышается качество. 1 з.п.ф-лы, 10 ил.
Фиг.
Сии 1.6
26
3LJ
.9
ю
| Устройство для изготовления многослойных армированных труб из пластмассы | 1977 |
|
SU671710A3 |
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
