(21) 4138418/23-33
(22.) 29о09о86
(46) 07.П.89оБюл. № 41
(71)Институт проблем материаловедения АН УССР
(72)Ю.В.Найдич, Б„ДЛ остюк, Г.А.Колеснкченко, НоСоЗюкин, ВоЛоПобережнюк и Н„ПоЯценко
(53)666.3.037 (088„8)
(56)Заявка Японии № 59 203779, кл. С 04 В 37/02, опублико 1984„
Заявка Японии № 59 182282, кло С 04 В 37/02, опублиКо 1984.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ КОШОЗШЩ- ОННОЙ ПРОКЛАДКИ ДЛЯ ПАЙКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ С МЕТАЛЛАМИ
(57)Изобретение касается пайки и соединения неметаллических материалов с металлами, характеризующимися несогласованными коэффициентами термического расширения, через компенсационную прокладку,, Способ может быть использован при созданш- двигателей с керамической камерой сгорания, замене в газотурбинных двигателях жаропрочных сплавов на керамические материалЫо Для снижения термонапряжений в спае и увеличения размеров паяемых деталей компенсационную прокладку приготавливают из смеси порошков адгезионно-активного металлического сплава и керам1гческой составляющей, взятых в соотношении
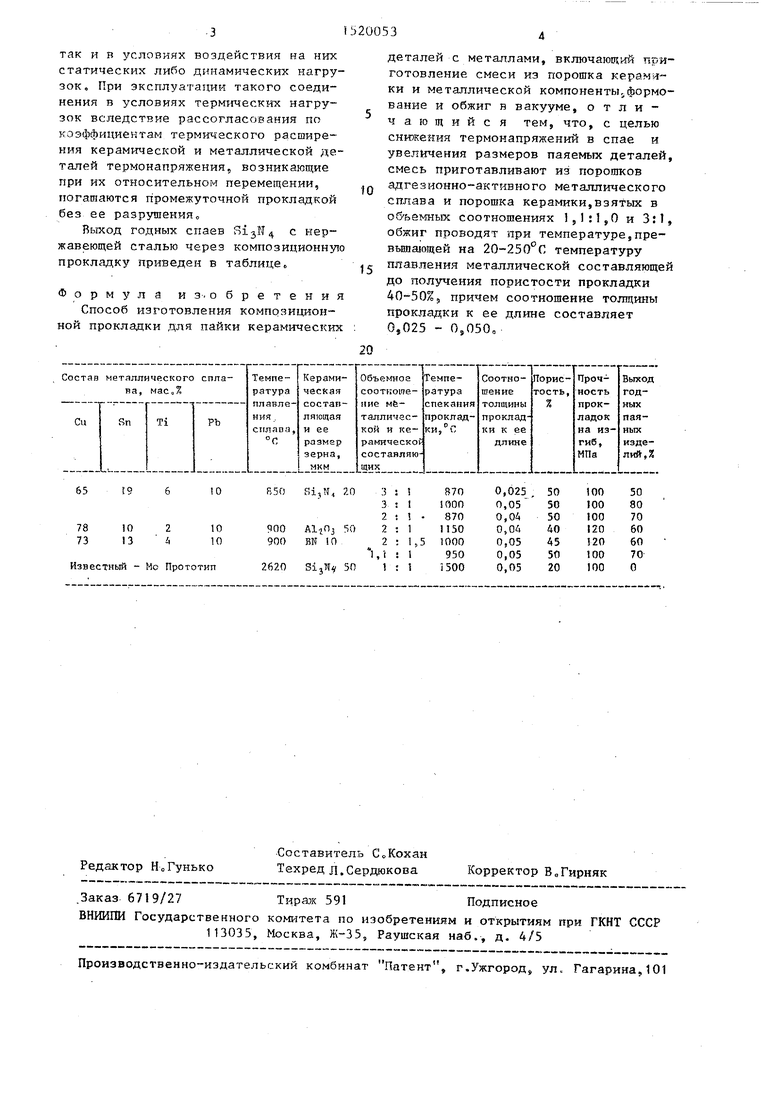
1,1-3 :1, путем жид -:офазиого вакуумного спекания при температуре от 800 до 1350 С (на 20-250°С выше температуры плавления металлической сое- а тавляющей) до пористости 40-50% при ® отношении толщины к длине О5025-0,05, Выход годных спаев Si-,N 4 с нержавеющей жаропрочной стйлью составляет 50-70%о Длина спая до 100 мм. 1 табл, „
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки металла с керамикой | 1989 |
|
SU1694358A1 |
| Способ нанесения теплозащитного покрытия на детали газотурбинной установки | 2023 |
|
RU2813539C1 |
| СПОСОБ ПАЙКИ ПОРИСТОГО МАТЕРИАЛА С ПОДЛОЖКОЙ | 2014 |
|
RU2558026C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКОЙ ПЛАСТИНЫ С КЕРАМИКОЙ | 1996 |
|
RU2096388C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОГО РАЗРЯДНИКА | 2013 |
|
RU2550350C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОДЖИГНЫХ ЭЛЕКТРОДОВ ИЗ СПЛАВА 29 НК | 1992 |
|
RU2047665C1 |
| Паяное соединение деталей из разнородных материалов | 1986 |
|
SU1430201A1 |
| Способ изготовления металлокерамических соединений | 1988 |
|
SU1507758A1 |
| Способ пайки деталей из разнородных материалов | 1978 |
|
SU737144A1 |
Изобретение относится к области пайки и соединения неметаллических материалов с металлами, характеризующимися несогласованными коэффициентами термического расширения, через компенсационную прокладку. Способ может быть использован при создании двигателей с керамической камерой сгорания, замене в газотурбинных двигателях жаропрочных сплавов на керамические материалы. Для снижения термонапряжений в спае и увеличения размеров паяемых деталей компенсационную прокладку приготавливают из смеси порошков адгезионно-активного металлического сплава и керамической составляющей, взятых в соотношении (1,1-3):1, путем жидкофазного вакуумного спекания при температуре от 800 до 13050°С(на 20-250°С выше температуры плавления металлической составляющей) до пористости 40-50% при отношении толщины к длине 0,025-0,5. Выход годных спаев S3N4 с нержавеющей жаропрочной сталью составляет 50-70%. Длина спая до 100 мм. 1 табл.
Изобретение относится к области пайки и соединения неметаллических материалов с металлами, характеризующиеся несогласованными коэффициентами термического расширения, через компенсационнуто прокладку и может быть использовано при создании двигателей .с керамической камерой сгорания замене в газотурбинных двигателях жаропрочных сплавов на керамические материалы
Цель изобретения - снижение тер- монапр гжений в спае и увеличение размеров паяамых деталей ,
Способ реалкз уется следующим об- разоМ;
Т1риготавливают смесь, состоящую из порошков адгезионно-активного металлического сплава и керамики SijW, Al.j03j BN H. дро, в соотношенЕт 1.1 :1 ,0- 3:1,. Формуют прокладкз длиной 50 - 100 при давлении Р - 50- 30 МПа и соотношении конечной длг-:ны к толщине 0,025-0,05 Спекают в вакууме при 850-1350°Cj что на 20-250 0 выше температуры плавления металлической составляющей о Процесс ведут по достижении пористости 40-50%„
Металлокерамические соедш ения, спаянные через такую промежуточную прокладку, способнь успешно работать как в условиях термоциклирования.
О О1
так и в условиях воздействия на них статических либо динамических нагрузок. При эксплуатации такого соединения в условиях терм гческих нагрузок вследствие рассогласования по коэффициентам термического расширения керамической и металлической деталей термонапряжения, возникающие при их относительном перемещении, погашаются промежуточной прокладкой без ее разрушения
Выход годных спаев с нержавеющей сталью через композиционную прокладку приведен в таблице.
Формула из-, обретения
Способ изготовления композиционной прокладки для пайки керамических
деталей с металлами, включающий приготовление смеси из порошка керамики и металлической компоненты.формование и обжиг в вакууме, отличающийся тем, что, с целью снижения термонапряжений в спае и увеличения размеров паяемых деталей, смесь приготавливают из порошков адгезионно-активного металлического сплава и порошка керамики,взятых в о&ьемньос соотношениях ljl:l,0 и 3:1, обжиг проводят при температуре5пре- вьйпающей на 20-250 С температуру плавления металлической составляющей до получения пористости прокладки 40-50%J причем соотношение толщины прокладки к ее длине составляет 0,025 - 0,0500
