Известны полуавтоматические устройства для подготовки разлргч ных навесных деталей, снабженных осевыми выводами, к монтажу на печатных платах, содержащие блок контроля электрических параметров, узел правки выводов, механизм формовки зига с пуансонами и матрицей, для обрезки выводов, накопитель с отсекателями и магазин.
Отличительной особенностью предлагаемого полуавтоматического устройства для подготовки сопротивлений к монтажу является то, что в нем узел правки выводов выполнен в виде управляемых кулачками подвижных гребенок, жестко связанных с плоскими пластинками, образующими грани призмы и служащими для транспортировки деталей с одной позиции на другую. Такое выполнение дает возможность упростить конструкцию полуавтомата.
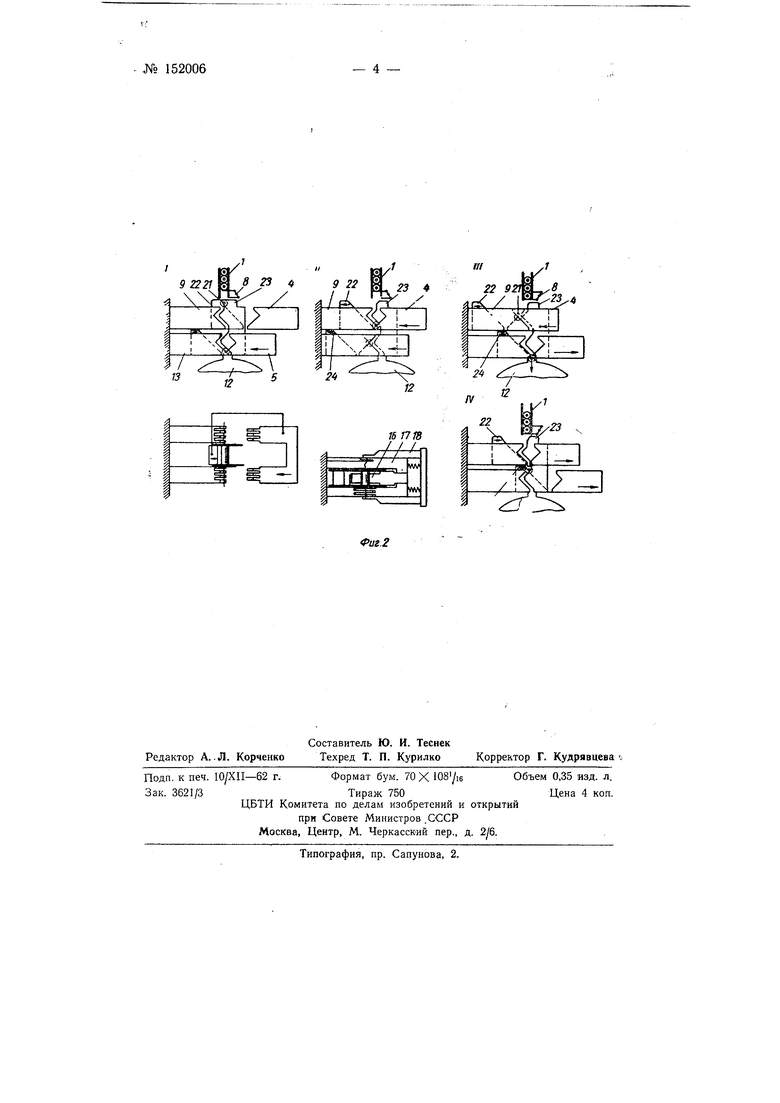
На фиг. 1 изображена кинематическая схема предлагаемого полу,автомата; па фиг. 2 - схема транспортировки сопротивлений.
Полуавтоматическое устройство осуществляет предварительную правку выводов, электрический контроль, окончательную правку выводов, формовку зига (на одном конце вывода) и обрезку выводов па нужные размеры.
Полуавтомат работает следующим образом. Загруженный сопротивлениями накопитель / крепится к полуавтомату. При включении электродвигателя 2 кулачок 3 сообщает поступательное движение вперед верхним подвижным гребенкам 4, а нижние подвижные гребенки 5 возвращаются пружинами 5 и 7 в исходное положение. В конце хода верхних правящих гребенок 4 назад через кулачок срабатывает отсекатель 5 выдающий сопротивление в рабочую зону между верхними
№ 152006- 2 -
гребенками. Затем повторяется ход вперед верхних правящих гребенок 4, между которыми находятся выводы сопротивления.
Гребенки 4 и 9 сходятся вплотную, и- происходит правка выводовсопротивления. В этот момент наилучшего контакта производится замер электрических данных сопротивления. Кулачок 3 рассчитан таким образом, что 6 момент замера происходит остановка движущихся верхних гребенок 4 на 1 сек, чтобы прибор 10 успел произвести контрольные измерения. При браке сопротивлений прибор 10 выдает команду, и электромагнит // перекрывает входное отверстие магазина 12.
Если сопротивление соответствует номиналу, то после предварительной правки и электрического контроля в верхних гребенках 4 и 9 оно поступает на нижние гребенки 5 и /5. В этот момент верхние подвижные гребенки 4 возвращаются пружинами 14 и /5 в исходное положение. Нижние подвижные гребенки 5 вместе с прижимом 16, пуансоном 17 и обрезными ножами 18 под действием кулачка 19 движутся вперед. Когда гребенки 5 и /5 сходятся вплотную, происходит вторичная правка выводов сопротивления, формовка пуансоном 17 .зи1а на. одном конце вывода и обрезка выводов по длине ножами 18 до нужного размера.
Подготовленное сопротивление поступает в винтовой магазин 12. С наполнении магазина указывает счетчик 20. Магазин, заполненный подготовленными сопротивлениями оператор снимает и заменяет другим, предварительно выключив установку.
Транспортировка сопротивлений с одной позиции на другую осуществляется следующим образом. Гребенки 4, сделав ход вперед и возвращаясь назад в исходное положение, в конце хода переключают отсекатель 8, и сопротивление 21, выданное отсекателем из накопителя 1, ложится выводами в призму, образованную подвижными пластинками 22 и неподвижными пластинками 23 (позиция /).
Затем гребенки 4 движутся вперед; вместе с ними передвигаются пластинки 22. Сопротивление 21 плавно опускается вниз, причем на протяжении всего хода оно поддерживается за выводы пластинками 22 и 23. При дальнейщем движении гребенок влево пластинки 22 также отходят влево, так как они жестко связаны с гребенками. Когда пластинки 22 отойдут от пластинок 23, гребенки 4 и 9 сходятся, и сопротивление 21 выводами ложится на выступы гребенок 4 и 9 (позиция //).
Пластинки 22 вместе с гребенками 4 продолжают двигаться вперед в крайнее левое положение и поднимают сопротивление 21 к центру. Гребенки 4 н 9 сходятся вплотную, выправляя выводы сопротивления. В конце хода подвижные гребенки 4 переключают отсекатель 8 в исходное положение (позиция ///).
Далее гребенки 4 начинают двигаться назад. Пр мере того, как концы их расходятся, сопротивление 21 плавно опускается вниз. Когда между концами гребенок образуется просвет, сопротивление попадает в призму, образованную пластинками 24 и 23, а нижние подвижные гребенки 5 находятся в исходном положении (позиция IV). Нижниегребенки 5 вместе с пластинками 24 начинают двигаться вперед. При этом верхние гребенки 4 отходят в исходное положение (позиция /),переключают отсекатель 8, и очередное сопротивление выдается из накопителя /.
Нижние гребеики 5 продолжают двигаться вперед. Перемещение сопротивления 21 происходит так же, как и в верхней части устройства. Когда гребенки 5 поднимают сопротивление к центру, происходит вторичная правка выводов. Чтобы добиться соосности, сопротивление 21
прижимается за корпус прижимом 16, пуансоном 17 формуется зиг, а концы выводов обрезаются ножами 18.
Предмет изобретения
Полуавтоматическое устройство для подготовки сопротивлений к монтажу на печатных платах, содержащее блок электрического контроля сопротивлений, узел правки выводов, механизм формовки выводов (образование зига), снабженный пуансонами, ножи для обрезки выводов, загрузочный бункер с отсекателями и магазин готовых сопротивлений, отличающееся тем, что, с целью упрощения конструкции устройства, узел правки выводов выполнен в виде управляемых кулачками подвижных гребенок, жестко связанных с плоскими пластинками, образующими грани призмы и служащими для транспортировки деталей с одной позиции на другую.

Iff
22
/ . -Аб
