Изобретение относится к металлургии и может применяться при производстве металлических полос преимущественно изотропной (динамной) электротехнической стали.
Цель изобретения - улучшение магнитных свойств стали, уменьшение раз- нотолщинности полосы и повышение надежности способа.
Пример После прокатки слитка на сляб и его нагрева до 1350°С провели горячую прокатку сляба на подкат толщиной 2,3 мм с применением в чистовой прокатке предлагаемого способа. Прокатку с одним неприводным валком вели в двух последних клетях (кл. 10
и 12) чистовой группы стана 1700 ЛПЦ-2 Кар МК.
С целью сравнения ряд образцов обработали, выполняя прокатку по известному способу и в неоптимальном режиме предлагаемого способа.
Далее вели холодную прокатку подката до конечной толщины 0,5 мм (в толщине 0,53 отжиг при в защитной атмосфере) и заключительный отжиг при 8004.
Подкат, полученный по известному способу, имел разнотолщиность до 0,09 мм, а полученный предлагаемым способом - ниже 0,05 мм.
У
Ю
Ю
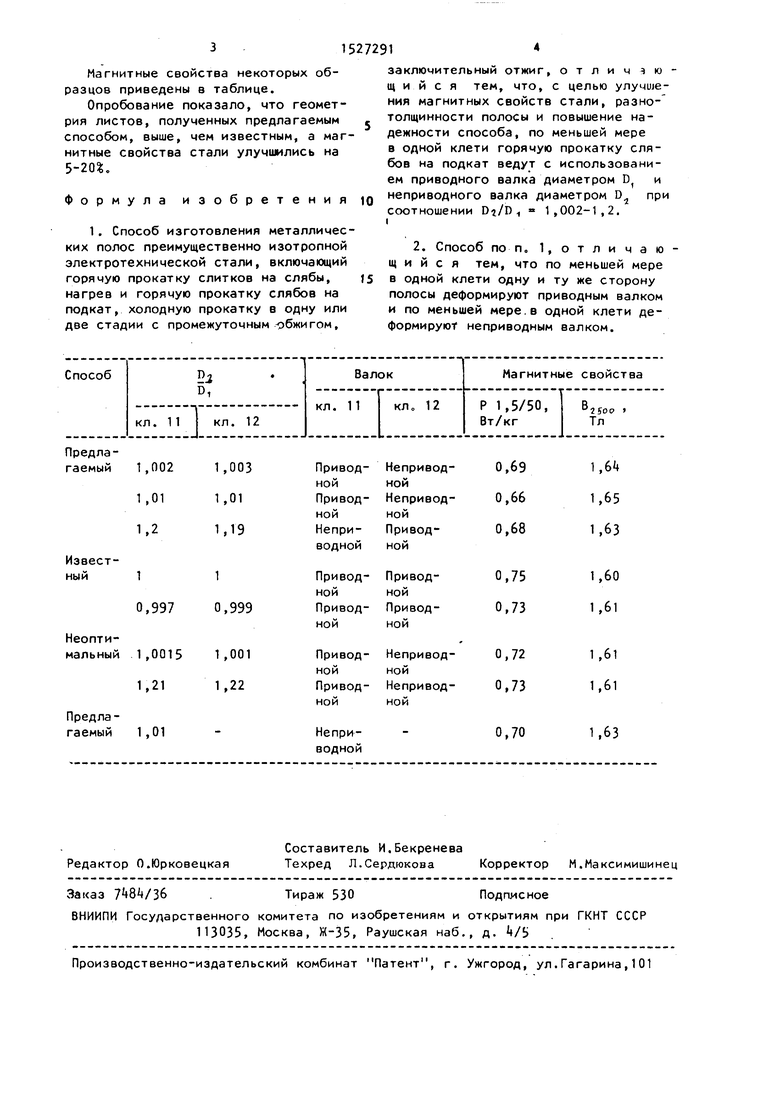
Магнитные свойства некоторых образцов приведены в таблице.
Опробование показало, что геометрия листов, полученных предлагаемым способом, выше, чем известным, а магнитные свойства стали улучшились на 5-20.
Формула изобретения
1. Способ изготовления металлических полос преимущественно изотропной электротехнической стали, включающий горячую прокатку слитков на слябы, нагрев и горячую прокатку слябов на подкат, холодную прокатку в одну или две стадии с промежуточным обжигом.
заключительный отжиг, отличающийся тем, что, с целью улучшения магнитных свойств стали, разно- толщинности полосы и повышение надежности способа, по меньшей мере в одной клети горячую прокатку слябов на подкат ведут с использованием приводного валка диаметром D и неприводного валка диаметром D при
соотношении Dt/D, 1,002-1,2. I
2. Способ по По 1, о т л и ч а ю щ и и с я тем, что по меньшей мере в одной клети одну и ту же сторону полосы деформируют приводным валком и по меньшей мере.в одной клети деформируют неприводным валком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства изотропной электротехнической стали | 1988 |
|
SU1520115A1 |
| Способ производства холоднокатаной анизотропной электротехнической стали | 1991 |
|
SU1810141A1 |
| Способ производства электротехнической изотропной стали | 1988 |
|
SU1539222A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПОДКАТА ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2224029C2 |
| Способ изготовления электротехнической стали | 1979 |
|
SU790798A1 |
| Способ производства холоднокатаной и изотропной электротехнической стали | 1992 |
|
SU1836447A3 |
| Способ производства изотропной электротехнической стали | 1989 |
|
SU1710587A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2171299C1 |
| Способ производства электротехнической изотропной стали | 2021 |
|
RU2775241C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСОБОНИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2521921C1 |
Изобретение относится к металлургии и может применяться при производстве металлических полос, преимущественно изотропной электротехнической стали. Цель изобретения - улучшение магнитных свойств стали, уменьшение разнотолщинности полосы и повышение надежности способа. Способ включает горячую прокатку слитков на слябы, нагрев и горячую прокатку слябов на подкат с использованием прокатки с неравными окружными скоростями валков, холодную прокатку в одну или две стадии с промежуточным отжигом, заключительный отжиг, отличающийся тем, что по меньшей мере в одной клети горячую прокатку слябов на подкат ведут с использованием приводного валка диаметром D1 и неприводного валка диаметром D2, причем D2/D1 = 1,002...1,2. Кроме того, по меньшей мере в одной клети одну и ту же сторону полосы деформируют приводным валком и по меньшей мере в одной клети деформируют неприводным валком. 1 з.п.ф-лы, 1 табл.
Предла
| СПОСОБ ОТРАБОТКИ СРЕДСТВ ЗАЩИТЫ ОБЪЕКТА ОТ НАПРАВЛЕННОГО ТЕПЛОВОГО ВОЗДЕЙСТВИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2338898C2 |
