75 2 2 Z. 3 - /S 26 22 7 8 27
/ / / / I // 1 5 9 гВ 17 /Sl 20 2f fS f9 5
Г
//
Oi
ел
Oi
i
Изобретение относится к обработке материалов резаияем, а именно к установочным нриспособлеииям для тактовых столов гибких производственных модулей (ГПМ).
Целью изобретения является расшире- ние технологических возможностей нутем обесиечения установки деталей некруглой формы.
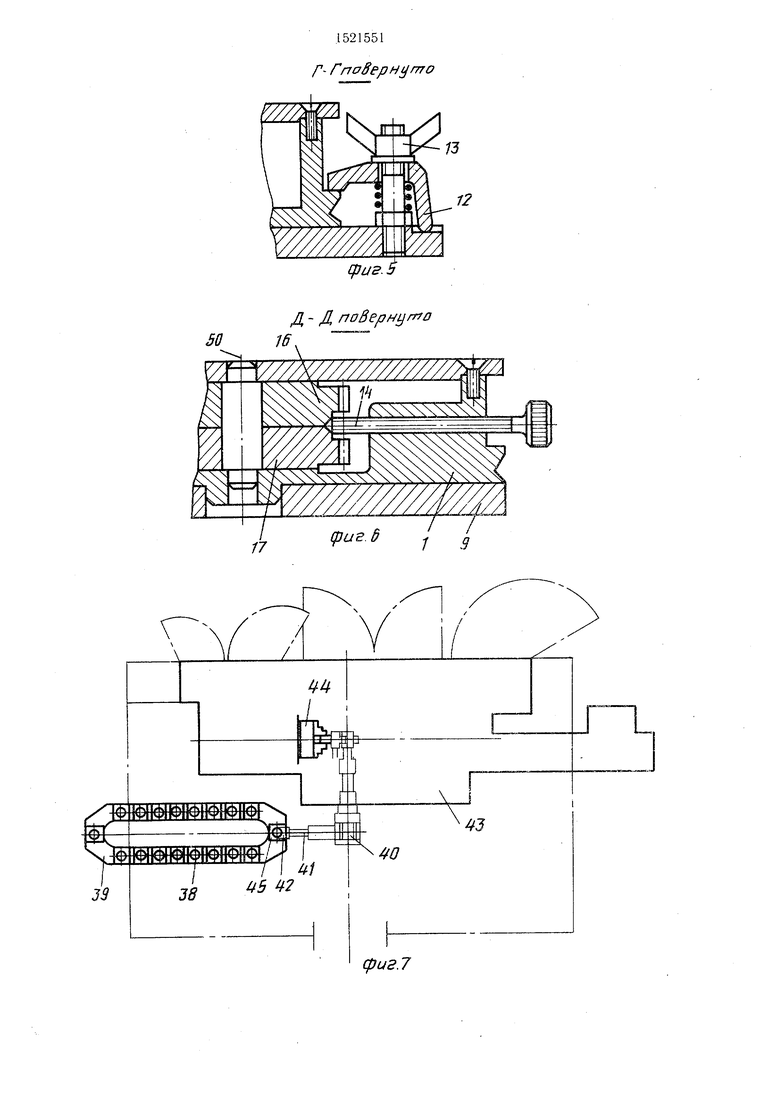
На фиг. 1 изображено предлагаемое ири- снособление, общий вид; на фиг. 2 - сече- иие А-А на фиг. I; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фнг. 3; на фиг. 6 - сечение Д-Д на фиг. 4; на фиг. 7 - пример исиользоваиия установочных при- сиособлений в ГПМ механообработки; на фиг. 8-13 - иримеры установки и ориен- TMpoBaiuiH различных i установочном риС110СОб,ЛеИИИ.
, тап(Л ,оч11ос iipi-ic;ioco6, icHi e содержит корпус 1 с крышкой 2. расно.юженные на крышке 2 корнус; 1 четыре рычага 3, ме.ха- низм сннхронного пере.мешения рычагов 3 в виде устаиов;1ениого с возможностью вра- и№ния зубчато|-о колеса 4 и контактирующих с ним шестерен 5 и 6. каждая из которых жестко связана иосрел.ством хвостовика и И1тиср-1 а 8 с одни.м из рычагчэв 3. Корпус 1 уста нов, lei-. с возможностью yглoв(JГO поворота ocHoiuuinH ,) при IIOMOHU-I цилиндри- чсскогс; 1 Ь;стуиа 10 на корпх сс 1 и отверсти.ч
оспоуаь ии 9 и с возможностью ei O за- 1ЧШИ на основании 9 при помощи при- 12 и I aiiKu 13. Кори}ч: I снабжен вин- ; стопором 14 для закрспления зубча- к(;лес; 4 и цеитральпой осью 15 для монтажа в корпусе I иенодвижпо в осевом направлении зубчатого колеса 4. Зубчатое колесо 4 выполнено из верх.чей 16 и нижней
17частеГк сиабжено конически.чи поверхностями, образуюши.ми на образующей линии
18их контакта V-образную кольцевую коии- ческую каиавку 19 для размещения в ней винтового стопора 4. В пиж}1ей части Г/ зубчатого колееа, 4 установлен подпружи- пружпной 20 фи..:сатор 12, который входит в шаровое т л блеиие 22 в верхней части 16 колеса 4. Две илестерии 5 диамет- pa. ibifo контролируют е верхней частью 16,
а две HiecTepi-ni 6 также диаметрально -- с нижней частью Г7 зубчатого колеса 4. Все шестерни 5 и 6 равнорасположены между собой. На конпах рычагов 3 расположены два неодипак()р.11Г по pa:nii piiM рабочих эле- меита - пилиидрических устаиова: большой 23 с onopnoii поверхностью 24 и ради- альио ( sKcnenTi)ir-ino) в сторону наружного коииа р,1чага расположенно па опорной новерх1:ости . допол1П1тельпь Й n,i. фический рабочий - уста- 1Кчч 2Г- Н,: :г : ;:1ке 2 имеется )1ая по- BcpxnocTi) 26. Опорная поверхность 24 служит , 1.ля установки на ней обрабатываем1)1х деталей 27 -30, а опорная новерхность 26 -
25
5
JQ , 20
30 35
дО
с;р 55 4f;
для установки деталей 31-33 с фиксированными для анализа наладки устройства параметрами а, б, в, г.
Для обеспечения возможности контроля углового положения противолежащих друг другу еамоцентрирующих установочных элементов -установов 23 и 25 - предназначены щкала 34 на крышке 2 и указатель 35 на рычаге 3, а для контроля углового положения корпуса 1 - щкала 36 на корпусе 1 и указатель 37 на основании 9.
Каретка 38 тактового стола 39 предназначена для закрепления основания 9. Робот 40 с рукой 41 и захватом 42 обслуживает станок 43 с ЧПУ, оснащенный патроно.м 44, с разгрузочной позииией 45.
При наладке оси 46 уетановов 23 перемешаются по ду1-е 47. а оси 48 з становов 25 - - по ду|-е 49. Корпус 1 оворачивается вокруг оси 50, при это.м уста1 ов 25 О1гпеь1вает дугу 5 пли 52. При наладке приспособления д. устаповкп детали 30 ее точка б перемещается но дуге 53.
Установочное приспособление работает следующим образом.
В гибком ироизБодетвенном модуле (ГПМ), ноказапио.м на фиг. 7, ycTatsoBon- Шзк- присиособ.ления фиксируются li закрепляются основа.чием 9 па каретках 38 так- товог(} стола 39 па все время их эксп.чуата- ции в ГПМ. Ключаюи,. гак 1 овогс стола, про.мышле1П ый робот 4 с рукой 4 и захватом 42 и стнпок 43 с ЧПУ, оснащенный зажи.мным иатроно.м 44. Г обот 40 снимает заготовку детали с устаповочно1 о поиоюсоб- ления, закрепленного на каретке 38, нахо- дящейея к тому времени па разгр зочпой позиции 45 тактово1 о стол; 39. i: производит замену при помощи захвата 42 в зажимном патроне 44 обработанной детали на заготовку. Обработанная дета.1ь устап-ав-ливает- ся роботом 40 на установочное приспособление, после чего происходит передвижеиие кареток 38 на таг подачи и очередное установочное приспособление е заготовкой детали при.чодит иа разгрузочную иозиц| ю 45. П,иклы работы ГПМ повторяются до тех пор., пока на тактовом столе 39 не произойдет замена заготовок па полноетью обработанные детали, которые затем снимаются, а па установочные ириспособле гия загружается очередная партия заготовок.
Перед установкой новых по констр -киии или габарита.м деталей все установочные приспособления перена.лаживаются. Наладка ирисиособ.лений .тля установки па к их заготовок деталей прг);1зво.т.ится вращеипе.м рычагов 3 и поворотом корпуса I с иос.чедую- ияи.м закреи.лепием рычагов 3 виитовьгм стопором 14. кол орый воз;(ейслт5ует на кольцевую коиичсч кую капь вку 19 зубчал ого ко,леса 4 и стопорит через пего вее кш .ематичес- кие связи приспособ.ле1И1я, а корнх са 1 -- с помощью прихвата 12 и гайки 13.
При вращении рычага 3 вращение передается через одну из шестерен 5 или 6 на зубчатое колесо 4. Благодаря подпружиненному фиксатору 21, входящему в щаровое углубление 22, обе части 16 и 17 зубчатого колеса 4 одинаково вращают диаметрально расположенные пары щестерен 5 и 6 и связанные с ними рычаги 3. Происходит синхронный поворот всех рычагов 3 на одинаковый угол,-который может контролировать- ся по щкале 34 при помощи указателя 35. При этом оси 46 цилиндрических установов 23 могут перемещаться по дуге 47 (или 47 на фиг. 9), а оси 48 установов 25 - по дуге 49 (или 49 на фиг. 8).
Обрабатываемые детали в зависимости от их конструктивных особенностей и наружных размеров устанавливаются либо на поверхности 24 цилиндрических установов 23 и центрируются при этом при помощи дополнительных малых цилиндрических уста- новое 25 (детали 28-30 типа фланцев, корпусов, крыщек и т.п.), либо устанавливаются на поверхность 26 крышки 2 и центрируются с помощью больших цилиндрических установов 23 (детали типа втулок, шестигран- НИКОВ, коротких валиков, пластин и т.п.).
В связи с тем, что уста новы 23 и 25 пе- ремеидаются по дугам, для корректировки положения деталей, имеющих, например, квадратную форму, с помощью гайки 13 и прихвата 2 корпус 1 слегка открепляется от основания 9 и поворачивается в нем цилиндрическим выступо.м 10 вокруг оси 50 отверстия 11 до тех пор, пока деталь 29 не будет сориентирована относительно руки 41 робота 40. При этом точка а детали 29 описывает дугу. Положение детали 29 контро- лируется ьчкалой 36 на корпусе 1 по указателю 37 на основании 9.
Для центрирования деталей 30 и 32, имеющих некруглую, а, например, прямоугольную форму, вначале производится поворот рычагов 3 до момента касания и центрирования по двум их противоположным, сторонам в (длине деталей) с помощью двух цилиндрических установов 25 или 23. При этом два других цилиндрических установа 25 и 23 не касаются других сторон деталей. Для центрирования, например, детали 30 по двум другим сторонам г (ширине детали) необходимо продолжить перемещение установов 25 по дуге 51 приложением дополнительного уси;1ия на синхронный поворот не контактирующих с деталью рычагов 3 (достаточно поворотом одного из них, так как оба они связаны между собой посредством зубчатого колеса 4) до полного касания и,центрирования детали 30 по сторонам г. В результате описанных действий в установоч- ном приспособлении пропзойдут изменения кинематических связей. В момент центрирования детали 30 по сторонам в вращение пары щестерен 5 прекращается и, следова
Q
0 г
0 5
д 5
0
тельно, нижняя часть 17 зубчатого колеса 4 окажется застопоренной ими. Так как для центрирования детали 30 по сторонам г поворот двух оставщихся рычагов 3 и шестерен 6 еще будет продолжаться, то связанная с ними зацеплением верхняя часть 16 зубчатого колеса будет стремиться повернуться вокруг центральной оси 15 относительно нижней части 17. Вследствие того, что зубчатое колесо 4 смонтировано в корпусе 1 на центральной оси 15 неподвижно в осевом направлении, то верхняя часть 16 нри повороте воздействует шаровым углублением 22 на фиксатор 21 в нижней части 17, сжимает пружину 20, утапливает фиксатор 21 и поворачивается относительно нижней части 17, обеспечивая синхронность перемещения связанных с ним посредством пары щестерен 6 рычагов 3 до момента контакта цилиндрическими установами 25 поверхностей г детали 30, т.е. полного центрирования детали на установочном приспособлении. Для корректировки положения детали 30 на тактовом столе 39 относительно руки 41 робота 40 корпус 1 освобождают от крепления прихватом 12 к основанию 9 и поворачивают вокруг оси 50, ориентируясь по делениям 1икалы 36 и указателю 37. Цилиндрический установ 25 описывает дугу 52, а деталь 30 ориентируется для захвата роботом 40. при этом точка б на детали 30 проходит по дуге 53.
Аналогпчно осупдествляется центрирование и ориентация детали 33 с помощью цилиндрических установов 23.
С целью фиксации цилиндрических установов 23 и 25 в налаженном (рабочем) состоянии в течение цикла их эксплуатации их фиксируют поворотом винтового стопора 14. При этом винтовой стопор 14 входит вовнутрь V-образной кольцевой канавки 19 и. благодаря расположению канавки на образующей линии 18 контакта верхней 16 и нижней 17 частей зубчатого колеса 4, последние ввиду неподвижного их монтажа в корпусе 1 в осевом нанравлении воспринимаются расклинивающее действие винтового стопора 14 и одновременно стопорятся в радиальном направлении от проворота. Стопо- рение верхней 16 и нижней 17 частей зубчатого колеса 4 одновременно является тормозом для всех попарно связанных с ними щестерен 5 и 6 и рычагов 3 с цилиндрическими установами 23 и 25 и оиорн.ой поверхностью 24.
После корректировки (при необходимости) положения детали относительно руки 41 робота 40 корпус 1 вновь закрепляется быстродействующей гайкой 13 через прихват 12.
При производстве наладочных работ на тактовом столе 39 первое из установочных приспособлений, 5акреп,1енных на каретках 38, налаживается согласно описанном по
обрабатываемой детали (заготовке), а остальные - установкой рычагов 3 по делениям шкалы 34 на крышке 2 относительно указателя 35 и корпуса 1 по делениям шкалы 36 относительно указателя 37, повторяя цифровые индексы, полученные после наладки первого (по счету) приспособления.
Формула изобретения
Установочное приспособление, выполненное в виде размеш,енных в корпусе с возможностью синхронного поворота рычагов с цилиндрическими рабочими элементами, зубчатого колеса и кинематически связанных с зубчатым KOviecoM и закрепленных на рычагах ujecTepeH, отличающееся тем, что, с целью расширения технологических возможностей путем установки деталей некруглой формы, приспособление снабжено основани0
ем, предназначенным для поворота и фиксации корпуса, установленным в корпусе винтовым стопором, подпружиненным фиксатором и дополнительными рабочими элементами, при этом зубчатое колесо выполнено составным из верхней и нижней частей с коническими поверхностями, образуюшими в месте контакта частей зубчатого колеса V-об- разную канавку, стенки которой предназначены для взаимодействия с винтовым стопором, причем подпружиненный фиксатор размещен в нижней части зубчатого колеса и предназначен для взаимодействия со стенками выполненного в верхней части зубчатого колеса углубления, а каждый дополнительный рабочий элемент радиально распо- на цилиндрическом рабочем элементе, при этом одни шестерни кинематически связаны с верхней частью зубчатого колеса, а другие - с его нижней частью.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления деталей | 1987 |
|
SU1491644A1 |
| Патрон для закрепления конических шестерен | 1973 |
|
SU506470A1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| Универсально-наладочный гидравлический стол | 1987 |
|
SU1484561A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| Зажимной патрон | 1983 |
|
SU1094675A1 |
| Накладной кругломер | 1987 |
|
SU1471061A1 |



Изобретение относится к обработке материалов резанием, а именно к установочным приспособлениям для тактовых столов гибких производственных модулей. Цель изобретения - расширение технологических возможностей путем обеспечения установки деталей некруглой формы. Корпус 1 установлен с возможностью углового поворота на основании 9 при помощи цилиндрического выступа 10 и отверстия 11 в основании 9. Корпус 1 снабжен винтовым стопором для закрепления зубчатого колеса 4, которое выполнено составным из верхней 16 и нижней 17 частей, конические поверхности которых образуют на линии 18 их контакта V - образную кольцевую коническую канавку 19 для размещения винтового стопора. В нижней части 17 установлен подпружиненный фиксатор 21, который входит в шаровое углубление 22. 13 ил.
25 2
А-А
16 17
2
25
(риг. о
8 в
1 /4 ..Л / / .-Х
1риеЛ
Д- Д повернуто
m
сриг.
сриг.7
6
46 «7
.З
23
37 3S
cpas. fO
30
фиг. 11
qjus. 12
| Зажимной патрон | 1982 |
|
SU1175354A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
