i2
00 ОЭ 4
Г
i5
f7
23
18
2i
fua. f
станок 1 с ЧПУ, сменные кассеты 11, 13, 15 для обрабатываемых деталей 12, оснастки и режущего инструмента с червячными фрезами 16, установленные на поворотно-делительном столе 10, Для поворота кассет установлен механизм поворота и фиксации, включающий делительный механизм 18, содержащий приводной вал 21 с размещенной на нем полумуфтой 22 с возможностью перемещения от вилки 24, смонтированной на силовом цилиндре 23. На кассетах имеются соответствующие полумуфты 25, взаимодействующие с полумуфтой 22 в зоне взаимодействия магазина-накопителя с роботом-манипулятором 5. Для фиксации в определенном угловом положении в столе 10 установлены пальцы-фиксаторы, фиксирующие кассеты 11 13, 15. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| Агрегатный обрабатывающий центр | 1984 |
|
SU1255394A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Робототехнологический комплекс | 1983 |
|
SU1183252A1 |
| Фрезерный станок | 1984 |
|
SU1210999A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
Изобретение относится к области машиностроения и может быть использовано при автоматизированном производстве зубчатых колес. Цель изобретения - экономия -производственных площадей за счет установки робота- манипулятора непосредственно на станке и обеспечения возможности его взаимодействия с отдельно стоящрш магазином-накопителем в одной его зоне. Зубообрабатьшающий модуль содержит
. Изобретение относится к машиностроению и может быть использовано при автоматизированном производстве зубчатых колес.
Цель изобретения - экономия про- изводственных площадей за счет установки робота-манипулятора непосредственно на станке и обеспечения возможности его взаимодействия с отдельно стоящим магазином-накопителем в одной его зоне.
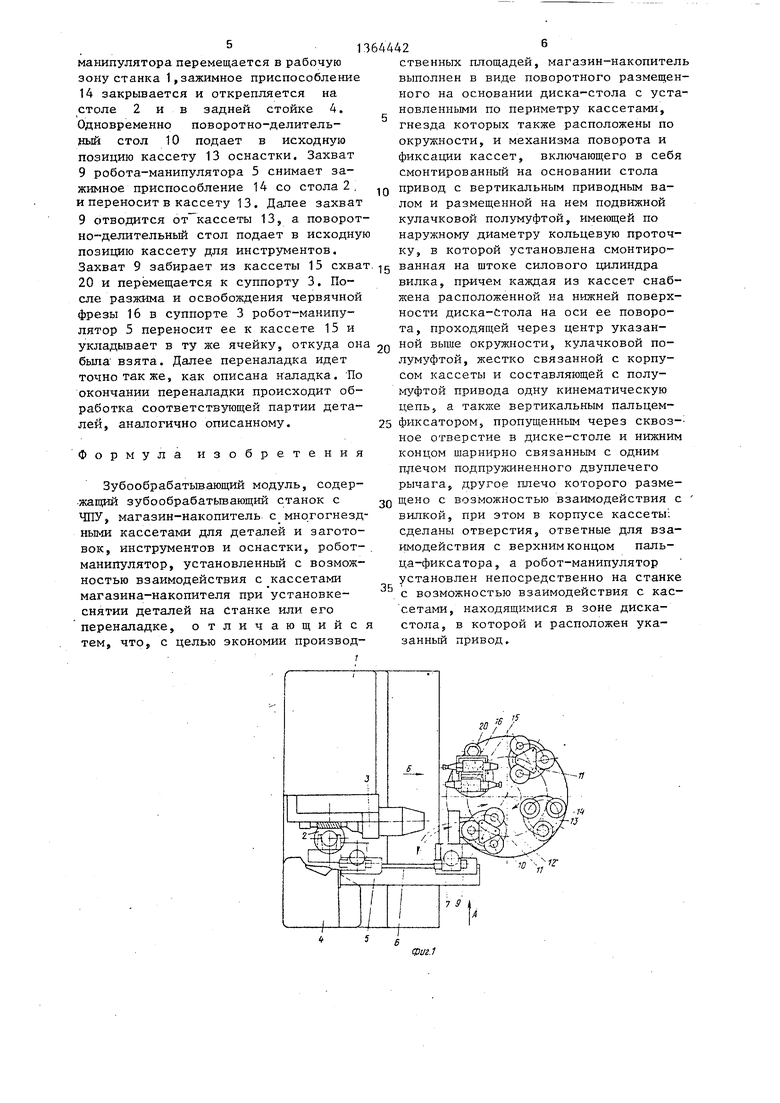
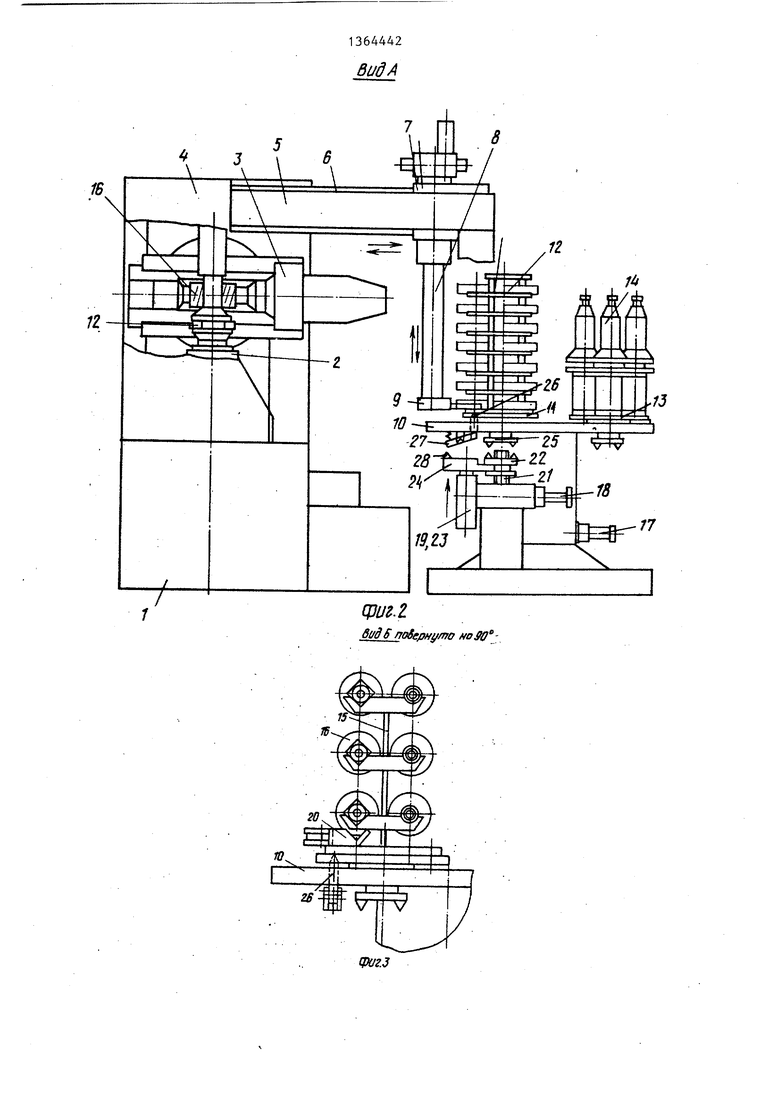
На фиг. 1 изображен зубообрабаты- вающий модуль, вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид. В на фиг. 1; на фиг. 4 - -модуль в пространстве, общий вид.
Зубообрабатывающий модуль содержит зубофрезерный станок 1 с ЧПУ, . имеющий стол 2, суппорт 3 и заднюю стойку 4, робот-манипулятор 5, при- крепленньш одним концом горизонтальной направляющей 6 к стойке 4. По направляющей 6 манипулятора 5 перемещается каретка 7 со штангой 8, к нижнему концу которой прикреплен зах ват 9. Перемещение каретки 7 по направляющей 6 осуществляется на постоянную величину между упорами. Штага 8 с захватом 9 перемещается вертикально в каретке 7 .по заданной про грамме и поворачивается на 90° между упорами. Справа от станка 1 размещен магазин в виде поворотно-делительног стола 10, несущий четыре поворотных из которых две сменные кассеты 11 с обрабатьшаемыми деталями 12, кассета 13 для оснастки с зажимными приспособлениями 14, кассета 15 для инструмента с червячными фрезами 16. Стол Ю получает периодические пово-
роты от делительного механизма 17. Под поворотно-делительным столом 10 в исходной позиции (ближайшей к роботу-манипулятору 5), занимаемой каждой кассетой при поворотах стола 10, стациоК арно расположен делительный механизм 18 с устройством 19 сцепления. В кассете 15 для инструмента имеется схват 20, с помощью которого робот-манипулятор 5 переносит червячные фрезы 16.
Делительный механизм 18 имеет вертикально расположенный приводной вал 21, в котором размещена кулачковая полумуфта 22, По наружному диаметру последней выполнена кольцевая проточка, в которой располагается смонтированная на силовом цилиндре 23 устройства 19 сцепления вилка 24, Каждая из кассет снабжена кулачковой полумуфтой 25, установленной с нижне стороны стола 10 и составляющей с полумуфтой 22 при их сцеплении кинематическую цепь поворота кассеты.
Механизм поворота и фиксации кассет на столе также включает в себя вертикальные пальцы-фиксаторы 26, пропущенные через сквозные отверстия в столе, при этом каждьй палец-фиксатор 26 шарнирно связан нижним концом с одним плечом подпружиненного двуплечего рычага 27, второе плечо которого взаимодействует с вилкой 24 на верхней поверхности последней закреплен для этого упор 28, В корпусе каждой кассеты выполнены отверстия, ответные для взаимодействия с пальцем-фиксатором 26 при фиксации кассеты в определенном угловом положении .
Модуль работает следующим образом,
В программе работы модуля предусмотрены циклы по наладке или переналадке его на обработку данного типоразмера деталей и циклы по обработке этих деталей. В исходном состоянии в суппорте 3 станка 1 нет инструмента, а на столе 2 нет зажимного приспособления. Каретка 7 робота-манипулятора 5 находится в зоне взаимодействия его с кассетами.
Работает модуль в соответствии с . автоматически вызванной управляющей программой. Начинается она с автоматической наладки, которая осуществляется в следующем порядке. Делительным механизмом 17 поворотно-де- лительньй стол 10 поворачивается и вьшосит кассету 15 в исходную позицию. Робот-манипулятор 5 захватом 9 берет схват 20 и выносит его из кассеты 15. Если требуемая червячная фреза 16 находится в кассете 15 с , противоположной от робота-манипулятора стороны, то включается устройство 19, которое сцепляет делительный механизм 18 с кассетой 15, одновременно расфиксировав ее. Делительный механизм 18 поворачивает кассету 15. Робот-манипулятор 5 схватом 20 снимает в кассете 15 необходимую фрезу 16 и переносит в станок 1 к суппорту 3. После зажима фрезы 16 в суппорте 3 робот-манипулятор возвращает схват 20 в кассету 15, Устройство 19 расцепляет делительный механизм 18 с кассетой 15, последняя одновременно фиксируется. Далее поворотно-делительный стол 10 делительньм механизмом 17 поворачивается и вносит в исходную позицию кассету 13 с зажимными приспособлениями 14. Как и в случае с кассетой для инструмента, если требуемое зажимное приспособление 14 находится не со стороны робота-манипулятора 5, то срабатывает устройство 19, и делительным механизмом 18 кассета 13 устанавливается в требуемое положение.
Робот-манипулятор 5 схватом 9 забирает из кассеты 13 зажимное приспособление 14, переносит в станок 1 и устанавливает на столе 2. После закрепления зажимного приспособления 14 на столе 2 и в задней стойке 4 зажимное приспособление раскрывается и каретка 7 робота-манипулятора воз5
0
вращается к магазину. Одновременно поворотно-делительный стол 10 поворачивается и вносит одну из кассет 11 в исходную позицию, включается устройство 19 и сцепляет с кассетой делительный механизм 18. В это же время узлы станка 1 устанавливаются в заданное программой исходное
положение, предусмотренное для обработки данной детали. Далее модуль работает по циклу загрузки-выгрузки и обработки данной партии деталей.
Робот-манипулятор 5 схватом 9 берет из кассеты 11, начиная, например, с верхнего яруса, деталь 12, вносит в рабочую зону и устанавливает на нижней части зажимного приспособления 14. Губки схвата 9 разводятся, деталь 12 в приспособлении 14 зажимается и обрабатьшается. После обработки зажимное приспособление 14 раскрывается, губки сквата 9 сходятся, робот-манипулятор снимает
5 обработанную деталь 12 с нижней части приспособления 14 и возвращает в кассету 11 на свое место. Затем схват 9 берет деталь 12 из следующего яруса кассеты 11, и цикл повторяется. Когда детали 12 со всех ярусов данной стороны обработаны, включается делительный механизм 18 и поворачивает кассету 11 на одну позицию. Происходит загрузка-выгрузка и обработка всех деталей 12 с этой стороны кассеты, которая завершается очередным поворотом кассеты 11, После обработки всех деталей 12 кассеты 11, если детали данного типо-.-
0 размера размещены и во второй кассете 11, поворотно-делительный стол 10 поворачивается на 180° и подает в зону действия робота-манипулятора 5 вторую кассету 11. Обработка деталей 12 продолжается, как было описано. Кассета 11с обработанными деталями 12 на противоположной стороне поворотно-делительного стола снима.- ется и заменяется на кассету с заготовками этой же партии или другого типоразмера другой партии. После завершения обработки очередной партии деталей происходит переналадка модуля на обработку следующей партии в соответствии с заданной управляющей программой.
При переналадке вначале узлы станка занимают необходимое для этого поло- . жение. После этого захват 9 робота0
5
5
0
5
манипулятора перемещается в рабочую зону станка 1,зажимное приспособление 14 закрывается и открепляется на столе 2 ив задней стойке 4. Одновременно поворотно-делитель- ный стол 10 подает в исходную позицию кассету 13 оснастки. Захват 9 робота-манипулятора 5 снимает зажимное приспособление 14 со стола 2 . и переносит в кассету 13. Далее захват 9 отводится от кассеты 13, а поворот- но-делительньй стол подает в исходную позицию кассету для инструментов.
Захват 9 забирает из кассеты 15 схват. g ванная на штоке силового цилиндра
вилка, каждая из кассет снабжена расположенной на нижней поверхности диска-Стола на оси ее поворота, проходящей через центр указан- укладывает в ту же ячейку, откуда она 2о ой выше окружности, кулачковой по20 и перемещается к суппорту 3. После разжима и освобождения червячной фрезы 16 в суппорте 3 робот-манипулятор 5 переносит ее к кассете 15 и
лумуфтой, жестко связанной с корпусом кассеты и составляющей с полу- муфтой привода одну кинематическую цепь, а также вертикальным пальцембыла взята. Далее переналадка идет точно так же, как описана наладка. По окончании переналадки происходит обработка соответствующей партии деталей, аналогично описанному.
Формула изобретения
Зубообрабатывающий модуль, содер- жащий зубообрабатьгоающий станок с ЧПУ, магазин-накопитель с многогнезд ными кассетами для деталей и заготовок, инстрз ентов и оснастки, робот- манипулятор, установленный с возможностью взаимодействия с кассетами магазина-накопителя при установке- снятии деталей на Станке или его переналадке, отличающийс тем, что, с целью экономии производ« J е
- ю
364442
ственных площадей, магазин-накопитель выполнен в виде поворотного размещенного на основании диска-стола с уста- новленными по периметру кассетами, гнезда которых также расположены по окружности, и механизма поворота и фиксации кассет, включающего в себя смонтированный на основании стола 1Q привод с вертикальным приводным валом и размещенной на нем подвижной кулачковой полумуфтой, имеющей по наружному диаметру кольцевую проточку, в которой установлена смонтировилка, каждая из кассет снабжена расположенной на нижней поверхности диска-Стола на оси ее поворота, проходящей через центр указан- о ой выше окружности, кулачковой полумуфтой, жестко связанной с корпусом кассеты и составляющей с полу- муфтой привода одну кинематическую цепь, а также вертикальным пальцем5 фиксатором, пропущенным через сквоз-- ное отверстие в диске-столе и нижним концом шарнирно связанным с одним щтечом подпружиненного двуплечего рычага, другое плечо которого разме-
Q щено с возможностью взаимодействия с вилкой, при этом в корпусе кассеты сделаны отверстия, ответные для взаимодействия с верхним концом пальца-фиксатора, а робот-манипулятор установлен непосредственно на станке с возможностью взаимодействия с кас- сетами, находящимися в зоне диска- стола, в которой и расположен указанный привод.
5
f
Фиг.1
видА
72
/4r
Ц)иг.1
Buds noSeoHi /rto
| Проспект Ф | |||
| Либхерр-Холдин (ФРГ) на зубообрабатывающий центр, представленньй на выставке в Москве Металлообработка-84 |
