Изобретение предназначено для об- работки поверхностей цилиндрических деталей, преимущественно для обработки шатунных шеек коленчатых ва- лов две.
Целью изобретения является повышение качества обработки за счет сообщения абразивным брускам возвратно-поступательного перемещения вдоль оси детали, т.е. перемещения их по винтовой линии.
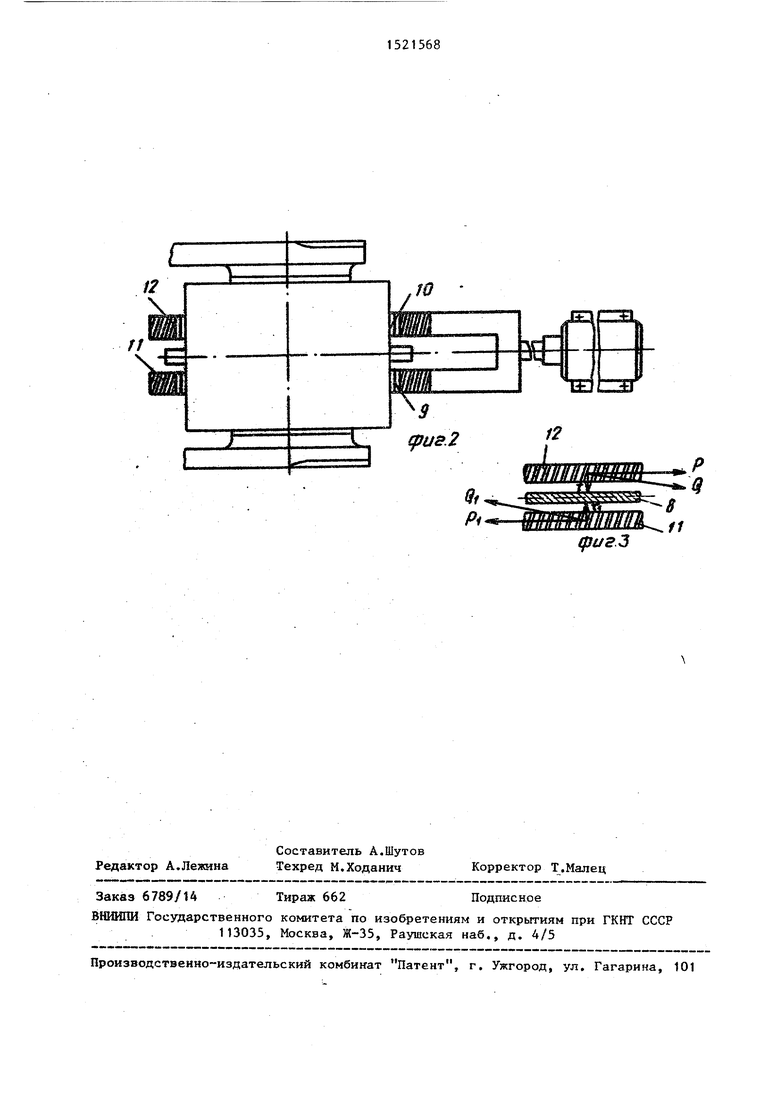
На фиг. 1 изображена схема устройства для обработки шеек коленчатых валовJ на фиг. 2 - то же, вид сверху на фиг. 3 - схема действующих сил между зубчатым зацеплением сегментов и реек привода возвратно- поступательного перемещения.
Устройство содержит обойму из взаимосвязанных шарниром 1 верхней 2 и нижней 3 половин, стягиваемых болтами 4, под головками которых расположены тарированные пружины 5. Внутри обоймы в гнездах закре.плены равномерно по окружности алмазные , доводочные бруски 6, равные длине шейки вала, с компенсирукмцими про- кладкам 1 7 высокой упругости. На нижней половине 3 обоймы закреплены полукольцевой упор 8 и зубчатые секторы 9 и 10 с косозубой нарезкой. Секторы 9 и 10 контактируют с зубчатыми рейками 11 и 12 той же нарезки которые взаимосвязаны со штоком привода 13 возвратно-поступательног перемещения и размещены в направляющих 14.
Коленчатый вал устанавпивается в зажимное приспособление (не показано) , на плите которого закреплен привод 13 возвратно-поступательного перемещения с зубчатыми рейками 11 и 12, размещенными в направляющих 14 под каждой из шатунных шеек, лежащих .в одной плоскости. Затем на каждую шатунную шейку устанавливают обойму и при помощи затяжных болтов 4,.имеющих установочные риски, создют необходимые удельные давления алмазных доводочных брусков 6, посл чего поворотом коленчатого вала вводят в зацепление с рейками 11 и 12
зубчатые секторы 9 и 10 и фиксир лот вал.
Процесс доводки алмазными брусками 6 осуществляется при возвратно-поступательном перемещении зубчатых реек 11 и 12 с поворотом обоймы в прямом и обратном направлениях со смещением ее по винтовой линии вдоль шейки вала в пределах зазора величины галтелей шейки вала, смещение которых происходит от действия усилий Т и Т. (фиг. 3) и ограничивается боковь ш поверхностями зубчатых реек 11 и 12, мелщу которьв и размещен полукольцевой упор 8.
По мере съема припуска на обработку сжатые компенсирующие прокладки в силу своей упругости компенсируют частично величину удельных давлений алмазных доводочных брусков на поверхность обработки, чем исключают необходимость дополнительной затяжки болтов 4.
Формулаизобретения Устройство для обработки шеек кот ленчатых валов, содержащее вьтолнея- ную из двух шарнирно соединенных между собой половин обойму с равномерно размещенными по окружности гнездами, предназначенныьда для закрепления в них подпрулмненных абразивных брусков, и размещенную на нижней половине обоймы зубчатую передачу, кинематически связанную с приводом обоймы, отличающееся; тем, что, с целью повышения качества обработки, зубчатая передача выполнена в виде двух жестко закрепленных на нижней половине сегментов с косозубой нарезкой и двух зубчатых реек с той же нарезкой, установленных с возможностью возвратно-поступательного перемещения и кинематически связанных с приводе , а устройство снабжено раэмещенньо4 в нижней половине обоймы мегвду двумя сегментами подукольцевьм упором, установленным с возможностью контакта с последними.
W
ЭTS
--Ж
(р1/г2
tpi/гЗ
11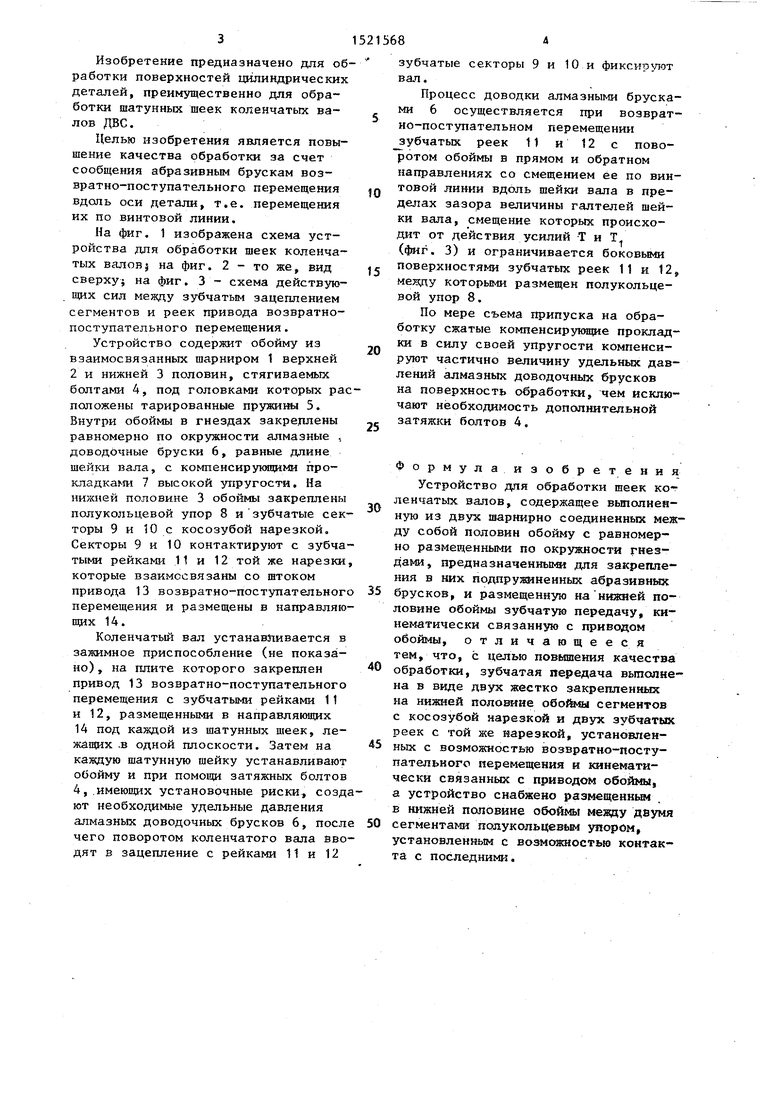
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Головка для одновременной финишной обработки шейки и галтелей | 1976 |
|
SU616117A1 |
| Устройство для обработки коленчатых валов | 1982 |
|
SU1069959A1 |
| ПРИТИР ДЛЯ ДОВОДКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2365485C1 |
| Устройство для накатывания галтелей коленчатых валов | 1975 |
|
SU543503A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) | 2009 |
|
RU2423615C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА БЕЗ ЕГО ДЕМОНТАЖА | 1998 |
|
RU2134181C1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2181322C2 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ ВО ВРАЩАТЕЛЬНОЕ И НАОБОРОТ И УСТРОЙСТВО С ВОЗВРАТНО-ПОСТУПАТЕЛЬНО ДВИЖУЩИМИСЯ ЧАСТЯМИ | 1992 |
|
RU2101511C1 |
Изобретение относится к машиностроению и предназначено для одновременной обработки нескольких шатунных шеек коленчатых валов. Целью изобретения является повышение качества обработки за счет сообщения брускам перемещений по винтовой линии. Устройство содержит обойму из взаимосвязанных шарниром 1 верхней 2 и нижней 3 половин, стягиваемых болтами 4, под головками которых расположены тарированные пружины 5. Внутри обоймы закреплены равномерно по окружности алмазные доводочные бруски 6, равные длине шейки, с компенсирующими упругими прокладками 7. На нижней половине 3 обоймы закреплены полукольцевой упор 8 и зубчатые сектора 9 и 10 с косозубой нарезкой. Сектора 9 и 10 контактируют с зубчатыми рейками 11 и 12 той же нарезки, которые взаимосвязаны со штоком привода 13 возвратно- поступательного перемещения и размещены в направляющих 14. Процесс доводки алмазными брусками 6 осуществляется при возвратно-поступательном перемещении зубчатых реек 11 и 12 с поворотом обоймы в прямом и обратном направлениях: со смещением ее по винтовой линии вдоль шейки вала в пределах зазора величины галтелей шейки вала. 3 ил.
| Патент ША № 3495360, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
