Известные устройства для загрузки деталей в нагревательные или закалочные ванны и выгрузки их из ванн не обеспечивают последовательную загрузку и выгрузку деталей через определенные промежутки времени. Между тем выдержка под нагревом в течение заданного времени существенно влияет на обработку заготовок деталей.
Предлагаемое устройство отличается тем, что оно выполнено в виде рычагов, привод которых осуществляется зубчатыми рейками, сцепляющимися с зубчатыми секторами рычагов в момент загрузки и выгрузки посредством подпружиненных штырей, расположенных на отдельном распределительном валу. Такое выполнение позволяет последовательно загружать и выгружать детали через определенные промежутки времени.
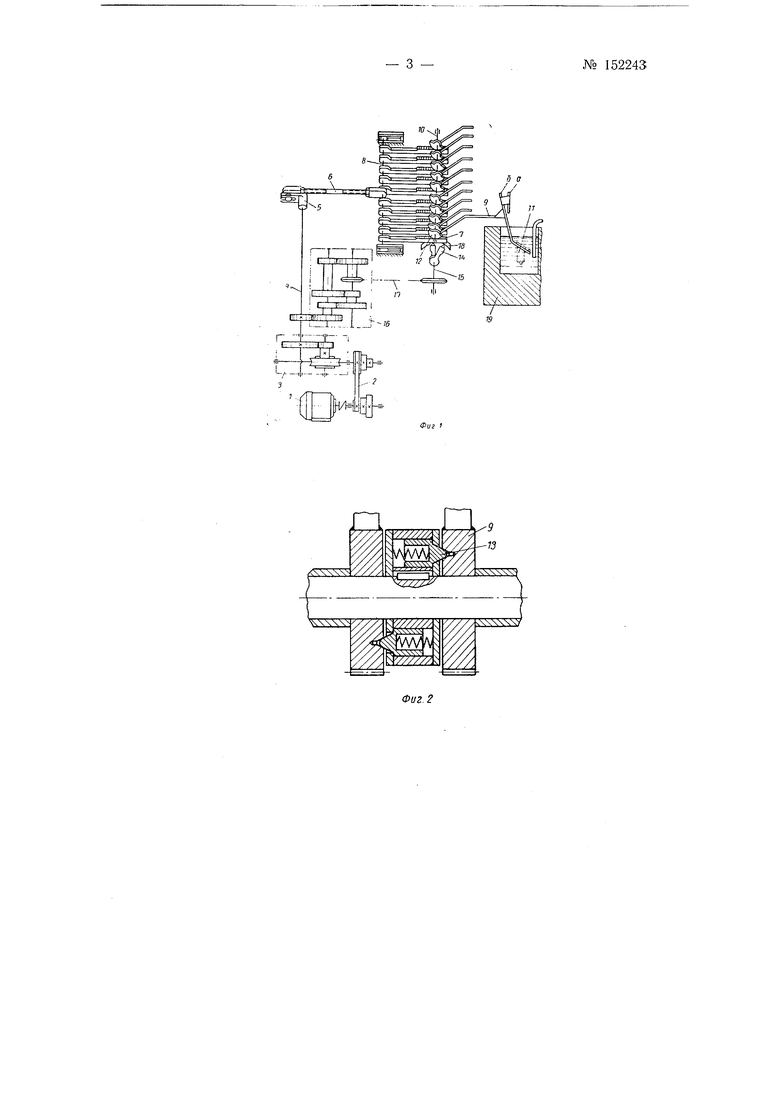
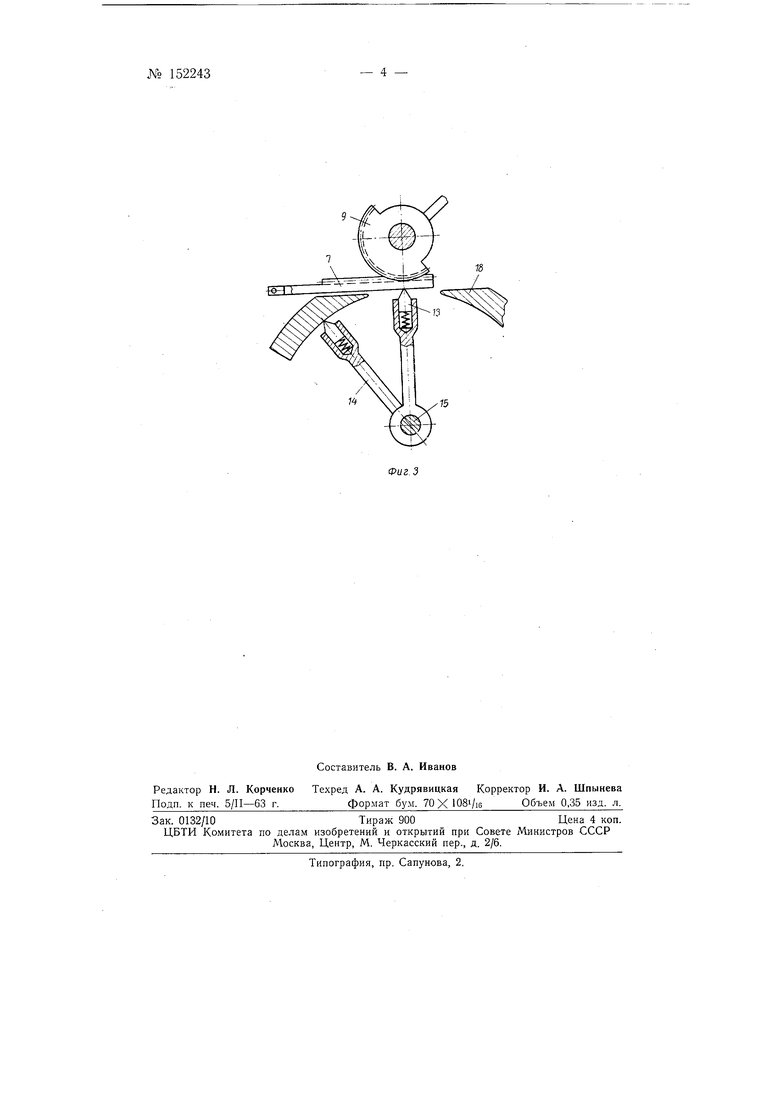
На фиг. 1 показана кинематическая схема предлагаемого устройства; на фиг. 2 - схема фиксирования рычагов; на фиг. 3 - схема расположеиия штырей на распределительном валу.
Описываемое устройство позволяет механизировать процесс загрузки заготовок деталей в соляную ванну и выгрузки из последней для нагрева и передачи нагретых заготовок на стол пресса. Оно обеспечивает заданную по технологическому процессу выдержку изделия в ванне, а также выдержку, необходимую для очередной загрузки и выгрузки изделия.
Привод устройства осуществляется от электродвигателя /. Через упругую муфту, ременную передачу 2, ступенчатые шкивы и редуктор 5 вращение передается по валу 4 на кривошип 5, который сообщает возвратно-поступательное движение через тягу 6 зубчатым рейкам 7,
№ 152243
свободно сидящим на оси 8. От реек приводятся в движение рычаги 9, которые поднимаются из ванны или опускаются в нее в установленном порядке. Рычаги 9 свободно сидят на оси JO.
При загрузке изделия в ванну его устанавливают вручную на направляющие рычага 9, когда он находится в крайнем левом положении. При перемещении рычага вокруг оси JO к ванне изделие // скользит по направляющим а и попадает на направляющие б, где и находится в момент нагрева.
Выгрузка изделия осуществляется автоматически. В момент выгрузки рычаг 9 перемещается вокруг оси 10 в крайнее левое положение. Изделие скользит по направляющим бив конце хода рычага падает на приемный лоток. Для удерживания рычагов 9 в определенных положениях при расцеплении зубчатого сектора 12 рычага с рейкой 7 предусмотрено фиксирование рычагов,
В момент сцепления сектора с рейкой подпружиненные фиксаторы 13 скользят по торцу сектора. Рейки 7 входят в зацепление с секторами 12 рычагов при помощи кулачков 14 распределительного вала /5, который получает вращение от вала 4 через редуктор 16 и цепную передачу 17.
На распределительном валу 15 под каждой рейкой 7 размещены по два кулачка 14 с подпружиненными фиксаторами 13, один из которых вводит в зацепление рейку с сектором для перемещения рычага в ванну, а другой - для перемещения рычага из ванны в зону выгрузки. Каждая рейка входит в зацепление с зубчатым секто-ром рычага только тогда, когда опа поднимается подпружиненным штырем кулачка распределительного вала. Для четкого сцепления рейки с сектором штыри до момента подхода под рейку находятся под радиальными цитками 18.
Время выдержки определяется скоростью вращения распределительного вала и расположением кулачков 14, а также регулировкой хода тяги 6 с помощью кривошипа 5 и скоростью вращения вала 4. Расположением кулачков распределительного вала можно менять число изделий 11, одновременно загружаемых в ванну 19 или выгрул аемых из нее. Например, если кулачки 14 на распределительном валу 15 не смещены относительно друг друга, то загружаться и разгружаться будут одновременно все изделия. Если кулачки смещены относительно друг друга на равные углы, то изделия будут загружаться и выгружаться по одной штуке в порядке очередности.
Предлагаемое устройство может найти широкое применение при нагреве изделий в высокотемпературной печи-ванне, а также при термической обработке изделий, при окраске и покрытиях изделий и других работах.
Предмет изобретения
Устройство для загрузки деталей в ванну и выгрузки их из ванны,, отличающееся тем, что, с целью последовательной загрузки и выгрузки деталей через определенные промежутки времени, оно выполнено в виде рычагов, привод которых осуществляется зубчатыми рейками, сцепляющимися с зубчатыми секторами рычагов в момент загрузки и выгрузки посредством подпружиненных, расположенных на отдельном распределительном валу штырей.
Фиг 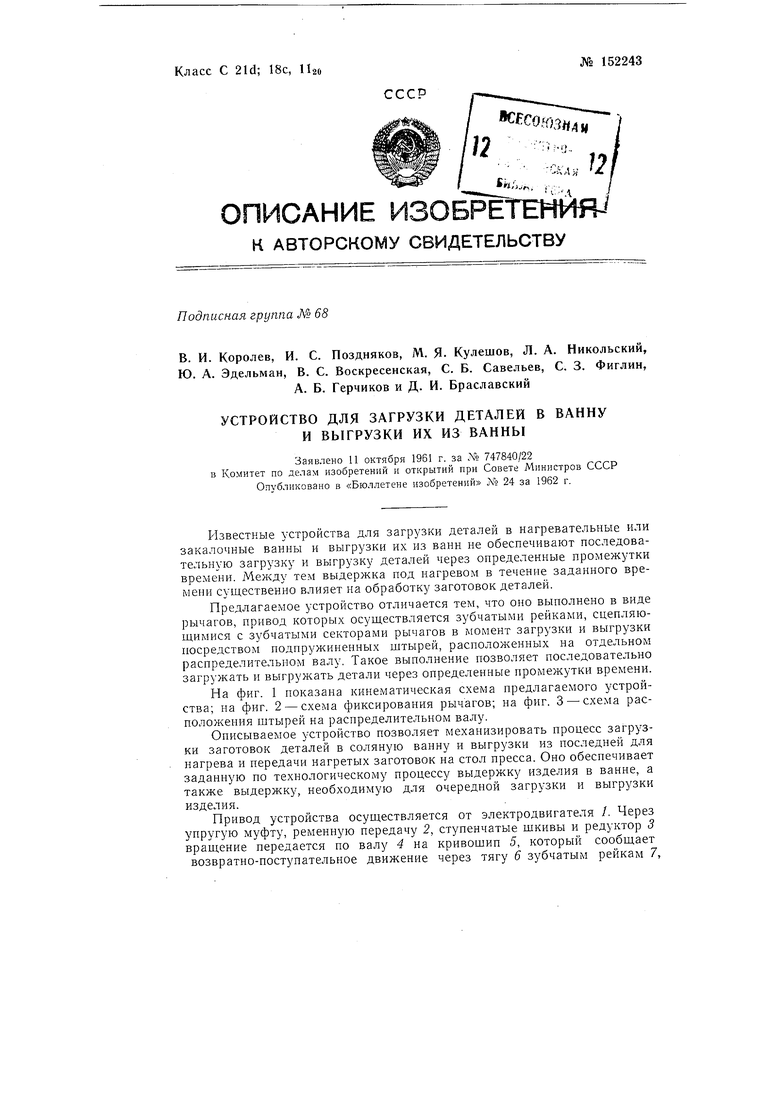
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU381497A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| СТЕКЛОВЫДУВАТЕЛЬНАЯ МАШИНА | 1932 |
|
SU46844A1 |
| Устройство для эмалирования посуды и т.п. | 1937 |
|
SU57580A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| СПОСОБ И УСТРОЙСТВО МЕХАНИЗИРОВАННОЙ ВЫСАДКИ В ПОЧВУ РАСТЕНИЙ, РАЗМНОЖЕННЫХ В ЯЧЕЙКАХ ЛЕНТЫ IN VITRO, УСТРОЙСТВО МЕХАНИЗИРОВАННОГО НАПОЛНЕНИЯ СУБСТРАТОМ НИЖНИХ ЧАСТЕЙ ЯЧЕЕК ЛЕНТЫ И УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОГО СОЗДАНИЯ ПОКРЫТИЯ НАД РАСТЕНИЯМИ | 1996 |
|
RU2147396C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ ГОЛОЙ " GLYCYRRHIZA GLABRA L" | 2000 |
|
RU2168684C1 |
| СИЛОВАЯ УСТАНОВКА | 1989 |
|
RU2029880C1 |