(Sf) ШТАМП ДЛЯ ОБРЕЗКИ И ЗАЧИСТКИ ПОКОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки и зачистки поковок | 1972 |
|
SU526430A1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Совмещенный штамп | 1981 |
|
SU1009595A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Совмещенный штамп для получения пустотелых осесимметричных поковок без штамповочных уклонов | 1987 |
|
SU1588479A1 |
| Штамп для обрезки облоя и обжима поковок | 1983 |
|
SU1159707A1 |
| Штамп для обрезки облоя | 1980 |
|
SU910301A1 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| Штамп для обрезки поковок | 1988 |
|
SU1641497A1 |

1
Изобретение относится к обработке металлов давлением и предназначена для обрезки и зачистки облоя у поковок на механических прессах.
Известен обрезной штамп, содержащий верхнюю плиту с закрепленным на ней пуансоном, нижнюю плиту с закрепленной на ней матрицей Cl.
Недостатком известного штампа является плохое качество обрезки заусенца в случае, когда поковки не обрабатываются резанием и к чистоте поверхности предъявляются специальные требования.
Известен штамп для обрезки и зачистки поковок, содержащий верхнюю и нижнюю плиты, к верхней плите крепится корпус, в боковые окна корпуса входят два заяистных сектора (зачистная матрица) Г2.3.
Недостатком данного штампа является низкое качество зачистки, так как направлеже силы резания при зачистке перпендикулярно направлению
смещения поковки и а результате заусенец тянется в месте ступеньки, образованной смещением поковки.
Целью изобретения является повышение качества зачистки и надежности штампа за счет упрощения его конструкции.
Указанная цель достигается тем что рабочая поверхность зачистной
Q матрицы, установленной между нижней плитой и обрезной матрицей, выпол.нена в виде зубчатой поверхности с наклоном зубьев к продольной оси пуансона.
{5На фиг. 1 изображена конструкция
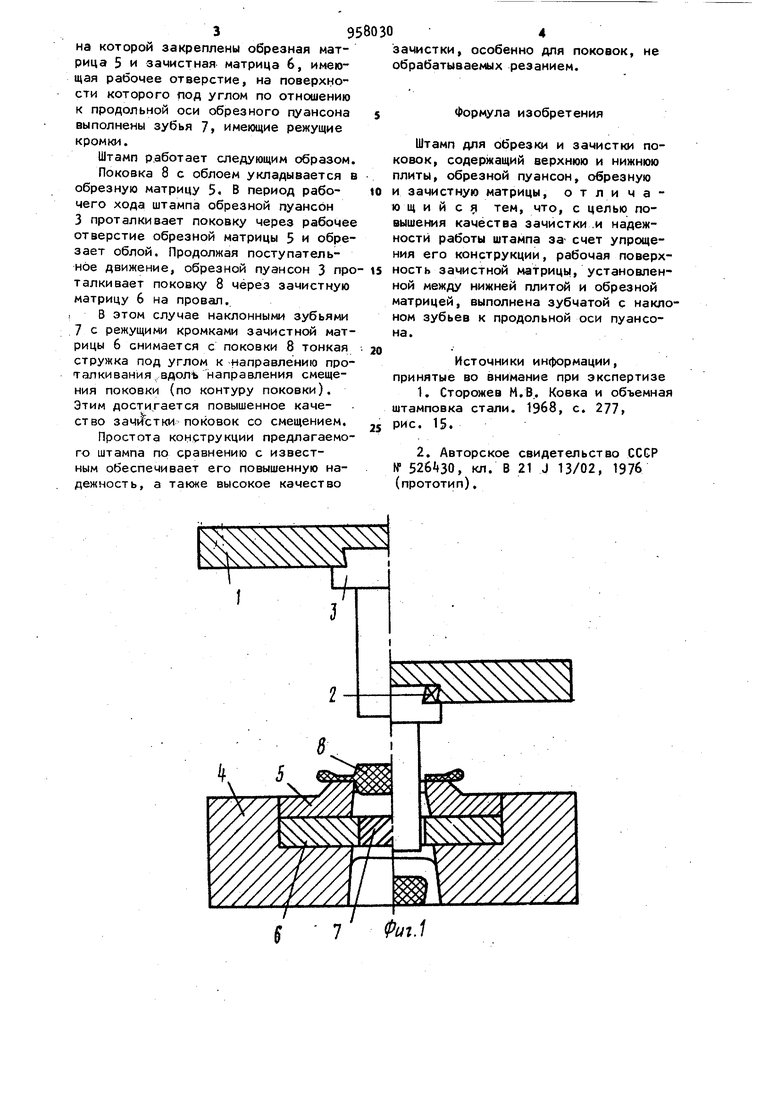
штампа для обрезки и зачистки поковок (слева от оси симметрии штамп изобракен до начала обрезки, а справа от оси - штамп в момент оконча20 ния обрезки и за|««стки) на фиг. 2вид на нижнюю плиту без поковки.
Штамп содержит верхнюю плиту 1, к которой жестко крепится клином 2 обрезной пуансон 3 нижнюю плиту , на которой закреплены обрезная матрица 5 и зачистная матрица 6, имеющая рабочее отверстие, на поверхности которого под углом по отношению к продольной оси обрезного пуансона выполнены зубья 7, имеющие режущие кромки. Штамп работает следующим образом Поковка 8 с облоем укладывается обрезную матрицу 5, В период рабочего хода штампа обрезной пуансон 3 проталкивает поковку через рабоче отверстие обрезной матрицы 5 и обрезает облой. Продолжая поступательипе nai iu/ 3Lji «Кное движение, обрезной пуансон 3 про Тапичаяот ппиппт, Q .. талкивает поковку 8 через зачистную матрицу 6 на провал.. В этом случае наклонными зубьями 7 с режущими кромками зачистной матрицы 6 снимается с поковки 8 тонкая стружка под углом к направлению проталкивания ,, вдолъ направления смещения поковки (по контуру поковки). Этим достигается повышенное качество зачистки поковок со смещением. Простота конструкции предлагаемого штампа по сравнению с известным обеспечивает его повышенную надежность, а также высокое качество 9 0 зачистки, особенно для поковок, не обрабатываемых резанием. Формула изобретения Штамп для обрезки и зачистки поковок, содержащий верхнюю и нижнюю плиты, обрезной пуансон, обрезную и зачистную матрицы, о т л и ч а ю щ и и с 9 тем, что, с целью повышения качества зачистки .и надежности работы штампа за счет упрощения его конструкции, рабочая поверх- - хчпп , раиичал миверлность зачистной матрицы, установлен„г- ч . «.i anuejicn НОЙ между нижней плитой и обрезной матрицей, выполнена зубчатой с наклоном зубьев к продольной оси пуансона. Источники информации, принятые во внимание при экспертизе 1.Сторожев М.В.. Ковка и объемная штамповка стали. 1968, с. 277, рис. 15. 2.Авторское свидетельство СССР № , кл. В 21 J 13/02, 1976 (прототип).
