Изобретение относится к электродуговой сваокз под флюсом и может быть ис- пользоыно при сварке швов большой протяженности в машиностроении при изготовь /м котлов, железнодорожных цистерн, труб и о судостроении.
Целью изобретения является улучшение очества формиоования швов при сварке с г свышенчой скоростью и повышение производительности процесса.
На чертеже изображена схема, поясня- юша;. предлагаемый способ.
Способ осуществляют следующим обра-
ЗОИ.
На мундштуке соосно электроду 1 устанавливают U-образную ферромагнитную
изолированную пластину 2 с внутренним радиусом R, равным половине ширины шва 3, изогнутой частью впереди дуги по направлению сварки. Перед сваркой электрод закорачивают на изделие и располагают пластину с помощью пружины непосредственно на основном металле. Электрод и пластину засыпают слоем флюса и начинают процесс. В процессе сварки вылет поддерживается автоматически с помощью конеч- ника, перемещающегося впереди электрода, что обеспечивает расположение пластины на основном металле.
Расположение изолированной U-образ- ной ферромагнитной пластины с внутренним радиусом, равным половине ширины
о о
ho
о
00
шва, изогнутой частью впереди дуги по направлению сварки создает условия, при которых силовые линии магнитного поля в сварочной ванне замыкаются на массивной ферромагнитной пластине. В результате ин- дукция магнитного поля, магнитное давление и направленная вниз электромагнитная сила, под действием которой жидкий металл стекает с кромок ванны, уменьшается, что приводит к изменению гидродинамики жид- кого металла в сварочной ванне. Кромки сварочной ванны и основной металл в око- лошовной зоне, нагретый в процессе сварки выше точки Кюри (723°С), является немагнитным, поэтому силовые линии магнитного поля стремятся замкнуться в ферромагнит- ном теле U-образной пластины, которая изолирована кварцем и не нагревается в процессе сварки. При этом дуга, которая отклоняется в сторону меньшего магнитно- го поля, становится отклоненной вперед, что дополнительно изменяет гидродинамику жидкого металла в сварочной ванне. Поэтому уменьшение электромагнитного поля в передней и боковых частях сварочной ван- ны позволяет обеспечить качественное формирование швов без подрезов при сварке с повышенной скоростью.
Предотвраа ение образования подрезов обеспечивается за счет уменьшения магнитного давлении и направленной вниз электромагнитной силы на кромках ванны, под действием которой жидкий металл стекает с кромок ванны.
При расположении на кромках ванны ферромагнитной пластины с внутренним радиусом менее половины ширины шва часть пластины расплавляется дугой и вследствие теплопроводности она нагревается, что приводит к снижению магнитной проницаемости пластины. В результате снижается воздействие ферромагнитной пластины на магнитное поле в сварочной ванне и нарушается формирование швов при сварке с повышенной скоростью.
При расположении ферромагнитной пластины с радиусом более половины ширины шва - она удаляется от кромок сварочной ванны. В результате уменьшается количество силовых линий магнитного поля, замыка- ющихся в теле пластины, увеличивается магнитное поле в сварочной ванне, магнитное давление и направленная вниз электромагнитная сила на кромках ванны, что приводит к образованию подрезов.
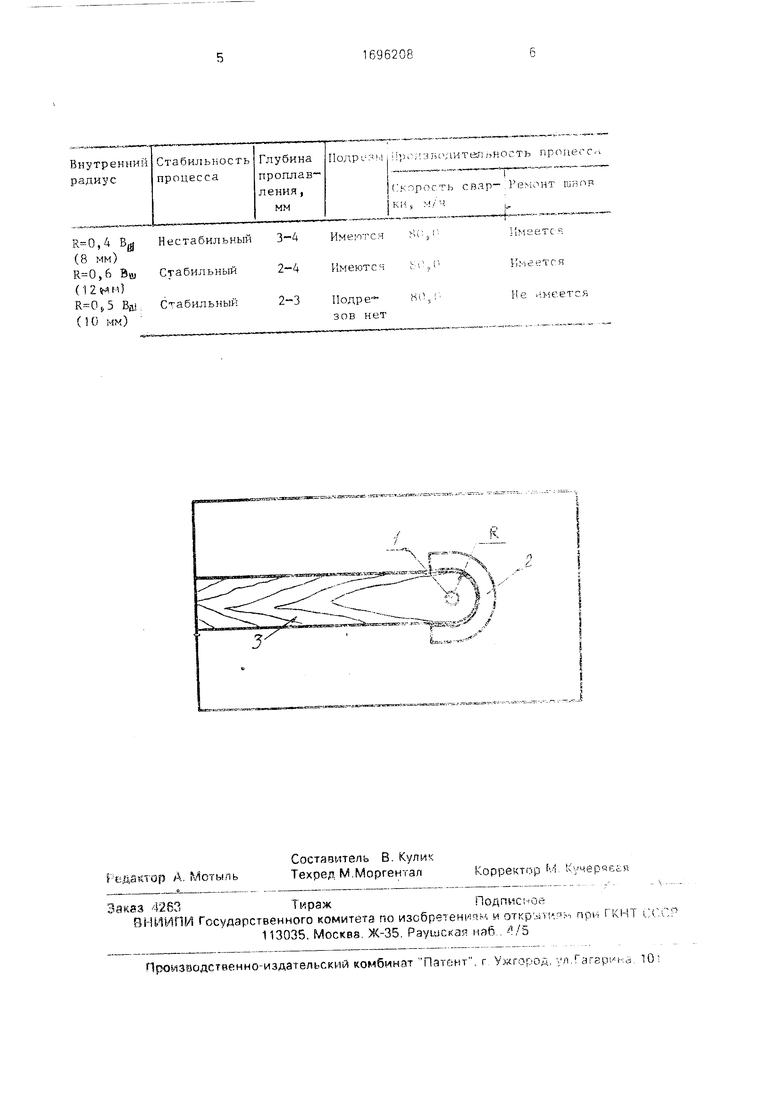
Пример . Производилась сварка встык без разделки кромок пластин размером 7 х 150 х 900 мм из ст. 09Г2С с различным внутренним радиусом ферромагнитной пластины, расположенной на основном металле изогнутой частью впереди дуги по направлению сварки. Габаритные размеры ферромагнитной пластины при этом оставались постоянными 8 х 40 х 40 мм, Сварку производили на постоянном токе обратной полярности проволочным электродом на режиме: 900-900А; ид 36-38 В; V 80 мм/ч, В качестве источника питания использовали выпрямитель ВДУ-1202. Сварку производили под флюсом АН-60. Результаты проведенных исследований влияния внутреннего радиуса ферромагнитной пластины на качество формирования швов и производительность процесса представлены в таблице.
В результате проведенных исследований установлено, что внутренний радиус ферромагнитной пластины, равный половине ширины.шва, является оптимальным. Использование способа сварки обеспечивает повышение скорости сварки в 1,6 раза за счет уменьшения направленной вниз электромагнитной силы сварочного контура на кромках сварочной ванны, улучшение качества формирования швов за счет изменения электромагнитного поля в сварочной аанне и гидродинамики жидкого металла, а также повышение производительности процесса в 1,8-2 раза в результате увеличения скорости сварки и сокращения ремонта сварных швов.
Формула изобретения Способ электродуговой сварки под флюсом, при котором отклоняют сварочную дугу, отличающийся тем, что, с целью улучшения качества формирования шва при сварке с повышенной скоростью и повышения производительности процесса путем воздействия на собственное электромагнитное поле в сварочной ванне, сварочную дугу отклоняют с помощью U-образной ферромагнитной пластины с внутренним радиусом, равным половине ширины шва, расположенной на передней части сварочной ванны соосно с электродом.
Нестабильный 3-4
Стабильный 2-4
Стабильный 2-3
Имеются Имеются
Под ре- зов нет
Имеется Имеется Не имеется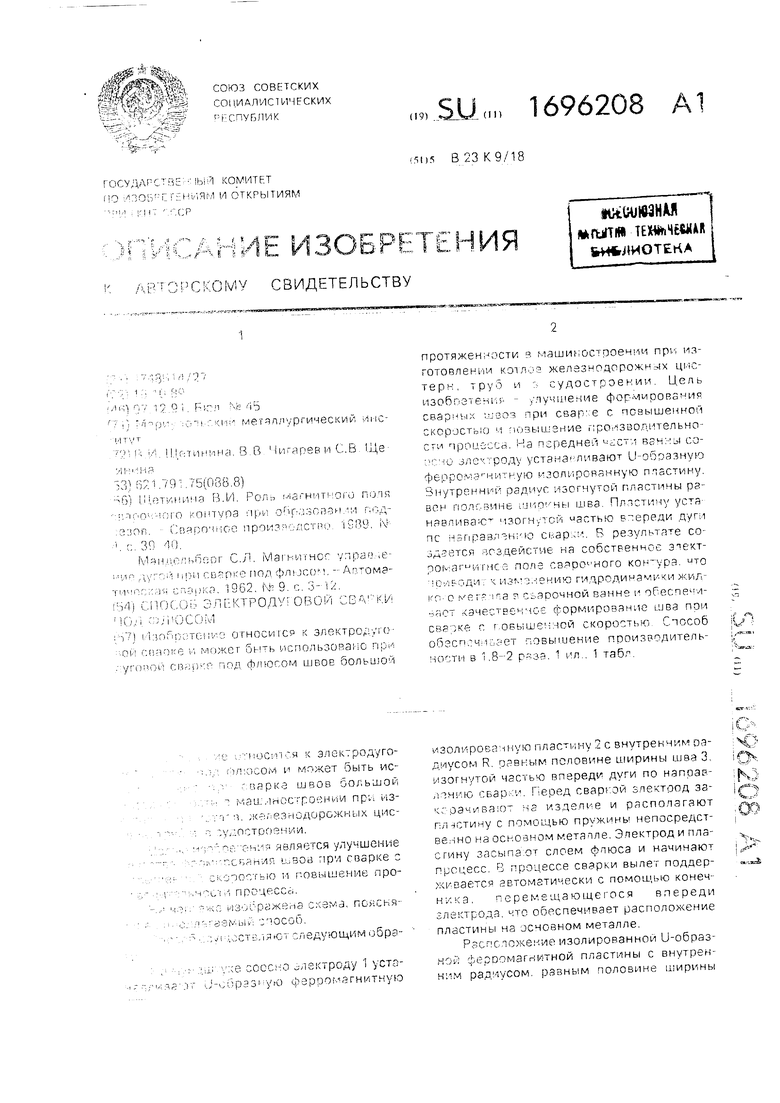

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1988 |
|
SU1542739A1 |
| Способ односторонней дуговой сварки двухслойных сталей | 1988 |
|
SU1590269A2 |
| Способ дуговой сварки | 1989 |
|
SU1696199A1 |
| Способ электродуговой сварки | 1987 |
|
SU1523278A1 |
| Способ дуговой сварки | 1990 |
|
SU1726177A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Способ сварки | 1981 |
|
SU1063556A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ, РАСПОЛОЖЕННЫХ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 2012 |
|
RU2555313C2 |
Изобретение относится к электродуговой сварке и может быть использовано при дуговой Сварке под флюсом швов большой протяженности в машиностроении при изготовлении котлов железнодорожных цистерн, труб и в судостроении. Цель изобретения - улучшение формирования сварных швов при сварке с повышенной скоростью и повышение производительности процесса. На передней части ванны со- осно электроду устанавливают U-образную ферромагнитную изолированную пластину. Внутренний радиус изогнутой пластины равен половине ширины шва. Пластину устанавливают изогнутой частью впереди дуги по направлению сварки. В результате создается воздейстие на собственное электромагнитное поле сварочного контура, что приводит к изменению гидродинамики жидкого металла в сварочной ванне и обеспечивает качественное формирование шва при сварке с повышенной скоростью. Способ обеспечивает повышение производительности в 1,8-2 раза. 1 ил., 1 табл. сл с
| Щетинина В.И | |||
| Роль магнитного поля сварочного контура при образовании подрезов | |||
| - Сварочное производство, 1989, № 4, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Мандельберг С.Л | |||
| Магнитное управление дугой при сварке под флюсом | |||
| -Автоматическая сварка, 1962, № 9, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
