1
Изобретение относится к дуговой сварке и может быть использовано пр сварке швов большой протяженности, например при изготовлении труб, а также в судостроении.
Целью изобретения является повьш ние качества шва при сварке несколькими электродами, оДин из которых ленточный, в общее плавильное пространство.
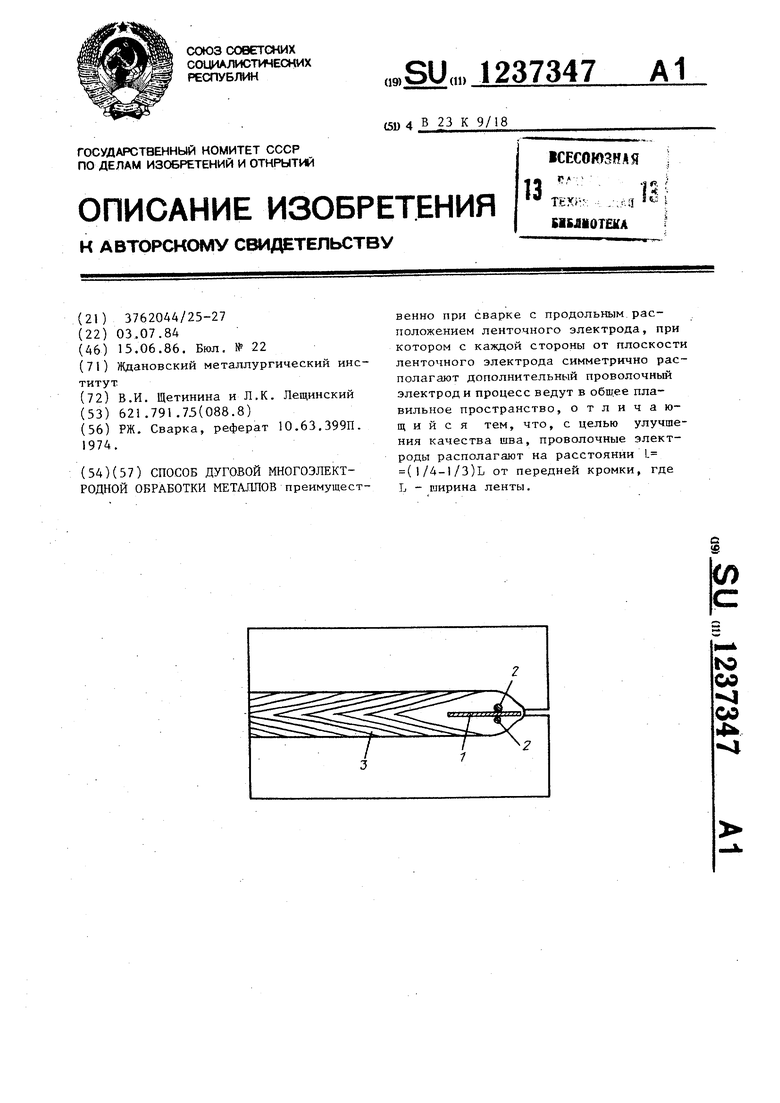
На чертеже показано устройство, поясняющее предложенный способ, где 1- ленточный электрод; 2 - проволочные электроды; 3 - сварной шов.
Согласно предложенному способу, ленточньй электрод располагают продольно по ходу перемещения, а по обеим сторонам от него симметрично располагают проволочные электроды на расстоянии от передней кромки, находящемся в пределах 1/4-1/3 ширины лепты.
При расположении проволочных электродов на расстоянии более 1/3 ширины ленты уменьшается тепловложе- ние в зоне сплавления, увеличивается поверхностное натяжение и возрастает скорость охлаждения жидкого металла, что приводит к образованик} подрезов. При расположении проволочных электродов на расстоянии менее 1/4 ширины ленты от передней .кромки недостаточно тепловложение в передней части кратера, в результате чего дуга на проволочном электроде отклоняется назад, что приводит к образованию подрезов при повышении скорости
0,7-1,1
0,3-0,8
Нестабильный 1 2900-ЗЗООА
и 29-ЗЗВ 1 2600-3200
Неравно- U 30-36B мерное формирование шва цо иириие
сварки и ограничивает увеличение производительности автоматической сварки. Кроме того, недостаточное тепло- вложение в передней части кратера приводит к увеличению тока, протекающего через переднюю стенку ванны и направленно.го вниз электромагнитной силы, отбрасывающей жидкий метал в хвостовую часть ванны, вследствие чего формирование сварных швов нарушается .
Дпя примера проводилась двухсторонняя сварка встык без разделки кромок образцов размером 9150 900 мм из ст 09Г2С с различным расположением проволок, и ленточного электрода. Расположение проволок и ленточного электрода регулировали путем изменения положения направляющих ленточног электрода относительно проволочных. Электроды закорачивали на изделие, засыпали слоем флюса и возбуждали дугу. В процессе сварки электроды подавали с одинаковой скоростью. В качестве источника питания использовали сварочный выпрямитель ВМГ-5000. Сварку производили на постоянном токе обратной полярности под флюсом АН-348АМ, Для сварки использовалась проволока СВ-12ГС диаметром 4 мм и лента 08 кп сечением ,5 мм и 60-0,5 мм. Подача электродов по вариантам 1, 2 и 3 125 м/ч| по вариантам 4, 5 и 6 144 м/ч. Результаты влияния расположения проволок относительно передней кромки на производительность процесса и формирование шв сведены в таблицу.8,7-9,5
.140,0 502700
8,0-9,5
140,0 500600
О
0,8-1,2
0,4-0,9
Стабильный I 3000-3200A 9,0-9,5
U 30-32B
Нестабильньй
I 3000-3400A
и, 28-32В
Нестабильный
1 2800-3400А
U9 28-34B
Стабильный
1 3000-3200А
и,30-32В
,2-9,1
7,7-9,0
9,0-9,5
Примечание. Режим сварки регистрировался самописцами. Глубина
подреза измерялась индиктором часового типа со специальной приставкой.
Редактор А, Гулько
Составитель Е, Сомова
Техред Г.Гербер Корректор Г. Решетник
Заказ 3230/13Тираж 100 Подписное
ВНИИПИ Государственного комитета СССР
по-делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Продолжение таблицы
140,0 502700
,2-9,1
140,0
502200
7,7-9,0
140,0
502700
9,0-9,5
140,0 502700
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1988 |
|
SU1542739A1 |
| Способ дуговой сварки | 1986 |
|
SU1407719A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ электродуговой сварки | 1990 |
|
SU1719173A1 |
| Способ электродуговой сварки под флюсом | 1989 |
|
SU1696208A1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1988 |
|
SU1673338A2 |
| Способ односторонней дуговой сварки двухслойных сталей | 1988 |
|
SU1590269A2 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Способ электродуговой сварки | 1987 |
|
SU1523278A1 |
| РЖ | |||
| Сварка, реферат 10.63.399П | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
