Изобретение относится к электродуговой сварке, может быть использовано при изготовлении котлов железнодорожных цистерн в машиностроении и является усовершенствованием изобретения по авт.св. № 1380885.
Цель изобретения - повышение производительности процесса и улучшение качества сварных швов.
Способ односторонней сварки двухслойных сталей осуществляют следующим образом.
Возбуждают дугу, производят сварку первого слоя. В зависимости от ширины первого слоя устанавливают ширину изогнутой ленты для наплавки второго слоя и длину ее прямолинейных участков. После кристаллизации металла шва первого слоя и удаления шлаковой корки возбуждают дугу на изогнутой ленте с прямолинейшти участками, равными 0,8-0,9 ширины первого слоя. Сварка производится двухдуговым автоматом с приставкой для изогнутой ленты, обеспечивающей подачу и изгиб ленты в процессе сварки с различной длиной прямолинейных участков.
Выполнение прямолинейных участков ленты шиной в зависимости от ширины первого слоя создает условия, при которых регулируется перемещение дуги по торцу ленточного электрода в продольном и поперечном направлениях тепловло кение в центре и боковые кромки ванны. Это приводит к изменению гидродинамики сварочной ванны. При увеличении перемещения дуги в поперечном направлении с увеличением ширины
СП
г
ЧЭ 05
к
углеродистого шва уменьшается тепло- вложение в центре ванны, поэтому необходимо соответственно увеличивать перемещение дуги в продольном направле- НИИ. Это позволяет использовать тепло, В14целенное при перемещении дуги в продольном направлении, для тельного подогрева металла на оси ц
слойной стали СтЗ+ОХ18Н10Т (толщина плакирующего слоя 2 мм) с различной длиной прямолинейных участков ленты в зависимости от пшрины первого слоя.
Длину прямолинейных участков регу лировали путем использования плоских лент различной ширины. В качестве источника питания использовали сваТеЛЬНОГО IJOAUl -t1)1.111 Cnnn Гт,.,,
на кромках ванны. Поэтому регулирова- ,о выпрямитель ВМГ-5000. Сварка
Jld л..ччж-IV -,„.,. и,, rr/ll -rnoWHriM ТПТСР ПП
ние перемещения дуги по торцу ленточного электрода в продольном и поперечном направлениях позволяет обеспечить качественное формирование плакирующего слоя при сварке с повышенной ско- 15 ростью.
При длине прямолинейных участков ленты менее 0,8 ширины первого слоя уменьшается перемещение дуги в продольном направлении. Время горения 20 дуги на прямолинейных участках ленты становится значительно меньше времени перемещения дуги в поперечном направлении. Уменьшается количество тепла, вьщеленного на кромках углеродистого 25 шва и распространяемого в поперечном направлении к оси и кромкам ванны. Количество тепла, вьщеленного на оси ,дугой, перемещающейся в поперечном
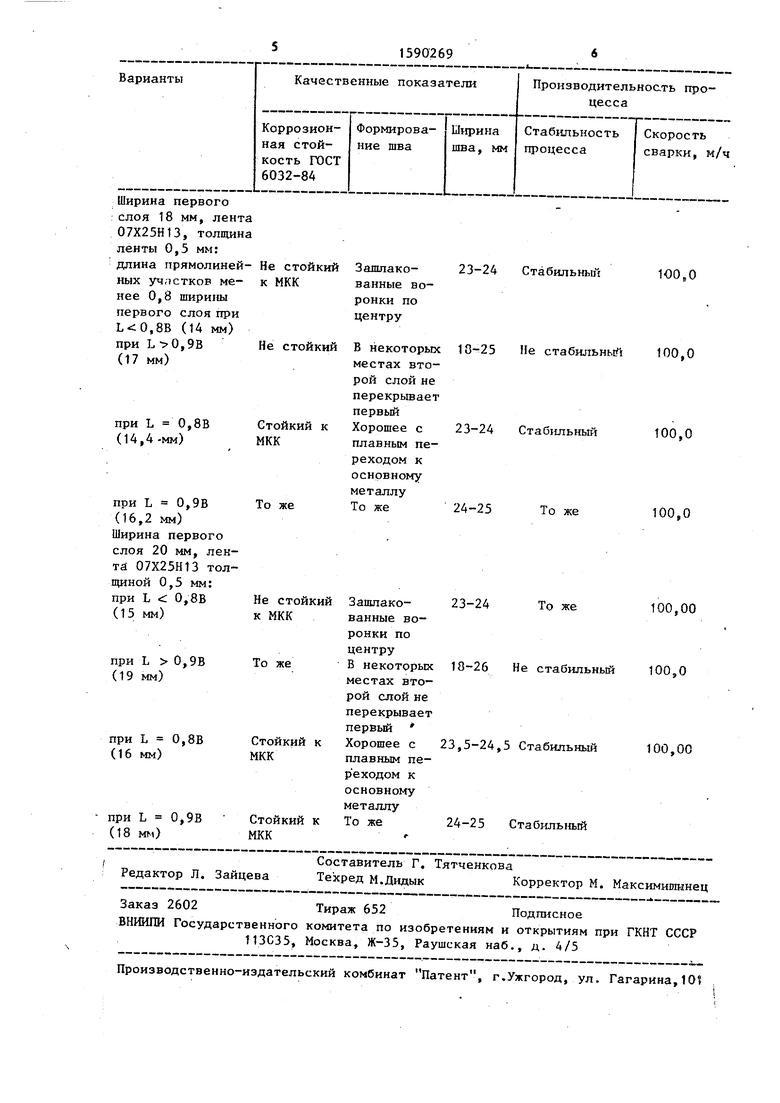
производилась на постоянном токе обратной полярности. Сварка плакирукяце- го слоя осуществлялась лентой 07Х25НЗ различной ширины под флюсом СФ-10 при величине тока 1200-1400 А и напря жении 30 - 32 В. Подача электрода была постоянной. Для измекения ширины первого слоя сварка производилась на различных напряжениях на дуге. Резуль тат проведенных исследований влияния длины прямолинейных участков ленты пр различной ширине первого слоя .на производительность процесса и качество формирования швов представлены в таблице .
Использование предлагаемого способа сварки обеспечивает повьш1ение про- иеводительности процесса в 1,,3 ра
It у ууЛ , ДХЪ-К - - направлении, становится недостаточным,,- зе за счет повьппения скорости сварки
. иг -v/rtvuirtPHHH гЪппмипования швов, повы
и дуга вообще перестает гореть на оси ванны, обходя это место. В результате на оси плакирующего слоя образуются зашлакованные воронки, и на кромках ванны подрезы, что ограничивает повы- шение скорости сварки.
При длине прямолинейных участков ленты более 0,9 ширины первого слоя значительно увеличивается перемещение дуги в продольном направлении, что приводит к нарушению -стабильности горения дуги. Величина тока и напряжения начинает колебаться в значительных пределах, в результате чего плакирую1ц/ -/ у ль-. . - - -f /4oo с
щий слой формируется неравномерным по № 1380885, о т
...А.л.,ч-к - . С1 116.
и улучшения формирования швов, повышение коррозионной стойкости cBapHbtx швов при сварке с повьш1енной скоростью и улучшение формирования швов з счет регулирования перемещения дуги продольном направлении в зависимости от перемещения в поперечном направле нии и изменения гидродинамики свароч ной ванны.
Формула изобретения
Способ односторонней дуговой свар ки двухслойных сталей по авт.ев
личающиися
ширине и образуются участки неполного перекрытия первого слоя, что приводит к снижению стойкости к межкристаллит- ной коррозии.
Пример. Производилась односторонняя сварка без разделки кромок пластин размером 9x150x900 мм из двух50
тем, что, с целью повьшения производительности процесса и улучшения качества сварных швов,-длину прямолине ных участков изогнутого ленточного электрода при заварке-второго слоя выбирают равной 0,8-0,9 ширины перво го слоя.
269
слойной стали СтЗ+ОХ18Н10Т (толщина плакирующего слоя 2 мм) с различной длиной прямолинейных участков ленты в зависимости от пшрины первого слоя.
Длину прямолинейных участков регулировали путем использования плоских лент различной ширины. В качестве источника питания использовали сва1)1.111 Cnnn Гт,.,,
выпрямитель ВМГ-5000. Сварка
-,„.,. и,, rr/ll -rnoWHriM ТПТСР ПП
производилась на постоянном токе обратной полярности. Сварка плакирукяце- го слоя осуществлялась лентой 07Х25НЗ различной ширины под флюсом СФ-10 при величине тока 1200-1400 А и напряжении 30 - 32 В. Подача электрода была постоянной. Для измекения ширины первого слоя сварка производилась на различных напряжениях на дуге. Результат проведенных исследований влияния длины прямолинейных участков ленты при различной ширине первого слоя .на производительность процесса и качество формирования швов представлены в таблице .
Использование предлагаемого способа сварки обеспечивает повьш1ение про- иеводительности процесса в 1,,3 разе за счет повьппения скорости сварки
иг -v/rtvuirtPHHH гЪппмипования швов, повы
f /4oo с
и улучшения формирования швов, повышение коррозионной стойкости cBapHbtx швов при сварке с повьш1енной скоростью и улучшение формирования швов за счет регулирования перемещения дуги в продольном направлении в зависимости от перемещения в поперечном направлении и изменения гидродинамики сварочной ванны.
Формула изобретения
Способ односторонней дуговой сварки двухслойных сталей по авт.ев
личающиися
№ 1380885, о т
- . С1 116.
тем, что, с целью повьшения производительности процесса и улучшения качества сварных швов,-длину прямолинейных участков изогнутого ленточного электрода при заварке-второго слоя выбирают равной 0,8-0,9 ширины первого слоя.
слоя 18 мм, лента
07Х25Н13, толщина
ленты 0,5 мм:
длина прямолиней-
ных участков ме-
нее 0,8 ширины
первого слоя при
,8B (U мм)
при ,9B
(17 мм)
при L 0,8В (14,4-мм)
Стойкий к МКК
при L 0,9В (16,2 мм) Ширина первого слоя 20 мм, лента 07Х25Н13 толщиной 0,5 мм:
23-24 Стабильный
10-25 Не стабильный
23-24 Стаб1шьный
24-25
То же
100,0
100,0
100,0
100,0

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1988 |
|
SU1542739A1 |
| Способ односторонней дуговой сварки двухслойных сталей | 1985 |
|
SU1380885A1 |
| Способ электродуговой сварки | 1990 |
|
SU1719173A1 |
| Способ дуговой сварки | 1986 |
|
SU1407719A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
| Способ изготовления прямошовной сварной плакированной трубы | 2021 |
|
RU2775448C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| Способ дуговой многоэлектродной обработки металлов | 1984 |
|
SU1237347A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
Изобретение относится к электродуговой сварке и может быть использовано при изготовлении котлов железнодорожных цистерн в машиностроении. Цель изобретения - повышение производительности процесса и улучшение качества сварных швов. Одностороннюю сварку двухслойных сталей осуществляют плавящимся электродом под флюсом. Первый слой заваривают электродом, соответствующим материалу этого слоя, а заварку второго слоя ведут ленточным электродом U-образной формы с длиной прямолинейных участков, равной 0,8...0,9 ширины первого слоя. Способ позволяет улучшить формирование швов за счет регулирования перемещения дуги в продольном направлении в зависимости от перемещения в поперечном направлении и от изменения гидродинамики сварочной ванны. 1 табл.
| Способ односторонней дуговой сварки двухслойных сталей | 1985 |
|
SU1380885A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
