2f
г-0
(Л
ел
N5
00 со
4
00
Фиг.1
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в линиях склеивания деревянных плоских деталей по толашне или в линиях укладки деталей порядно в транс- портные пакеты.
Цель изобретения - повышение производительности, упрощение конструкции и повышение надежности работы.
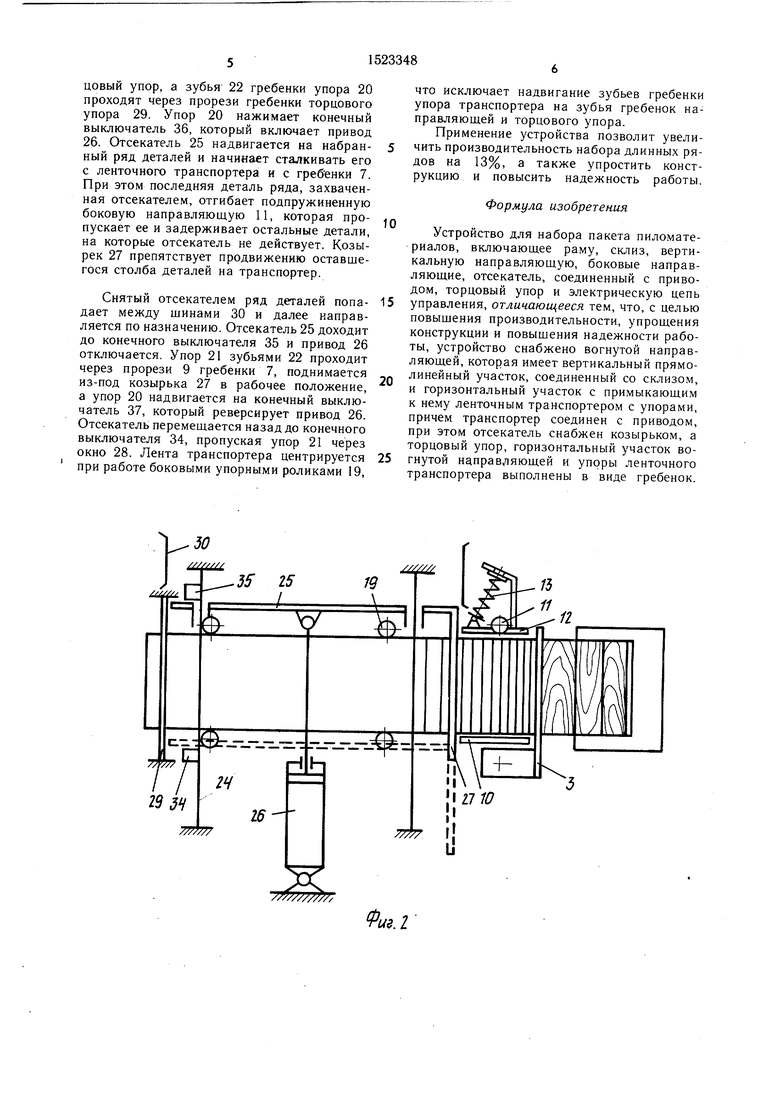
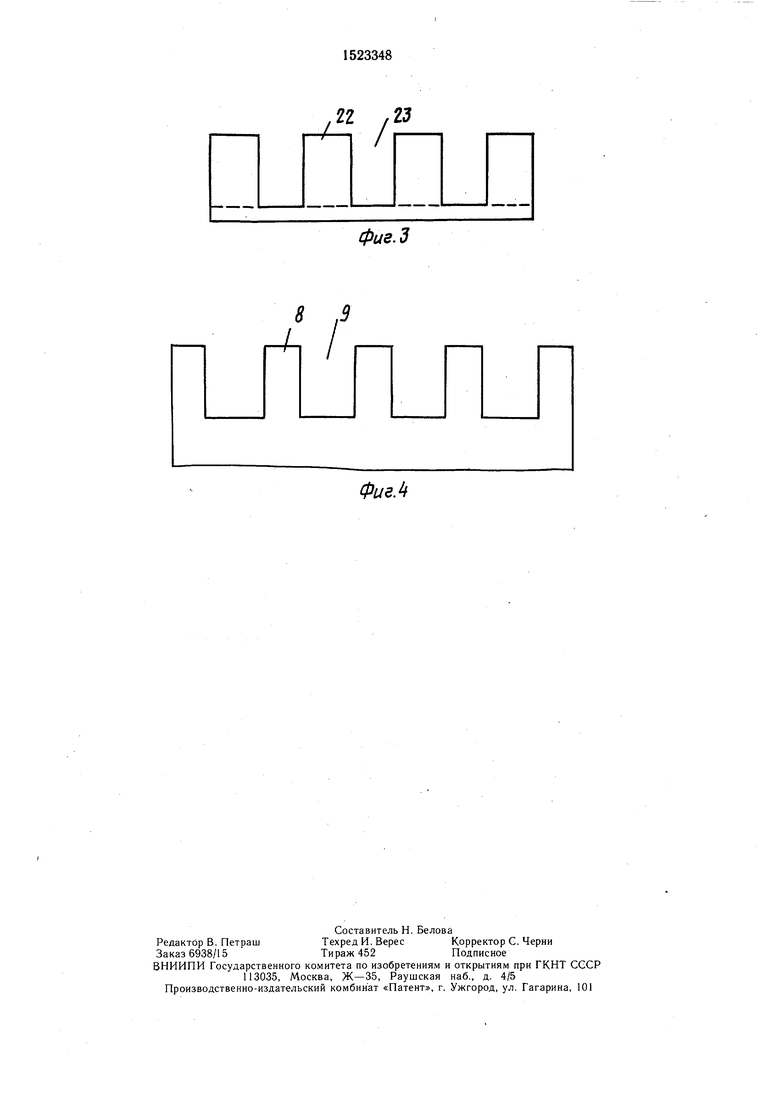
На фиг. 1 изображено устройство, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - рабочая поверхность упора транспортера; на фиг. 4 - гребенка вогнутой направляющей.
Устройство для набора пакета пиломате- риалов включает раму 1, на которой смонтированы склиз 2, расположенный к горизонту под углом, превышающим угол трения деталей по нему, вертикальная переставная направл,яющая 3. К склизу жестко , присое- динена вогнутая направляющая 4, которая имеет вертикальный прямолинейный участок 5, расположенный параллельно вертикальной направляющей 3, и горизонтальный участок 6, заканчивающийся гребенкой 7, имеющей зубья 8 и прорези 9 (фиг. 4). Радиус вогнутости направляющей 4 должен быть больще щирины укладываемых деталей. При этом, чем больше отнощение радиуса вогнутости к ширине детали, тем надежнее устройство (величина этого отноще- ния 3-5). Высота прямолинейного участ- ка 5 составляет 2-4 ширины деталей.
По сторонам вогнутой направляющей на раме смонтированы боковые направляющие 10 и 11, при этом направляющая 11 установлена на шарнире 12 и поджата в сторону вогнутой направляющей пружиной 13.
К гребенке 7 вогнутой направляющей примыкает ленточный транспортер 14, выполненный в виде приводного 15 и натяжного .16 шкивов, бесконечной стальной ленты 17, надетой на шкивы, привода 18, боковых опорных роликов 19, расположенных по обеим сторонам нижней ветви транспортера, и двух упоров 20 и 21, жестко закрепленных на ленте 17 в противоположных точках. При этом упоры 20 и 21 выполнены в виде гребенки, имеющей зубья 22 и прорези 23 (фиг. 3). Высота упоров равна 0,5-0,75 ширины деталей.
Над транспортером 14 на направляющих 24 установлен с возможностью возвратно-поступательного движения отсекатель 25, соединенный с приводом 26. При этом от- секатель снабжен козырьком 27, придающим отсекателю Г-образную форму. Около козырька в отсекателе сделано окно 28. Верхняя кромка окна расположена ниже верхней кромки ряда деталей на 0,2-0,4 ширины детали. В конце транспортера над ним смонтирован торцовый упор 29, выполненный в виде гребенки с зубьями и прорезями, как у гребенки 7 вогнутой направляющей 4. По
краям отсекателя 25 на раме закреплены шины 30.
Электрическая цепь управления включает источник 31 света и фотодатчики 32 и 33, соединенные параллельно и смонтированные под склизом, а также конечные выключатели 34 и 35, установленные на направляющих 24 на пути движения отсекателя 25, и конечные выключатели 36 и 37, установленные на торцовом упоре 29 и раме 1 на пути движения упоров 20 и 21.
Устройство работает следующим образом.
Перед началом работы устройства переставную вертикальную направляющую 3 устанавливают и жестко крепят к раме так, чтобы расстояние между ней и прямолинейным участком 5 вогнутой направляющей 4 было больще ширины детали на 2-5 см. Затем, устанавливая детали на ребро и прижимая их к козырьку 27, вручную набирают на вогнутой направляющей 4 столб деталей, как показано на фиг. 1. Устройство готово к работе, и его включают на автоматическое управление.
Привод 26 перемещает отсекатель 25 с козырьком 27 в положение, показанное на фиг. 2 пунктиром, и конечный выключатель 34 останавливает привод. При.этом упор 20 проходит через окно 28, а детали, освободившись от козырька 27, под действием расположенного выше на вогнутой направляющей 4 столба, скользят по ней до упора 20 и останавливаются. Если при этом на склизе нет деталей, то фотодатчики 32 и 33 освещены и отключают привод 18 ленточного транспортера 14. Движение столба деталей на вогнутой направляющей прекращается.
Для набора ряда детали 38, например, от клеенаносящего станка или из бункера с выровненными торцами пощтучно подают в поперечном направлении на склиз 2, по которому детали свободно скользят вниз и упираются в предыдущие детали. Когда детали на склизе перекроют оба фотодатчика 32 и 33, включается привод 18 и упор 20 начнет отступать от деталей, а последние, в свою очередь, под напором вышележащего столба деталей будут скользить по вогнутой направляющей, постоянно прижимаясь к упору 20, и попадут на верхнюю ленту 17 ленточного транспортера 14. При этом детали столба на вогнутой направляющей поворачиваются из горизонтального положения в вертикальное и внизу на выходе с направляющей становятся на ребро. В то же время детали, расположенные на склизе 2, скользят до вертикальной направляющей 3 и укладываются горизонтально пластью на крышу, сохраняя неизменной высоту столба деталей.
Когда на ленточном транспортере 14 набран ряд деталей заданной длины, упор 20 подходит к торцовому упору 29, при этом передняя деталь ряда упирается в торцовый упор, а зубья 22 гребенки упора 20 проходят через прорези гребенки торцового упора 29. Упор 20 нажимает конечный выключатель 36, который включает привод 26. Отсекатель 25 надвигается на набранный ряд деталей и начинает сталкивать его с ленточного транспортера и с греб енки 7. При этом последняя деталь ряда, захваченная отсекателем, отгибает подпружиненную боковую направляющую 11, которая пропускает ее и задерживает остальные детали, на которые отсекатель не действует. Козырек 27 препятствует продвижению оставшегося столба деталей на транспортер.
Снятый отсекателем ряд деталей попа- дает между шинами 30 и далее направляется по назначению. Отсекатель 25 доходит до конечного выключателя 35 и привод 26 отключается. Упор 21 зубьями 22 проходит через прорези 9 гребенки 7, поднимается из-под козырька 27 в рабочее положение, а упор 20 надвигается на конечный выключатель 37, который реверсирует привод 26. Отсекатель перемещается назад до конечного выключателя 34, пропуская упор 21 через окно 28. Лента транспортера центрируется при работе боковыми упорными роликами 19,
0
5
0
5
что исключает надвигание зубьев гребенки упора транспортера на зубья гребенок направляющей и торцового упора.
Применение устройства позволит увеличить производительность набора длинных рядов на 13%, а также упростить конструкцию и повысить надежность работы.
Формула изобретения
Устройство для набора пакета пиломатериалов, включающее раму, склиз, вертикальную направляющую, боковые направляющие, отсекатель, соединенный с приводом, торцовый упор и электрическую цепь управления, отличающееся тем, что, с целью повыщения производительности, упрощения конструкции и повышения надежности работы, устройство снабжено вогнутой направляющей, которая имеет вертикальный прямолинейный участок, соединенный со склизом, и горизонтальный участок с примыкающим к нему ленточным транспортером с упорами, причем транспортер соединен с приводом, при этом отсекатель снабжен козырьком, а торцовый упор, горизонтальный участок вогнутой направляющей и упоры ленточного транспортера выполнены в виде гребенок.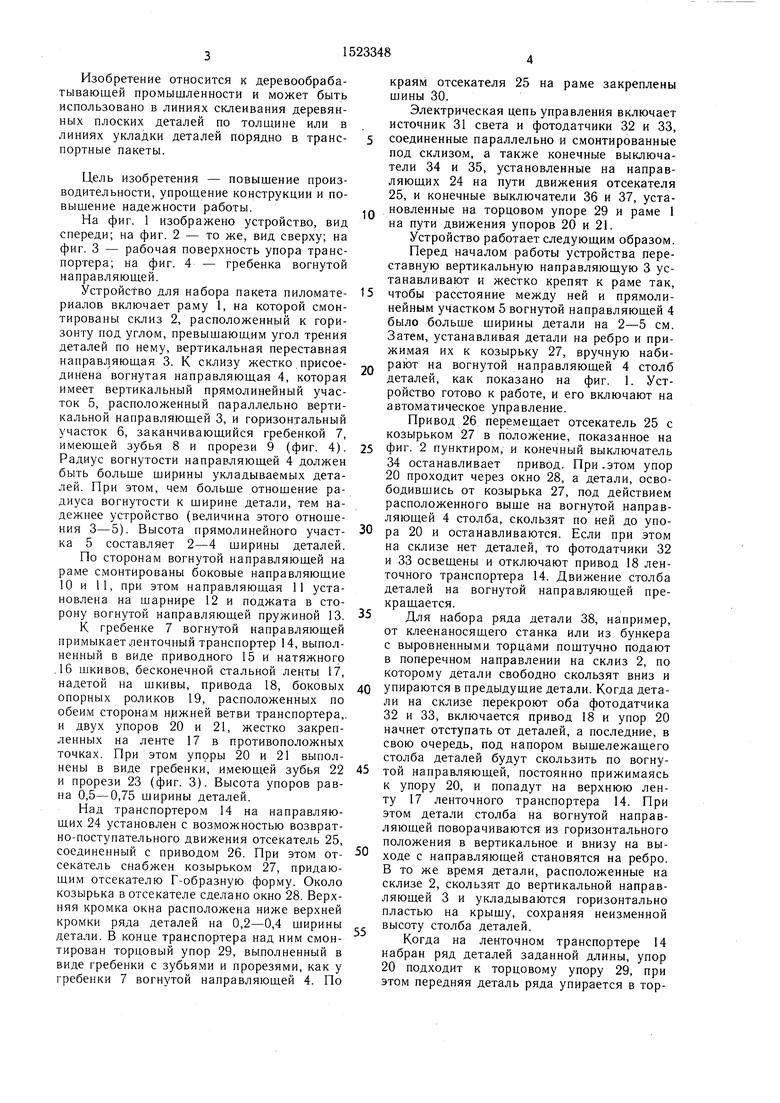
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения деталей по длине | 1988 |
|
SU1583293A1 |
| Устройство для ориентированной подачи деталей | 1987 |
|
SU1525963A1 |
| Устройство для укладки штучных изделий в пакет | 1988 |
|
SU1643368A1 |
| Устройство для подачи деталей | 1980 |
|
SU933377A1 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1024233A1 |
| Устройство для ориентации и подачи деталей | 1986 |
|
SU1389982A1 |
| Устройство для группирования изделий | 1977 |
|
SU713772A1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| УСТРОЙСТВО для ОТДЕЛЕНИЯ ОТ СТОПЫ СТЕКЛЯННЫХ ПЛАСТИН И ПОДАЧИ ИХ НА ПОЛИВНУЮ МАШИНУ | 1969 |
|
SU257294A1 |
| Устройство для ориентированной укладки штучных изделий в тару | 1986 |
|
SU1433848A1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в линиях склеивания деталей по толщине или укладки деталей в пакет. Цель изобретения - повышение производительности, надежности работы и упрощение конструкции. Устройство содержит склиз 2, вогнутую направляющую 4 с гребенками, отсекатель 25 с козырьком и ленточный транспортер 14 с приводом 18 и упорами 20 и 21. Детали поштучно подаются на склиз, с которого они укладываются в вертикальную стопу друг на друга. Стопа скользит по вогнутой направляющей и детали переворачиваются на ребро. В таком виде детали попадают на ленточный транспортер, на котором формируется ряд. Ряд сталкивается отсекателем. 4 ил.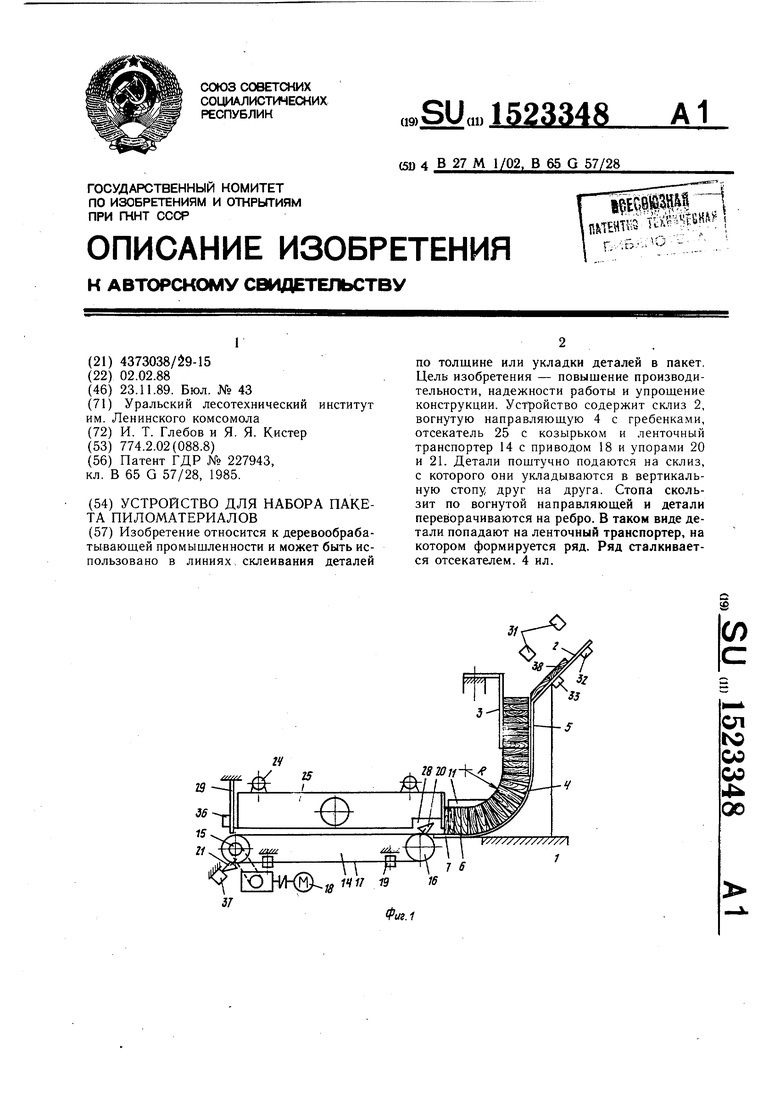
//7/////////
Й/г. I
/:/
фиг.З
ФиеЛ
| Патент ГДР № 227943, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
